(54) ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ПЛАСТМАСС
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1987 |
|
SU1493489A1 |
| Литьевая форма | 1988 |
|
SU1636241A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ С КОЛЬЦЕВЫМИ ПОДНУТРЕНИЯМИ | 1991 |
|
RU2017620C1 |
| Литьевая форма | 1986 |
|
SU1353635A1 |
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1197862A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая многогнездная форма для изготовления пластмассовых изделий | 1980 |
|
SU921867A1 |
| Литьевая форма для изготовления изделий из пластмасс | 1973 |
|
SU503726A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2021133C1 |
1
Изобретение относится к технологической оснастке для переработки полимерных материалов и может быть использовано для изготовления изделий из пластмасс методом литья под давлением.
Известна съемная форма для литья под давлением изделий, имеющих прерывистые выступы, расположенные радиально по образующим цилиндра, и изготовляемым из капрона, полиэтилена, или другой полиамидной смолы, например, искусственных елок. Форма выполнена в виде разрезанного усеченного конуса, составлеииого из укрепленных на общем кольце секторов, сжимаемых с торцов двумя металлическими стаканами, снабжеиными, выталкивателями и отверстиями для взаимодействия с соплом шприцмашины 1.
Однако работа формы в автоматическом режиме невозможна, что ограничивает ее применение.
Наиболее близкой к предлагаемой является литьевая форма для изготовлейия изделий из пластмасс, содержащая подвижную плиту с закрепленным в ней пуансоном и неподвижиую с закрепленной на ней обоймой с матрицей, состоящей из подпружиненных
сегментов, .установленных с возможностью их перемещення в направляющих обоймы, и плиту съема 2.
Недостатком известной формы является ненадежность пружин, взаимодействующих с сегментами матрицы, так как при больщом количестве циклов работы формы (свыще 500 тыс. циклов в год) пружина теряет свою упругость, что может привести к аварии при автоматическом цикле работы машииы.
Цель изобретения - повыщеиие надежности работы литьевой формы за счет снижения нагрузки на пружины матриц.
Поставленная цель достнгается тем, что литьевая форма для изготовления изделий
15 из пластмасс, содержащая подвижную плиту с закрепленным в ней пуансоном и неподвижную с закрепленной на ней обоймой с матрицей, состоящей из подпружиненных сегментов, установленных с возможностью
20 их перемещения в направляющих обоймы, и литу съема, снабжена пальцами, закрепленными в сегментах матрицы, и подпружинеиными фиксаторами, закрепленны-. ми в подвижной плите, а плита съема выполнена с кольцевыми канавками, с которыми взаимодействуют пальцы и фиксаторы соответственно.
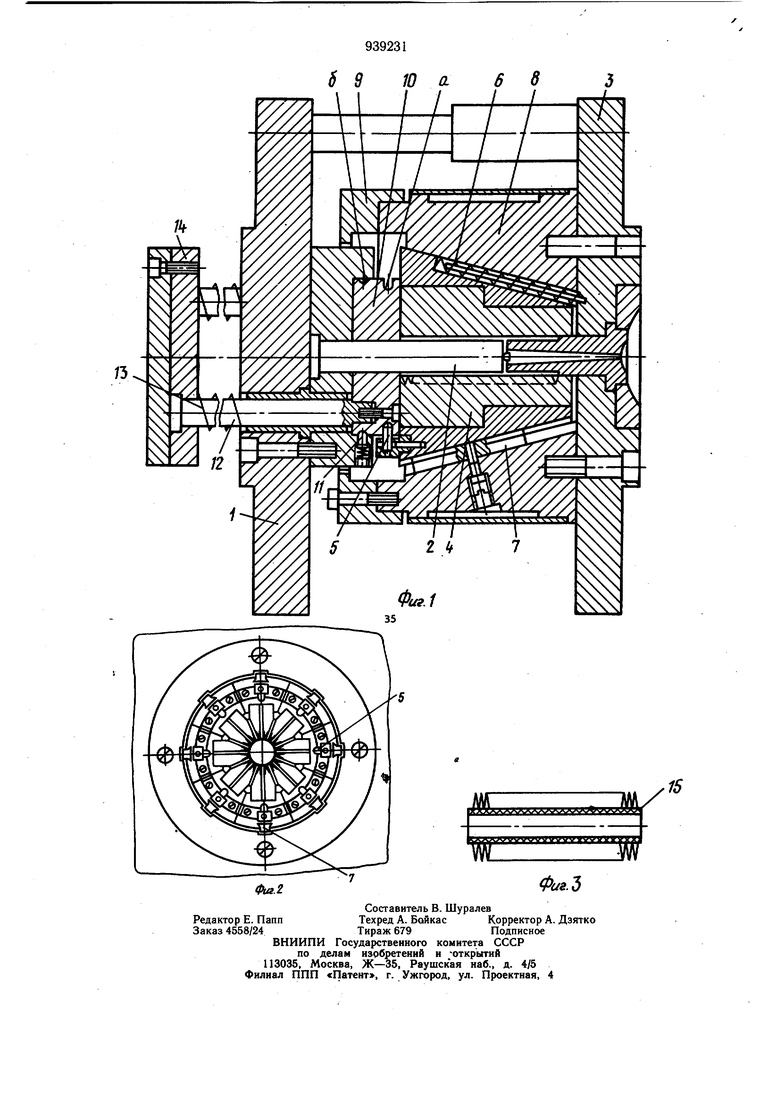
На фиг. 1 изображена форма, продольный разрез, на фиг. 2 - неподвижная часть формы; на фиг. 3 - изготавливаемое изделие.
