Ч 8 20 f 7/ .г
п
СП
N5 1
Изобретение относится к станкостроению, а именно к устройствам закрепления заготовок на шпинделе станка.
Цель изобретения - повышение точности обработки путем обеспечения регулирования усилия зажима.
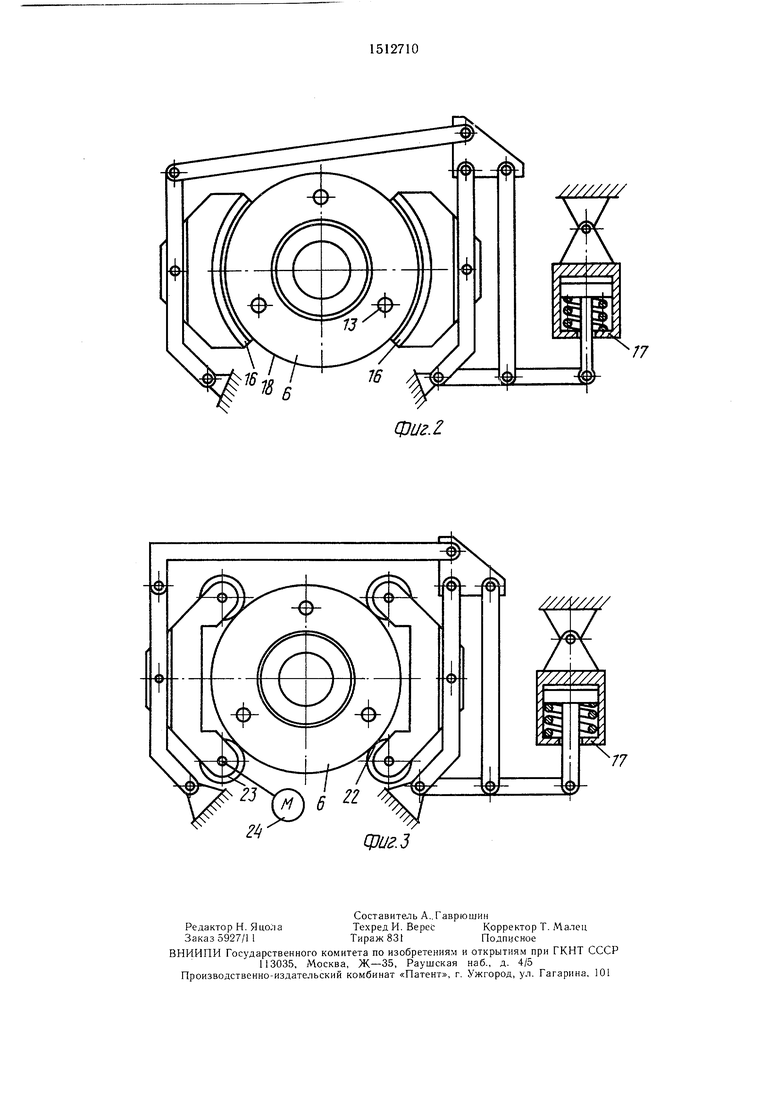
На фиг. 1 показан патрон, осевой разрез; на фиг. 2 - вариант с торможением корпуса редуктора; на фиг. 3 - вариант с торможением шпинделя станка и приводом вращения корпуса редуктора.
Устройство содержит патрон I, в корпусе которого размеш,ены спиральный диск 2 с входяш,ими в зацепление с ним кулачками 3 для зажима заготовок, коническую передачу 4 для ручного управления патроном. Патрон 1 крепится на переднем конце шпинделя 5. На заднем конце шпинделя закреплен редуктор 6 с возможностью вращения на подшипниках 7. На шпинделе в редукторе закреплено центральное колесо 8, входящее в зацепление с шестернями 9. Спиральный диск 2 соединен с полым шли- цевым валиком 10, на другом конце которого закреплено центральное колесо 11, входящее в зацепление с шестернями 12. Шестерни 9 и 12 соединены с валами 13, цапфы которых в подшипниках 14 установлены в корпусе редуктора 6. Для центровки и балансировки редуктора в нем используется несколько комплектов шестерен 9 и 12 (три комплекта), размещенных через 120 град, вокруг оси редуктора в гнездах 15.
