СП
QD
00
О
;о
Изобретение относится к прокатному производству, а именно к контролю толщины ленточных материалов при обработке их методом продольной прокатки, в частности при плакировании многослойных лент, и может быть использовано при разработке контрольно-измерительной аппаратуры на плакировочных станах холодной прокатки лент.
Цель изобретения - повышение точности контроля соотношения толщин слоев ленты при плакировании.
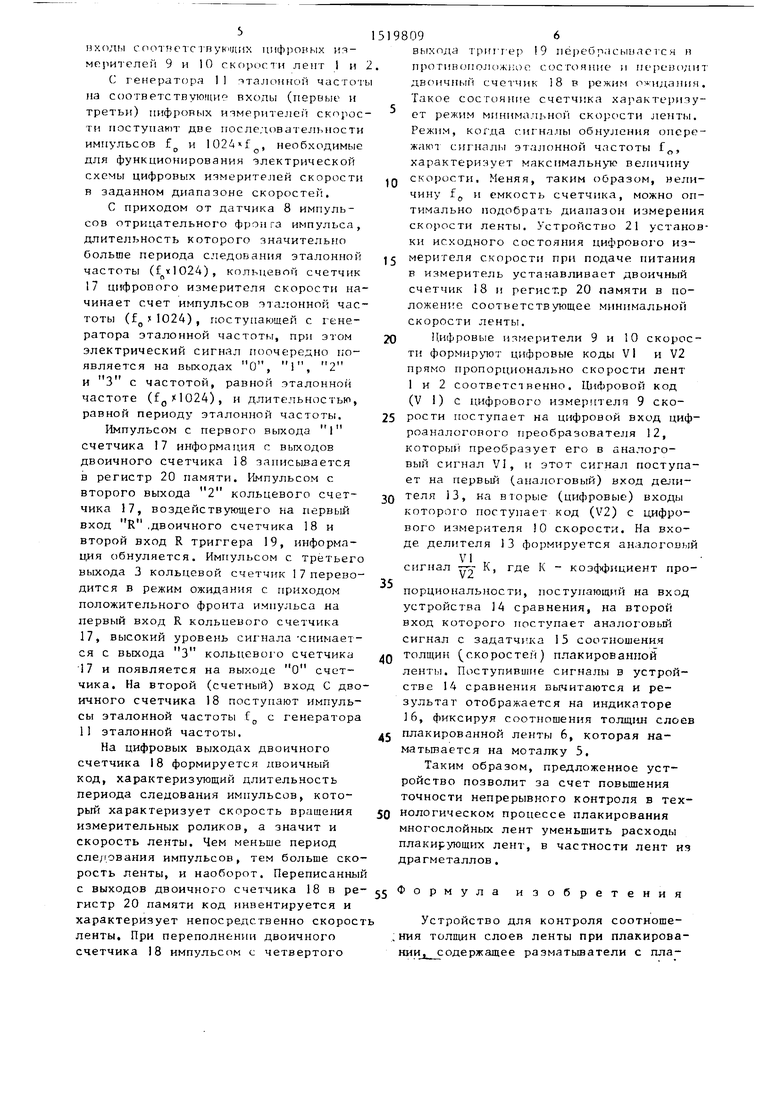
На фиг., 1 приведена структурная схема предложенного устройства; на фиг. 2 - внутренняя структура цифрового измери1еля скорости.
Устройство контроля соотношения толщины слоев ленты при плакирова- НИИ содержит (фиг. 1) плакируемую ленту 1, плакирующую ленту 2, поступающие в 3O}iy деформации валков 3 плакировочного стана с разматывате- лем 4, создающих соответствующие натяжения на входе в зону деформации моталку 5 с плакированной лентой, создающую натяжение плакированной биметаллической ленты 6 на выходе из зоны деформации валков 3, иэмери- тельные ролики 7, установленные на входе лент 1 и 2 в зону деформации валков таким образом, что создается некоторый угол обхв ата лент для умен шения вероятности проскальзывания, с импульсными датчиками 8, преобразующими угол поворота измерительных роликов 7 в соответствующее количество импульсов, два цифровых измерителя 9 и 10 скорости, генератор 1I эталонной частоты, цифроаналоговый преобразователь 12, делитель 13, устройство 14 сравнения, задатчик 15 соотношения толщины плакированной ленты и индикатор 16.
Выходы импульсных датчиков 8 соединены с вторыми входами соответствующих цифровых измерителей 9 и 10 скорости, первый выход генератора 11 эталонной частоты соединен с пер- выми входами цифровых измерителей 9 и 10 скорости, третьи входы которых соединены с вторым входом генератора 11 эталонной частоты, выход первого цифрового измерителя 9 скорости через цифроанало1 овый преобразователь 12 соединен с первым входом делителя 13, иторой вход которого соединен с выходом второго цифрового
5
0 5 Q Q 5
Q
5
измерителя 10 скорости, выход делителя 13 соединен с первым входом устройства 14 сравнения, второй вход которого соединен с выходом задатчи- ка 15 соотношения толщины плакированной ленты 6, а выход устройства 14 сравнения соединен с И1одикато- ром 16.
