Известны съемные пресс-формы для литья под давлением изделий (из капрона, полиэтилена или другой полиамидной смолы), например искусственных елок, с вертикальными разъемными секторами. Недостатком этих пресс-форм является то, что в них нельзя отпрессовать детали веток искусственной елки с иглами, расположенными в нескольких плоскостях для полной имитации веток натуральной елки.
В описываемой пресс-форме этот недостаток устранен тем, что она выполнена в виде разрезного усеченного конуса, составленного из укрепленных на общем кольце секторов, имеющих на смежных гранях гравировку для образования деталей веток и сжимаемых с торцов двумя металлическими стаканами, снабженными выталкивателями и отверстием для взаимодействия с соплом щприц-мащины.
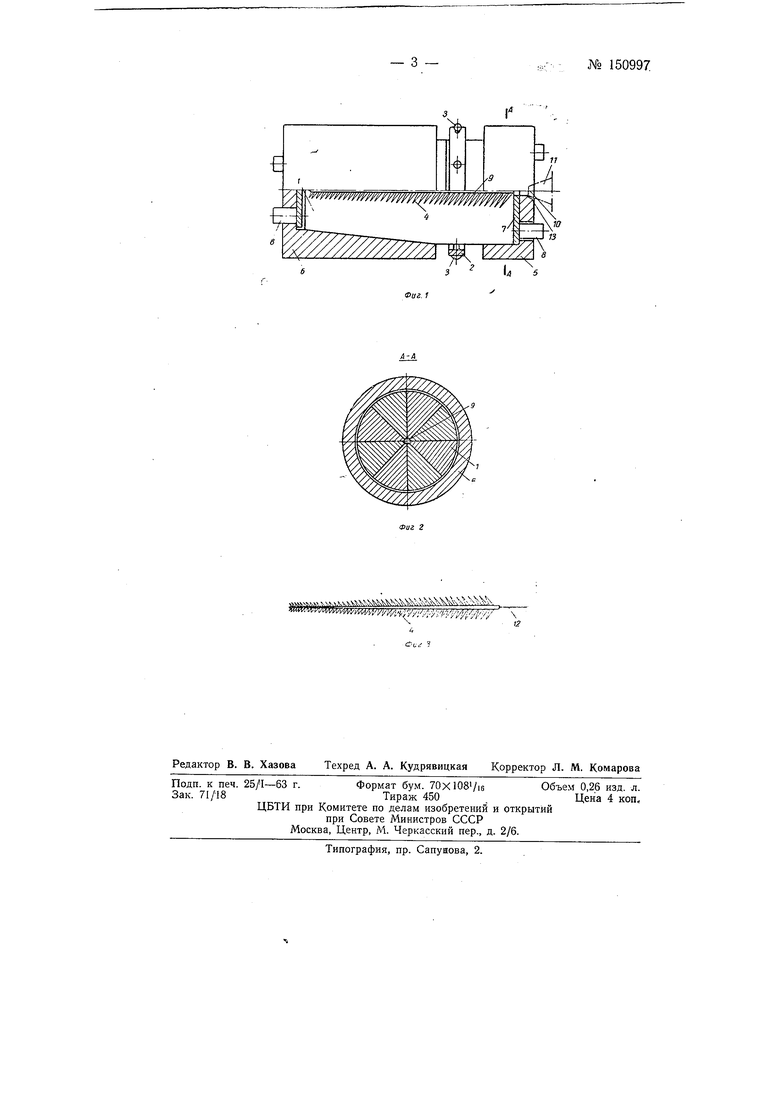
На фиг. 1 изображен общий вид пресс-формы; на фиг. 2 - разрез пресс-формы по линии А-А на фиг. 1; на фиг. 3 -искусственная хвойная ветка с иглами, расположенными в разных плоскостях.
Пресс-форма выполнена в виде усеченного конуса, составленного из нескольких разъемных секторов /- (например, восьми), укрепленных на общем кольце 2 при помощи винтов 3. Отверстия в кольце 2, через которые проходят винты 3, резьбы не имеют, вследствие чего они проходят свободно.
