А
сл
ND
СО
О5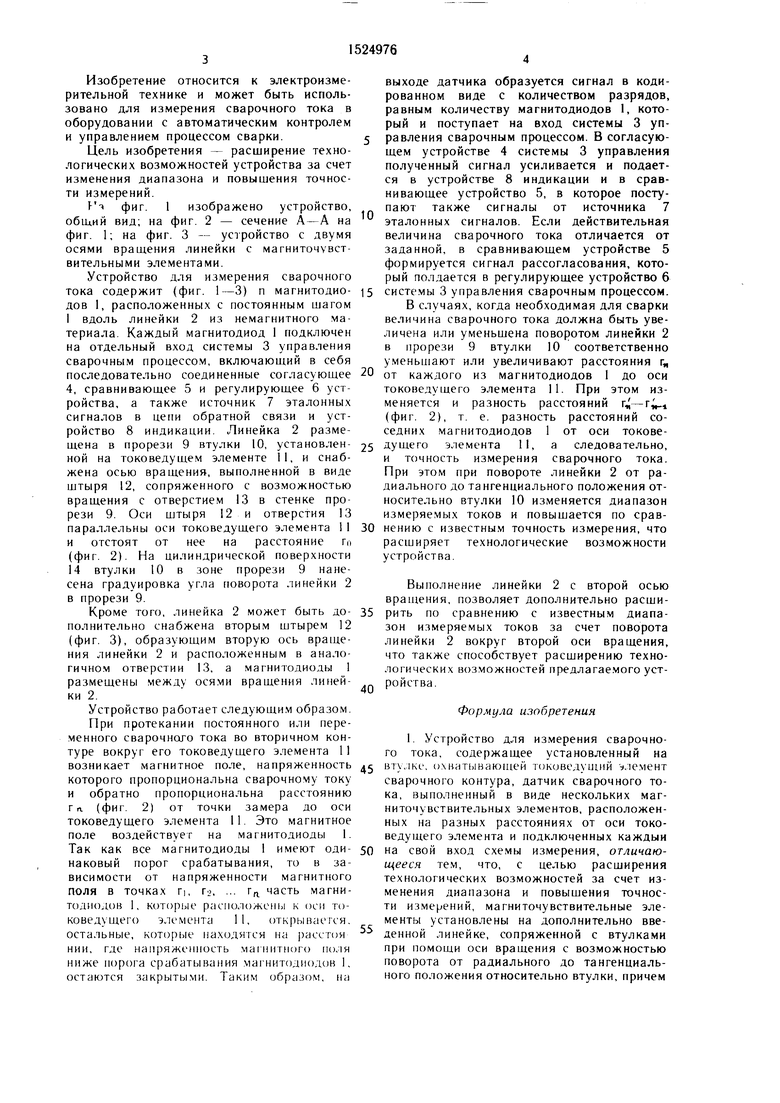
| название | год | авторы | номер документа |
|---|---|---|---|
| Датчик сварочного тока | 1985 |
|
SU1275301A1 |
| Устройство для измерения сварочного тока | 1985 |
|
SU1258652A1 |
| Устройство для измерения тока | 1980 |
|
SU898331A1 |
| Преобразователь угла поворота вала в код | 1983 |
|
SU1080176A1 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ РАССТОЯНИЯ, ПРОЙДЕННОГО ВНУТРИТРУБНЫМ СНАРЯДОМ-ДЕФЕКТОСКОПОМ С ОДОМЕТРАМИ | 2006 |
|
RU2316782C1 |
| Датчик тока | 1982 |
|
SU1112296A1 |
| Установка для дуговой сварки | 1984 |
|
SU1194620A1 |
| Комплексный скважинный прибор | 1986 |
|
SU1452958A1 |
| Скважинный расходомер | 1979 |
|
SU823565A1 |
| Датчик виброперемещений | 1985 |
|
SU1272124A1 |
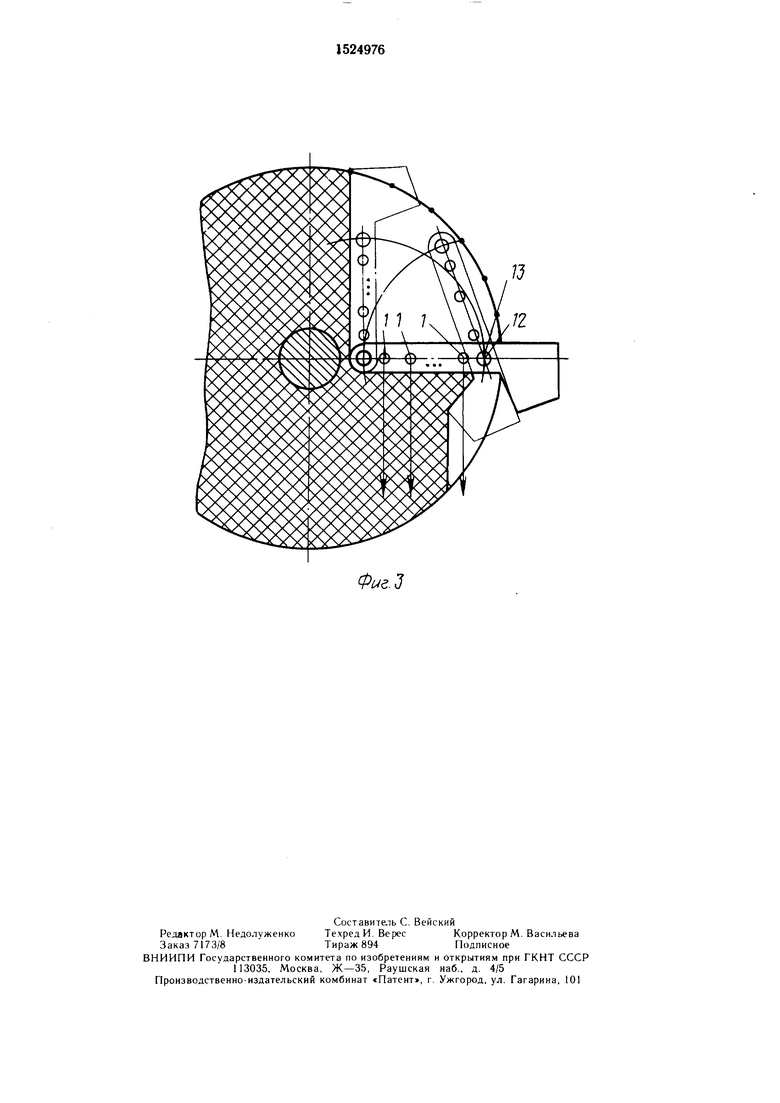
Изобретение относится к электроизмерительной технике. Цель изобретения - расширение технологических возможностей устройства. Устройство содержит N магниточувствительных элементов 1, размещенных с постоянным шагом на линейке 2 из немагнитного материала и подключенных к системе управления сварочным процессом. Линейка 2 сопряжена с втулкой 10, охватывающей токоведущий элемент 11 сварочного контура, с помощью оси вращения, выполненной в виде штыря 12. Линейка 2 может быть дополнительно снабжена второй аналогично выполненной осью вращения. Возможность поворота линейки 2 относительно втулки 10 позволяет изменять диапазон измеряемого сварочного тока и при том же числе магниточувствительных элементов 1 повысить точность измерения при уменьшении предела измерений, что обеспечивает расширение технологических возможностей устройства. Конструкция устройства позволяет использовать его в широком диапазоне сварочных токов. 3 ил.
