Изобретение относится к области изготовления деталей из термопластичных материалов методом литья под давлением в подвижных пресс-формах, например, на ро- торно-конвёйерных линиях.
Целью изобретения является упрощение конструкции и повышение надежности, роторно-конвейерной линии в работе.
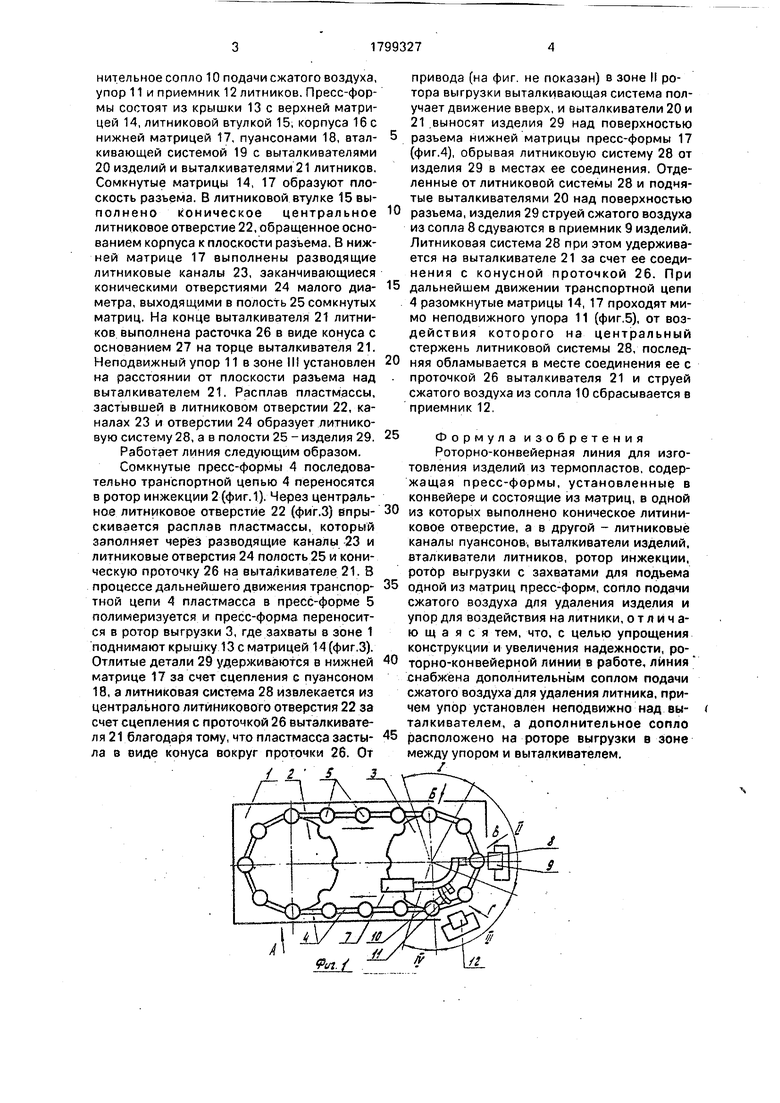
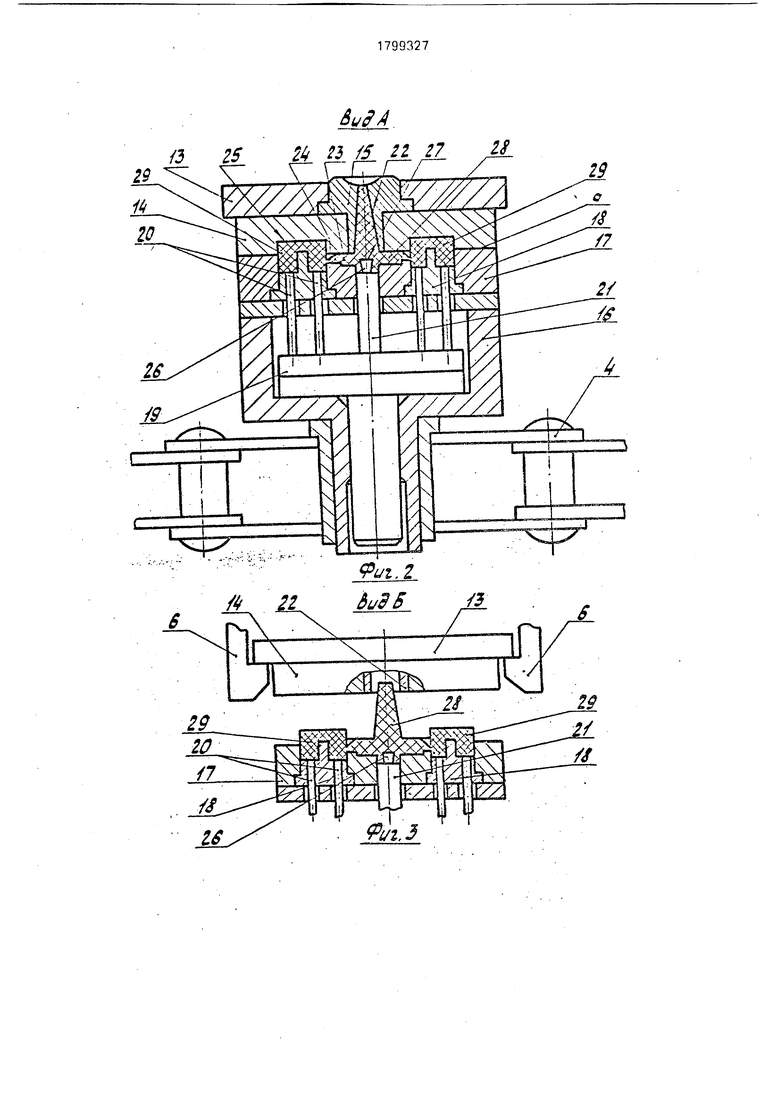
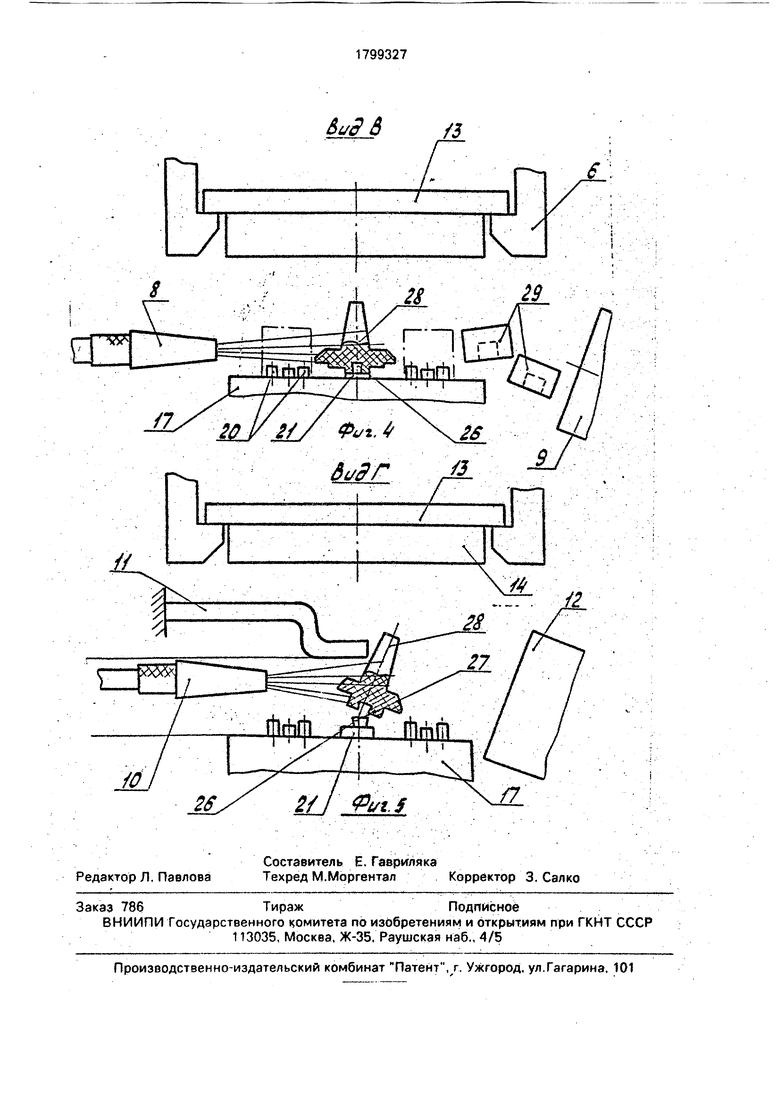
На фиг.1 схематично изображена предлагаемая роторная линия, вид в плане; на фиг.2 - литьевая форма в роторе инжекции (вид А на фиг.1); на фиг,3 - литьевая форма в роторе выгрузки в зоне размыкания матриц (вид Б фиг.1); на фиг.4 - литьевая форма в роторе выгрузки в зоне выгрузки изделий (вид Б фиг.1); на фиг.5 - литьевая форма в роторе выгрузки литников (вид Г фиг.1).
Роторно-конвейерная линия содержит смонтированные на станине 1 ротор инжекции 2, ротор выгрузки 3. Роторы охвачены
