СПОСОБ ИЗГОТОВЛЕНИЯ ИСКУССТВЕННЫХ ДЕРЕВЬЕВ, НАПРИМЕР ЕЛОК, И ПРЕСС-ФОРМА ДЛЯ ОСУЩЕСТВЛЕНИЯ
Заяв.пено 16 апреля 1960 г. за A 663642/28 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретений Xs 23 за 1960 г.
Создание долговечных, имитирующих настоящие, искусственных елок имеет большое значение для сохранения зеленых насаждений. Известные иокусствен-ные елки из бумаги имеют ря-д недостатков, как-то: воаплавденяемость, недостаточную нрочность и др.
Согласно изобретению предлагается способ изготовления искусственных деревьев, например елок, из капрона, полиэтилена или другой, полиамидной смолы в пресс-формах методом литья под давлением. Применение этих материалов позволит создать долговечные елки, и.митирующие настоящие. Пресс-форма для изготовления искусственных деревьев, например елок, состоит из восьми секторов, образующих конус, закрепленный на винтах в сепараторе, каждый сектор конуса в сопри1касающихся гранях имеет гравировку для образования деталей елки, и служащих для зажима конуса с торцов двух снабженных выталкивателями, металлических стаканов, один из которых имеет в доныщке отверстие для взаимодействия с соплом пресса.
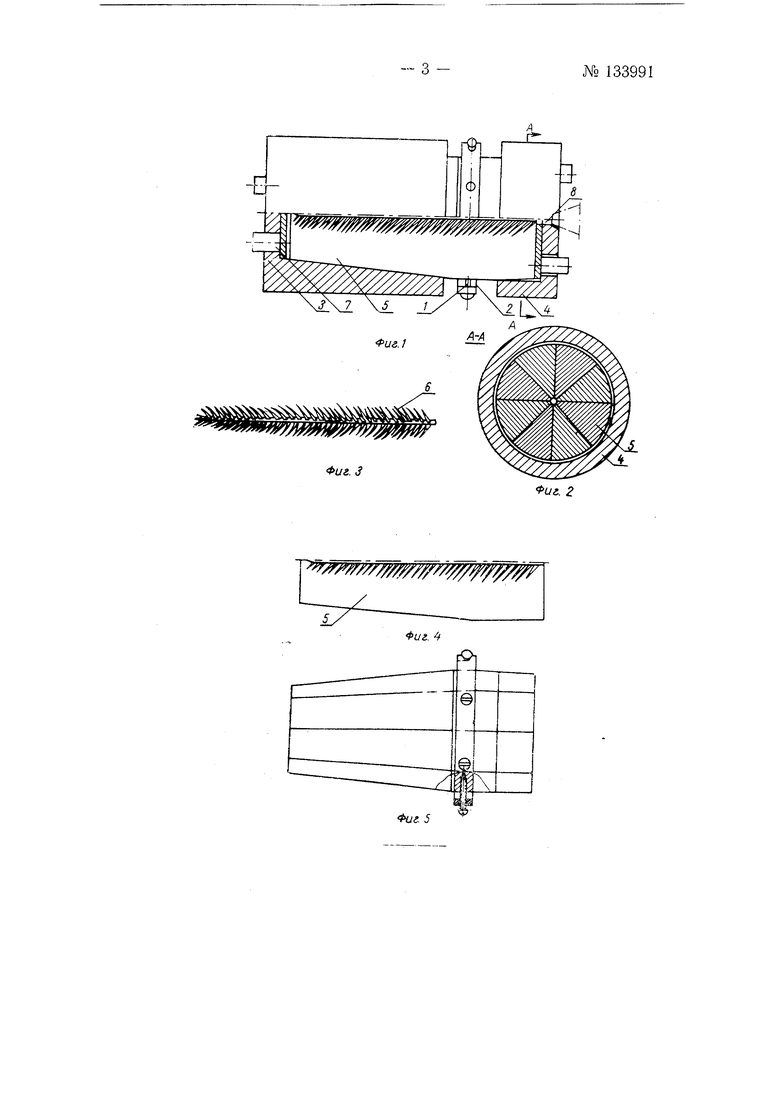
На фиг. 1 изображена пресс-форма с частичным разрезом; на фиг. 2 -разрез по А-А «а фиг. 1; на фиг. 3 - отлитая деталь елки; на фиг. 4 -сектор пресс-формы; на фиг. 5-сектора в собранном виде.