Литьевая форма содержит подвижную плиту, с закрепленным в ней пуансоном 2, неподвижную плиту 3 с закрепленной на ней матрицей, состоящей из подпружиненных сегментов 4 с пальцами 5. Сегменты установлены с возможностью перемещения, частично с помощью пружин 6, в направляющих 7 на наклонных поверхностях гнезда обоймы 8. Ограничитель 9 хода сегментов закреплен на обойме 8.
С подвижной плитой 1 связан выталкивающий механизм, состоящий из плиты 10 съема с выполненными в ней кольцевыми канавками, с одной из которых (а) взаимодействуют пальцы 5 сегментов 4 матрицы, а с другой (б) подпружиненные фиксаторы 11, смонтированные на плите 1. Плита 10 съема посредством стержней 12 с размещенными на них пружинами 13 связана с плитой 14 толкания.
Формующая изделие 15 полость образована литниковой втулкой, сегментами матрицы, пуансоном и плитой съема.
Литьевая форма работает следующим образом.
После подачи расплава и требуемой технологической выдержки подвижная плита 1 отводится вместе с пуансоном 2. При этом пальцы 5 находятся в кольцевой канавке а плиты 10 съема и перемещаются поступательно совместно с плитой 10 съема и подвижной плитой 1.
Сегменты 4, на которых установлены пальцы 5, перемещаются по направляющим 7 и по мере раскрытия формы пальцы 5 перемещаются в радиальном направлении до выхода из зацепления с канавкой а плиты 10 съема. После этого перемещение сегментов 4 осуществляется е помощью пружин 6 до упора в ограничитель 9 хода, причем пружины 6 преодолевают только массу сегментов 4.
Изделие 15 освобождается из матрицы до выхода из зацепления пальцев 5 с канавкой а плиты 10 съема.
Подпружиненные фиксаторы 11 находятся в зацеплении с кольцевой канавкой б плиты 10 съ€ма и удерживают ее во время раскрытия формы, при этом пружина 13 возврата выполняет частично те же функции.
В конце хода подвижной плиты 1 связанная с ней плита 14 толкания упирается в упор литьевой мащины (не показано), вследствие чего выталкивающий механизм, включающий плиту 10 съема, стержни 12 и плиту 14 толкания, останавливается, а подвижная плита 1 со знаком продолжают перемещаться до полного съема с помощью плиты 10 съема изделий 15 со знака.
Закрытие формы осуществляется в обратной последовательности.
Использование предлагаемой литьевой формы, позволяющей снизить по сравнению с известной нагрузки на пружины сегментов матрицы, обеспечивает более надежную работу оборудования.
Формула изобретения
Литьевая форма для изготовления изделий из пластмасс, содержащая подвижную плиту с закрепленным в ней пуансоном и неподвижную плиту с закрепленной на ней обоймой с матрицей, состоящей из подпружиненных сегментов, установленных с возможностью их перемещения в направляющих обоймы, и плиту съема, отличающаяся тем, что, с целью повышения надежности ее работы путем снижения нагрузки на пружины матрицы, она снбжена йальцами, закрепленными в сегментах матрицы, и подпружиненными фиксаторами, закрепленными в сегментах матрицы , и подпружиненными фиксаторами, закрепленными в подвижной плите, а плита съема выполнена с кольцевыми канавками, с которыми взаимодействуют пальцы и фиксаторы соответственно.
Источники информации, принятые во внимание при экспертизе