транспортной цепью 4, в которой в гнездах установлены пресс-формы 5. Ротор выгрузки 3 по функциональному назначению его участков-секторов можно разбить на четыре зоны: зона I - размыкания матриц пресс- форм; зона И - выгрузки изделий; зона lit - выгрузки литников; зона IV-смыкания матриц пресс-форм. В роторе выгрузки 3 с шагом, равным шагу расположения пресс-форм 5 в цепи расположены захваты
6 (фиг.З).для размыкания матриц, причем в зоне I они перемещаются вверх, а в зоне IV - вниз от привода. В зоне II на кронштейне
7 установлено сопло 8 подачи сжатого воздуха, направленного изнутри наружу, и приемник 9 изделий. В зоне И привод (на фиг. не показан) обеспечивает поднятие выталкивателей на поверхность разъема, в зоне IV - опускание в исходное положение. В зоне I It на кронштейне 7 установлено допрл
ю о
00
к 1
00
нительноесопло 10 подачи сжатого воздуха, упор 11 и приемник 12 литников. Пресс-формы состоят из крышки 13 с верхней матрицей 14, литниковой втулкой 15; корпуса 16 с нижней матрицей 17, пуансонами 18, вталкивающей системой 19 с выталкивателями 20 изделий и выталкивателями 21 литников. Сомкнутые матрицы 14, 17 образуют плоскость разъема. В литниковой втулке 15 выполнено коническое центральное литниковое отверстие 22, обращенное основанием корпуса к плоскости разъема. В нижней матрице 17 выполнены разводящие литниковые каналы 23, заканчивающиеся коническими отверстиями 24 малого диаметра, выходящими в полость 25 сомкнутых матриц. На конце выталкивателя 21 литников выполнена расточка 26 в виде конуса с основанием 27 на торце выталкивателя 21. Неподвижный упор 11 в зоне III установлен на расстоянии от плоскости разъема над выталкивателем 21. Расплав пластмассы, застывшей в литниковом отверстии 22, каналах 23 и отверстии 24 образует литниковую систему 28, а в полости 25 - изделия 29.
Работает линия следующим образом.