Искусственная елка изготавливается из капрона, полиэтилена или другой полиамидной смолы в пресс-формах методом литья под давлением. Пресс-форма для литья под давлением (фиг. 1, 2 и 4) состоит из восьми секторного конуса, разрезного, закрепленного на винтах 1 в сепараторе 2 и двух металлических стаканов: большого 3 и малого 4. Каждый сектор 5 конуса в соприкасающихся гранях имеет гравировку для образования деталей 6 елки. Металлические стаканы 3 и 4 служат для зажима конуса с торцов и снабжены выталкивателями 7. МеталлаСПОСОБА
NO 133991 2 ческий стакан 4 nvieer з донышке отверстие 8 для соединения с соплом пресса (на чертеже не показано).
Собранная пресс-форма устанавливается на литьевой, машине таким образом, чтобы конец сопла-машины вошел Б отверстие 8 прессформы. Затем машина включается, и расплавленный «апрон, полиэтилен под давлением заполняют углубления пресс-формы, образуя лри остывании деталь елкн. Затем пресс-форма снимается с машины, разбирается, а отформованная елка (ее ветки) легко вынимается.
Предмет и з о б р е т е н и я
1.Способ изготовления искусственных деревьев, например елок, отличающийся тем, что, с целью создания долговечных, ИМитируюших настоящие, искусственных елок, последние изготовляют, например, из капрона, полиэтилена или другой полиамидной смолы в пресс-формах методом литья под давлением.
2.Пресс-форма для выполнения способа по п. 1, отличающ.аяс я тем, что она состоит из закрепленного на винтах в сепараторе разрезного, восьмисекторного конуса, каждый сектор которого в соприкасаюищхся гранях имеет гравировку для образования деталей елки и , служащих для зажима конуса с торцов, двух снабженных выталкивателями металлических стаканов, один нз которых имеет в донышке отверстие для взаимодействия с соплом пресса.
Фи&. 3
| название | год | авторы | номер документа |
|---|---|---|---|
| Съемная пресс-форма для литья под давлением изделий из капрона, полиэтилена или другой полиамидной смолы, например искусственных елок | 1960 |
|
SU150997A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1980 |
|
SU939231A1 |
| ЗАЖИМНОЙ ПАТРОН ДЛЯ ОБОЛОЧЕК И ДИСКОВ | 2008 |
|
RU2395371C1 |
| ГИДРОСИСТЕМА ЭЛЕКТРОКАПЛЕСТРУЙНОГО ПРИНТЕРА И ЕЕ ЭЛЕМЕНТЫ | 2002 |
|
RU2212633C1 |
| Роторно-конвейерная линия для изготовления изделий из термопластов | 1989 |
|
SU1799327A3 |
| Протез голени | 1990 |
|
SU1722489A1 |
| ТЕРМОСТОЙКИЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2573468C2 |
| СИСТЕМА ПОДАЧИ БЕЗ ЕСТЕСТВЕННОГО БАЛАНСА ДЛЯ УСТРОЙСТВА ИНЖЕКЦИОННОГО ФОРМОВАНИЯ | 2012 |
|
RU2565176C2 |
| Способ получения изделия на неотделяемой полимерной подложке методом FDM-печати | 2024 |
|
RU2825940C1 |
| АККУМУЛЯТОРНАЯ БАТАРЕЯ С НЕВОДНЫМ ЭЛЕКТРОЛИТОМ | 2013 |
|
RU2569670C1 |