При обработке заготовки редуктор 6 вращается вместе со щпинделем 5. Для отжима-зажима заготовки, а также при переналадке используется тормоз с внещним расположением колодок 16, управляемый пневмо- цилиндро.м 17 с регулируемым усилием на щтоке. Поверхность 18 корпуса редуктора при этом выполняет роль шкива. При включенном пневмоцилиндре 17 колодки 16 прижимаются к поверхности 18 с усилием, пропорциональным давлению воздуха, поданного в пневмоцилиндр 17. Регистрацию относительно перемещения спиральной рейки и щпинделя производит датчик 19. При вращении редуктора с одинаковой скоростью плечи 20 и 21 датчика 19 формируют одинаковое число импульсов. В процессе отжима-зажима и переналадки, когда редуктор заторможен или проскальзывает с незначительной скоростью, схема управления устройством регистрирует разное число импульсов, поступающих с плеч 20 и 21 датчика.
Устройство работает следующим образом. Для отжима заготовки шпинделю сообщается вращение против часовой стрелки с включением тормоза. При этом с помощью
щестерен 9 и 12 и зубчатых колес 8 и 11 спиральная рейка начинает вращаться с мень- щей по отнощению к шпинделю скоростью, разводя кулачки 3. Зажим заготовки производится при вращении щпинделя по часоВОЙ стрелке с включением тормоза. При этом редуктор обеспечивает перемещение кулачков к центру. После зажима заготовки с заданным усилием поверхность 18 проскальзывает в тормозных колодках 16, и плечо 20 датчика 19 начинает форми5 ровать импульсы, на основании которых формируется сигнал на выключение тормоза.
Вариант устройства для зажима заготовок с заторможенным щпинделем (фиг. 3) содержит вместо тормоза фрикционную передачу 22, колесо 23, которое приводится во вращение с помощью электродвигателя 24 и пневмоцилиндра 17. Включение редуктора 6 осуществляется подачей регулируемого давления в пневмоцилиндр 17 и включением
5 электродвигателя 24. П ри достижении требуемого усилия зажима колесо 23 начинает проскальзывать по поверхности 18.
При выполнении редуктора вращающимся, шестерни не находятся постоянно в работе, уменьщается шум, тем самым повы0 шается долговечность редуктора. Последний можно легко центрировать и балансировать, что позволяет вести обработку на станке, не снижая скорости вращения шпинделя. Регулирование усилия зажима исключает деформацию заготовки.
5
Формула изобретения
Устройство для закрепления заготовок на шпинделе токарного станка с приводом