Цифровой измеритель скорости содержит (фиг. 2) кольцевой счетчик 17, двоичный счетчик 18, триггер 19, регистр 20 памяти и устройство 2 установки исходного состояния цифрового измерителя 9 (10) скорости.
Первый вход цифрового измерителя 9 (10) скорости явлжггся вторым входом двоичного счетчика 18, а i торой и третий входы цифрового измерителя 9 (10) являются соответствующими входами кольцевого счетчика 17. Первый выход кольцевого счетчика 17 соединен с первым входом регистра 20 памяти, второй выход кольцевого счетчика 17 соединен с первым входом дво- ичио1 о счетчика 18 и вторьи входом триггера ,19, а третий выход кольцевого счетчика 17 соединен с его третьим входом. Третий вход двоичного счетчика 18 соединен с выходом триггера 19, а четвертый вход двоичного счетчика 18 соединен с выходом устройства 21 установки исходного состояния цифрового измерителя скорости и пятым входом регистра 20 памяти. Первый выход двоичного счетчика 18 соединен с кторым входом регистра 20 памяти, второй выход ДВОИЧНО1О счетчика 18 соединен с третьим входом регистра 20 памяти, третий выход двоичного счетчика 18 соединен с четвер- тьм входом регистра 20 памяти, а четвертый выход двоичного счетчика 18 соединен с первым входом триггера 19. Выход регистра 20 памяти является выходом цифрового измерителя скорости.
Устройство контроля соотношения толщин слоев ленты при плакировснии работает след лощим образом.
Под действием сил трения плакируемой ленты 1 и плакирующей ленты 2, поступающих с разматьшателей 4 в зону деформации валков 3 плакированного стана, приводятся в движение измерительные ролики 7, механически связанные с импульсными датчиками 8, выдающими электрические импульсы, длительность которых обратно пропорциональна скорости лент, на вторые
1зх(1лы соотистс 1-пук1|ди : цифровых ия- мерителей 9 и 10 скорости лент 1 и
С генератора 1 1 г талоиной частот на соответствуюми входы (первые и третьи) цифровых И1мерителей скорости поступают две последовательпости импульсов f и , необходимые для функпионирования электрической схемы цифровых измерителей скорости в заданном диапазоне скоростей,
С приходом от датчика 8 импульсов отрицательного фронта импульса, длительность которого значительно больше периода следования эталонной частоты (fк 1024), кольцевой счетчик 17 цифрового измерителя скорости начинает счет импульсов э1алонной частоты (fjj f- 1024) , поступающей с генератора эталонной частоты, прп этом электрический сигнал поочередно появляется на выходах О, 1, 2 и 3 с частотой, равной эталонной частоте (fgXl024), и длительностью, равной периоду эталонной частоты,
Импульсом с первого выхода 1 счетчика 17 информация с выходов двоичного счетчика 18 записьшается в регистр 20 памяти. Импульсом с второго выхода 2 кольцевого счетчика 17, воздействующего на первый вход R .двоичного счетчика 18 и второй вход R триггера 19, информация обнуляется. Импульсом с третьего выхода 3 кольцевой счетчик I 7 переводится в режим ожидания с приходом положительного фронта импульса на первый вход R кольцевого счетчика 17, высокий уровень сигнала -снимается с выхода 3 кольцевого счетчика 17 и появляется на выходе О счетчика. На второй (счетный) вход С двоичного счетчика 18 поступают импульсы эталонной частоты f, с генератора
11 эталонной частоты,
На цифровых выходах двоичного счетчика 18 формируется двоичный код, характеризующий длительность периода следования импульсов, который характеризует скорость вращения измерительных роликов, а значит и скорость ленты. Чем меньше период сле/гования импульсов, тем больше скорость ленты, и наоборот. Переписанны с выходов двоичного счетчика 18 в ре гистр 20 памяти код инвентируется и характеризует непосредственно скорос ленты. При переполнен1П1 двоичного счетчика 18 импульсом с четвертого
5198096
выхода тршт ер 9 nejieOnacbmac тся и протииог1олож);оп состояние и переводит ДВС1ИЧНЫЙ счетчик 18 в режим ожида}П1я, Такое состояние счетчика характеризует режим минимальной скорс сти ленты. Режим, когда сигналы обнуления опсре- жаю1 сигпалы эталонной частоты Г„, характеризует максимальную величину скорости. Меняя, таким образом, нели10
15
20
25
30
35
55
чину д и емкость счетчика, можно оптимально подобрать диапазон измерения скорости ленты. Устройство 21 установки исходного состояния цифрового измерителя скорости при подаче питания F измеритель устанавливает двоичный счетчик 18 и регист.р 20 памяти в положение соответствующее минимальной скорости ленты.