Фиг. 1
Изобретение относится к электроизмерительной технике и может быть использовано для измерения сварочного тока в оборудовании с автоматическим контролем и управлением процессом сварки.
Цель изобретения - расширение технологических возможностей устройства за счет изменения диапазона и повышения точности измерений.
f т фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - устройство с двумя осями враш.ения линейки с магниточувст- вительными элементами.
Устройство для измерения сварочного тока содержит (фиг. 1-3) п магнитодио- дов 1, расположенных с постоянным шагом I вдоль линейки 2 из немагнитного материала. Каждый магнитодиод 1 подключен на отдельный вход системы 3 управления сварочным процессом, включающий в себя последовательно соединенные согласующее 4, сравнивающее 5 и регулирующее 6 устройства, а также источник 7 эталонных сигналов в цепи обратной связи и устройство 8 индикации. Линейка 2 размещена Б прорези 9 втулки 10, установленной на токоведущем элементе 11, и снабжена осью вращения, выполненной в виде штыря 12, сопряженного с возможностью вращения с отверстием 13 в стенке прорези 9. Оси штыря 12 и отверстия 13 параллельны оси токоведущего элемента 1 1 и отстоят от нее на расстояние Гп (фиг. 2). На цилиндрической поверхности 14 втулки 10 в зоне прорези 9 нанесена градуировка угла поворота линейки 2 в прорези 9.