Q зажима-разжима от привода шпинделя, содержащее зажимной патрон со спирально- реечным механизмом перемещения зажимных кулачков, колодочный тормоз с приводом, отличающееся тем, что, с целью повышения точности путем обеспечения регули5 руемого усилия зажима, оно снабжено редуктором, одно центральное колесо которого связани со шпинделем станка, а другое - со спиральным диском, причем корпус редуктора предназначен для взаимодействия с упомянутым тормозом, привод тор0 можения выполнен в виде пневмоцилиндра с регулируемым усилием на его щтоке.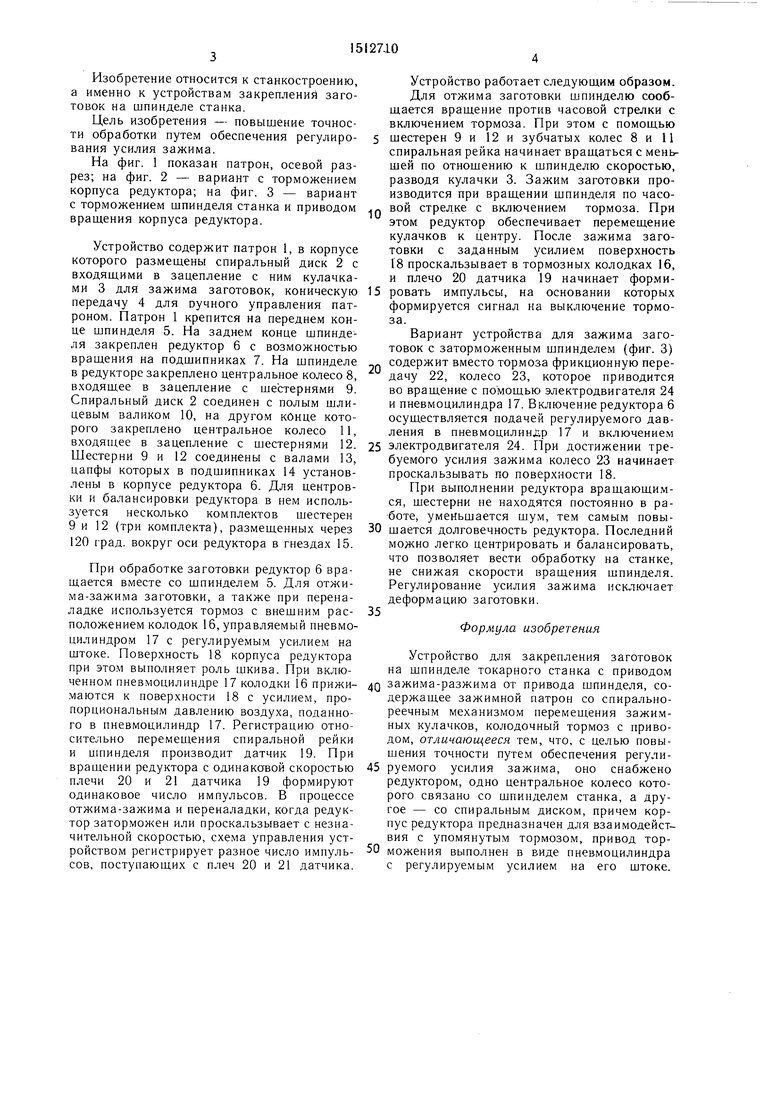
| название | год | авторы | номер документа |
|---|---|---|---|
| Зажимной патрон | 1990 |
|
SU1787072A3 |
| Устройство для автоматического зажима | 1986 |
|
SU1349890A1 |
| Автоматический самоцентрирующий зажимной патрон | 1990 |
|
SU1722705A2 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| СТАНОК ДЛЯ РЕЗКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 1968 |
|
SU210695A1 |
| Одношпиндельный токарный автомат | 1979 |
|
SU917925A1 |
| Кулачковый зажимной патрон | 1973 |
|
SU668787A1 |
| Самоцентрирующий электромеханический патрон | 1974 |
|
SU512005A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ МЕТАЛЛОРЕЖУЩИХ СТАНКОВ | 1968 |
|
SU209178A1 |
| Зажимное устройство к станку | 1982 |
|
SU1098677A1 |
Изобретение относится к области станкостроения, а более конкретно к устройствам для закрепления заготовок на шпинделе станка. Целью изобретения является повышение точности путем обеспечения регулируемого усилия зажима. На шпинделе 5 станка закреплен корпус 1 патрона, в котором размещен спиральный диск 2, связанный через вал 10 с колесом 11 редуктора 6. Колесо 8 редуктора 6 связано со шпинделем 5. Поверь 18 корпуса редуктора является шкивом колодочного тормоза, привод которого осуществляется от пневмоцилиндра с регулируемым усилием на его штоке. При вращении шпинделя редуктор вращается вместе с ним и шестерни не работают. При зажиме-разжиме корпус редуктора тормозится колодочным тормозом, а шпинделю сообщается низкая частота вращения. При этом колеса 8 и 11 вращаются с разными частотами, спиральный диск 2 начинает вращаться относительно корпуса 1 и кулачки в зависимости от направления вращения шпинделя сходятся или расходятся. 3 ил.
фиг. г
/////////
(риг.З
| Самоцентрирующий патрон к токарным станкам | 1950 |
|
SU89669A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