Цифровые измерители 9 и 10 скорости формируют цифровые коды VI и V2 прямо пропорционально скорости лент 1 и 2 соответственно. Цифровой код (V 1) С цифрового измерителя 9 скорости поступает на цифровой вход циф- роаналогового преобразователя 12, который преобразует его в аналоговый сигнал VI, и этот сигнал поступает на перньш (аналоговый) вход делителя 13, на вюрые (цифровые) входы которого поступает код (V2) с цифрового измерителя 0 скорости. На входе делителя 13 формируется аналоговый
VI
сигнал гтх- К, где К - коэффициент пропорциональности, поступающий на вход устройства 14 сравнения, на второй вход которого поступает аналоговый сигнал с задатчика 15 соотношения
tn толщин (скоростей) плакированной
ленты. Поступившие сигналы в устройстве 14 сравнения вычитаются и результат отображается на индиксЧторе 6, фиксируя соотношения толщ1Ш слоев
д5 плакированной ленты 6, которая на- матьтается на моталку 5,
Таким образом, предложенное устройство позволит за счет повьопения точности непрерывного контроля в тех50 нологическом процессе плакирования многослойных лент уменьшить расходы плaкиpyющ rx лент, в частности лент из драгметаллов,
Формула изобретения
Устройство для контроля соотноше- ;ния толщин слоев ленты при плакирова- нии, содержащее разматьшатели с плакир ющеи и 11лакпруе.м(чц лентами, палки плакировочного станл, моталку с плакированной лентой, измерительные ролики, охватывающие ленты до нхола их п валки, два импульсных датчика и делитель, отличающеес я тем, что, с целью повьш1ения точности контроля соотношения толщин слоев ленты при плакировании, оно снабжено генератором Q эталонной частоты, двумя цифровыми измерителями скорости, цифроаналоговым преобразователем, устройством сравнения, задатчиком соотношения толщин плакированной ле}1ты и индикатором, j причем выходы импульсных датчиков соединены с вторыми входами соответстВУКЧЦПХ П,Иф)ОПЫХ H tMt piri PJUM t iZKUpOCTII,
п(. рвьгм выход генератора эталонной частоты соединен с первыми входами цифровых измерителей скорости, третьи входы которых соединены с вторым выходом генератора эталонной частоты, выход первого цифрового измерителя скорости через цифроаналоговый преобразователь соединен с первым входом делителя, второй вход которого соединен с выходом второго цифрового измерителя скорости, выход делителя соединен с первым входом устройства сравнения, второй вход которого соединен с выходом задатчика соотношения толщин плакированной ленты, а выход устройства сравнения соединен с индикатором ,
| название | год | авторы | номер документа |
|---|---|---|---|
| Роликовые ножницы для резки металлической ленты с продольным полосчатым плакированием | 1986 |
|
SU1430192A1 |
| Цифровой измеритель угловой скорости и ускорения | 1981 |
|
SU1107059A2 |
| Цифровой измеритель фазового сдвига | 1979 |
|
SU864182A1 |
| Устройство для поверки цифровых измерителей девиации фазы | 1990 |
|
SU1781651A1 |
| ЦИФРОВОЙ ИЗМЕРИТЕЛЬ ЧАСТОТЫ | 2012 |
|
RU2517783C1 |
| ЦИФРОВОЙ ИЗМЕРИТЕЛЬ ЧАСТОТЫ | 1995 |
|
RU2118827C1 |
| Телевизионный координатор | 1983 |
|
SU1109956A1 |
| Цифровой измеритель угловой скорости и ускорения вала | 1982 |
|
SU1040414A1 |
| Устройство для централизованного измерения скорости вращения многошпиндельных механизмов планетарного типа | 1984 |
|
SU1216729A1 |
| Устройство для контроля настройки музыкальных инструментов | 1984 |
|
SU1170495A1 |
Изобретение относится к области контроля ленточных материалов при обработке их методом продольной прокатки. Цель изобретения - повышение точности контроля соотношения толщин слоев ленты при плакировании. Устройство контроля соотношения толщин слоев ленты при плакировании позволяет за счет введения более точного контроля скорости как исходных лент до валков плакировочного стана, так и многослойной ленты после валков по компенсационной схеме осуществлять контроль соотношения толщин слоев многослойной ленты в заданном диапазоне толщин. Отличием устройства является дополнительное введение в состав устройства генератора 11 эталонной частоты, цифровых измерителей 9 и 10 скорости, цифроаналогового преобразователя 12, устройства 14 сравнения, задатчика 15 соотношения толщин плакированной ленты и индикатора 16 с их связями между собой и другими элементами устройства. 2 ил.
1 , -Г
li
9u2. 2
| Климовицкий М.Д., Шимкинский В.М | |||
| Приборы автоматического контроля в металлургии | |||
| М.: Металлургия, 1979, с | |||
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