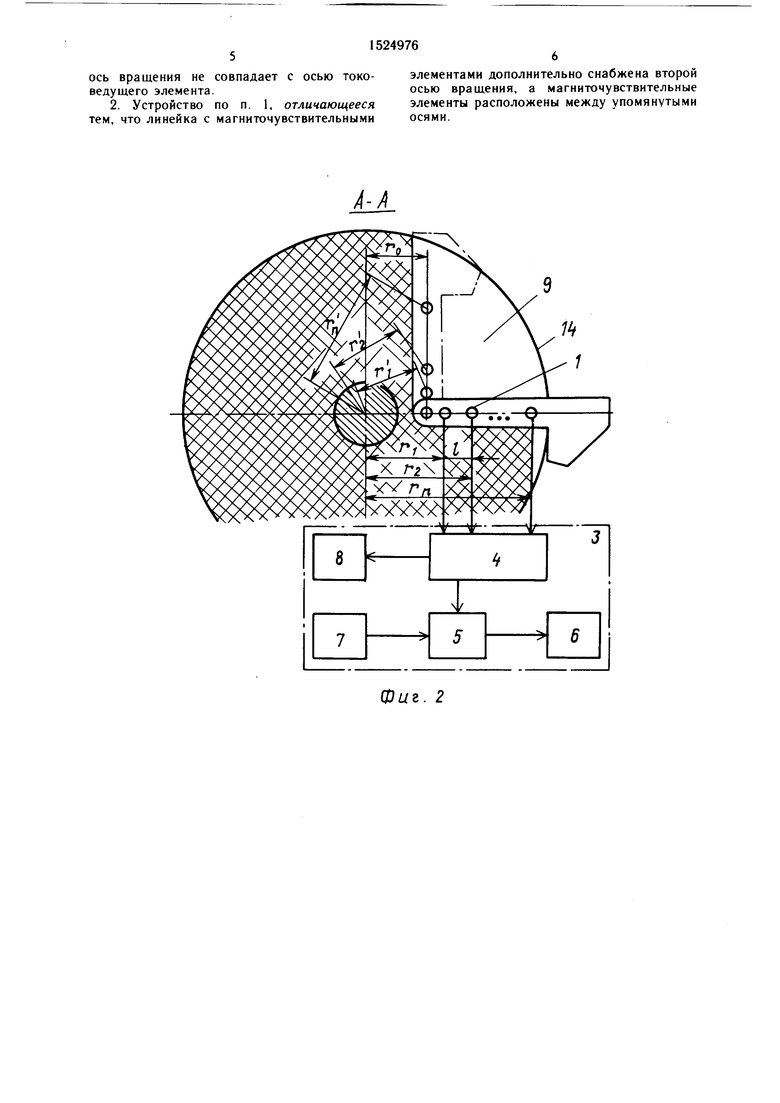
Кроме того, линейка 2 может быть дополнительно снабжена вторым штырем 12 (фиг. 3), образующим вторую ось вращения линейки 2 и расположенным в аналогичном отверстии 13, а магнитодиоды 1 размещены между осями вращения линейки 2.
Устройство работает следующим образом.
При протекании постоянного или пере- .менного сварочного тока во вторичном контуре вокруг его токоведущего элемента 11 возникает магнитное поле, напряженность которого пропорциональна сварочному току и обратно пропорциональна расстоянию Га (фиг. 2) от точки замера до оси токоведущего элемента 11. Это магнитное поле воздействует на магнитодиоды 1. Так как все магнитодиоды 1 имеют одинаковый порог срабатывания, то в зависимости от напряженности магнитного поля в точках Г|, го, ... г,, часть магни- тодиодов 1, К1)т()рые расположены к оси токоведущего элемента 11, открывается, остальные, которые находятся на расстои НИИ, где напряженность магнитного ниже порога срабатывания .чагнитодиодов 1, остаются закрытыми. Таким образом, на
выходе датчика образуется сигнал в кодированном виде с количеством разрядов, равным количеству магнитодиодов 1, который и поступает на вход системы 3 управления сварочным процессом. В согласующем устройстве 4 системы 3 управления полученный сигнал усиливается и подается в устройстве 8 индикации и в сравнивающее устройство 5, в которое поступают также сигналы от источника 7 эталонных сигналов. Если действительная величина сварочного тока отличается от заданной, в сравнивающем устройстве 5 формируется сигнал рассогласования, который полдается в регулирующее устройство 6
5 системы 3 управления сварочным процессом. В случаях, когда необходимая для сварки величина сварочного тока должна быть увеличена или уменьшена поворотом линейки 2 в прорези 9 втулки 10 соответственно уменьшают или увеличивают расстояния г,
0 от каждого из магнитодиодов 1 до оси токоведущего элемента 11. При этом изменяется и разность расстояний . (фиг. 2), т. е. разность расстояний соседних магнитодиодов 1 от оси токове5 душего элемента II, а следовательно, и точность измерения сварочного тока. При этом при повороте линейки 2 от радиального до тангенциального положения относительно втулки 10 изменяется диапазон измеряемых токов и повышается по срав0 нению с известным точность измерения, что расширяет технологические возможности устройства.
Выполнение линейки 2 с второй осью вращения, позволяет дополнительно расши5 рить по сравнению с известным диапазон измеряемых токов за счет поворота линейки 2 вокруг второй оси вращения, что также способствует расширению технологических возможностей предлагае.мого устQ ройства.
Формула изобретения
5 втулке. ()нат1)1вающей токиведущпй элемент сварочного контура, датчик сварочного тока, выполненный в виде нескольких маг- ниточувствительных элементов, расположенных на разных расстояниях от оси токоведущего элемента и подключенных каждый
0 на свой вход схемы измерения, отличающееся тем, что, с целью расширения технологических возможностей за счет изменения диапазона и повышения точности измерений, магниточувствительиые элементы установлены на дополнительно вве денной линейке, сопряженной с втулками при помощи оси вращения с возможностью поворота от радиального до тангенциального положения относительно втулки, причем
ось вращения не совпадает с осью токо- ведущего элемента.
элементами дополнительно снабжена второй осью вращения, а магннточувствительные элементы расположены между упомянутыми осями.
/
Фиг. 2
.J
| Устройство для измерения сварочногоТОКА | 1979 |
|
SU846174A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для измерения сварочного тока | 1985 |
|
SU1258652A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