Сомкнутые пресс-формы 4 последовательно транспортной цепью 4 переносятся в ротор инжекции 2 (фиг. 1). Через центральное литниковое отверстие 22 (фиг.З) впрыскивается расплав пластмассы, который заполняет через разводящие каналы 23 и литниковые отверстия 24 полость 25 и коническую проточку 26 на выталкивателе 21. В процессе дальнейшего движения транспортной цепи 4 пластмасса в пресс-форме 5 полимериэуется и пресс-форма переносится в ротор выгрузки 3, где захваты в зоне 1 поднимают крышку 13 с матрицей 14 (фиг.З). Отлитые детали 29 удерживаются в нижней матрице 17 за счет сцепления с пуансоном 18, а литниковая система 28 извлекается из центрального литйникового отверстия 22 за счет сцепления с проточкой 26 выталкивателя 21 благодаря тому, что пластмасса застыла в виде конуса вокруг проточки 26. От
привода (на фиг. не показан) в зоне II ротора выгрузки выталкивающая система получает движение вверх, и выталкиватели 20 и 21.выносят изделия 29 над поверхностью
5 разъема нижней матрицы пресс-формы 17 (фиг.4), обрывая литниковую систему 28 от изделия 29 в местах ее соединения. Отделенные от литниковой системы 28 и поднятые выталкивателями 20 над поверхностью
0 разъема, изделия 29 струей сжатого воздуха из сопла 8 сдуваются в приемник 9 изделий. Литниковая система 28 при этом удерживается на выталкивателе 21 за счет ее соединения с конусной проточкой 26. При
5 дальнейшем движении транспортной цепи 4 разомкнутые матрицы 14, 17 проходят мимо неподвижного упора 11 (фиг.5), от воздействия которого на центральный стержень литниковой системы 28, послед0 няя обламывается в месте соединения ее с проточкой 26 выталкивателя 21 и струей сжатого воздуха из сопла 10 сбрасывается в приемник 12.
5Формула изобретения
Роторно-конвейерная линия для изготовления изделий из термопластов, содержащая пресс-формы, установленные в конвейере и состоящие из матриц, в одной из которых выполнено коническое литини- ковое отверстие, а в другой - литниковые каналы пуансонов, выталкиватели изделий, еталкиватели литников, ротор инжекции, ротор выгрузки с захватами для подъема
5 одной из матриц пресс-форм, сопло подачи сжатого воздуха для удаления изделия и упор для воздействия на литники, о т л и ч а- ю щ а я с я тем, что, с целью упрощения конструкции и увеличения надежности, ро0 торно-конвейерной линии в работе, линия снабжена дополнительным соплом подачи сжатого воздуха для удаления литника, причем упор установлен неподвижно над выталкивателем, а дополнительное сопло расположено на роторе выгрузки в зоне между упором и выталкивателем. /
0
5
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая машина для пластмасс | 1987 |
|
SU1694406A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1990 |
|
SU1713823A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1989 |
|
SU1692854A1 |
| Роторно-конвейерная линия для литья под давлением крупногабаритных изделий | 1990 |
|
SU1680541A1 |
| Роторно-конвейерная линия | 1991 |
|
SU1821334A1 |
| Прессформа | 1971 |
|
SU479636A2 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной литьевой машине | 1986 |
|
SU1435467A1 |
| Роторная машина для литья изделий из термопластов | 1990 |
|
SU1763222A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для изготовления полимерных изделий на роторно-конвейерной линии | 1990 |
|
SU1761527A1 |
Использование: при изготовлении изделий из Термопластичных материалов методом литья под давлением на роторно-конвейерных линиях. Сущность изобретения: роторно-конвейерная линия содержит пресс-формы, ротор инжекции, ротор выгрузки, сопло подачи сжатого воздуха для удаления изделия, дополнительное сопло подачи сжатого воздуха для удаления литника, установленный неподвижно над выталкивателем упор. Причем дополнительное сопло расположено на роторе выгрузки в зоне между упором и выталкивателем. 5 ил. (Л С
| Прейе В.В | |||
| Технологические роторные машины вчера, сегодня, завтра | |||
| М.: Машиностроение, 1986, с.94 | |||
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Роторные и роторно-конвейерные машины, автоматические роторные и роторно- конвейерные линии | |||
| М.: ВНИИТЭМР, 1990, с.14.: | |||