На смежных гранях всех секторов 1 выгравированы углубления по форме иголок 4 хвойной ветки искусственной елки. Секторы / одной торцовой стороной вложены в малый стакан 5, а другой стороной в большой стакан 6 с внутренним конусом, соответствующим конусу собранных секторов /, вследствие чего после установки пресс-формы на прессе, при сжатии стаканов 5 и б, большой стакан 6 плотно прижима№ 150997
ет секторы / друг к другу. В основания стаканов помещены диски 7 с выталкивателями S,.которые свободно проходят через отверстия в дне стакана.
Сжатые между собой секторы 1 образуют пресс-форму, имеющуювнутри литниковый канал 9, к которому присоединены углубления на секторах для образования иголок 4 хвойной ветви. Через канал 9 подается под давлением расплавленная полиамидная смола, проходящая литниковое отверстие 10, расположенное в центре малого стакана 5 и приводимое во время работы во взаимодействие с соплом // шприц-мащины.
Ветки искусственной елки изготавливают с проволочным каркасом 12 на конце или без каркаса - с отверстием внутри ствола ветки.
Для того, чтобы проволока каркаса 12 не мешала взаимодействию пресс-формы с соплом, в стакане 5, у входного отверстия 10 выполнена прорезь 13, в которую отгибают конец проволоки.
Собранную из секторов / пресс-форму устанавливают на пресс таким образом, чтобы конец сопла // вощел в литниковое отверстие 10 пресс-формы. Полиамидную смолу засыпают в загрузочную камеру (на чертеже не показана) пресса, разогревают до необходимой температуры и продавливают из камеры через литниковое отверстие 10 в капал 9 пресс-формы, откуда смола проникает далее (находясь под давлением) в углубления, выгравированные на поверхности секторов / для формирования иголок 4 хвойной ветки.
В случае изготовления ветки с проволочным каркасом 12 в прессформу предварительно, вставляют проволоку на глубину 20-25 мм к конец ее отгибают в прорезь 13 литникового отверстия 10, а для прессования веток с внутренним отверстием в стебле в пресс-форму вставляют стержень.
После затвердения полиамидной смолы в пресс-форме последнюю снимают с пресса, при этом она высвобождается из стаканов 5 и 6, вследствие чего секторы /, укрепленные на кольце 2, расходятся и ветку искусственной елки легко вынимают из пресс-формы.
Для изготовления сборных искусственных елок из веток необходимо иметь несколько пресс-форм разных размеров, изготовленных таким же образом, как описано выше.
Предмет изобретения
Съемная пресс-форма для литья под давлением изделий из капрона, полиэтилена или другой полиамидной смолы, например искусственных елок, с несколькими вертикальными разъемными секторами матрицы и с шарнирным соединением частей матрицы, отличающаяс я тем, что, с целью получения искусственных хвойных веток с иглами, расположенными в нескольких плоскостях, она выполнена в виде усеченного конуса, составленного из укрепленных на общем кольце секторов, имеющих на смежных гранях гравировку для образования деталей веток и сжимаемых с торцов двумя металлическими стаканами, снабженными выталкивателями и отверстием для взаимодействия с соплом щприц-машины.
л s
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления искусственных деревьев, например елок и пресс-форма для его выполнения | 1960 |
|
SU133991A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU939231A1 |
| ИСКУССТВЕННАЯ ЁЛКА | 2004 |
|
RU2242156C1 |
| ИСКУССТВЕННАЯ ЕЛКА | 2001 |
|
RU2173078C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО ДЕКОРАТИВНОГО ИСКУССТВЕННОГО ДЕРЕВА | 2018 |
|
RU2673352C1 |
| Роторно-конвейерная линия для изготовления изделий из термопластов | 1989 |
|
SU1799327A3 |
| УСТРОЙСТВО ДЛЯ ЭКСТРАКЦИИ ХВОЙНОЙ МАССЫ | 1993 |
|
RU2048776C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ "ГЕЯ" | 1992 |
|
RU2063333C1 |
| Устройство для изготовления зубных протезов | 2020 |
|
RU2722458C1 |
| ВОСКОВОЕ ИЗДЕЛИЕ С СЮРПРИЗОМ (ВИСС) | 2008 |
|
RU2388796C2 |