, .
изобретение относится к контактной сварке и может быть использовано для измерения сварочного тока в сварочном оборудовании с автоматическим контролем и управлением процессом сварки.
Цель изобретения - повьгоение точности измерения сварочного тока за счет представления датчиком информации о величине сварочного тока в цифровом виде, а также расширение технологических возможностей устройства
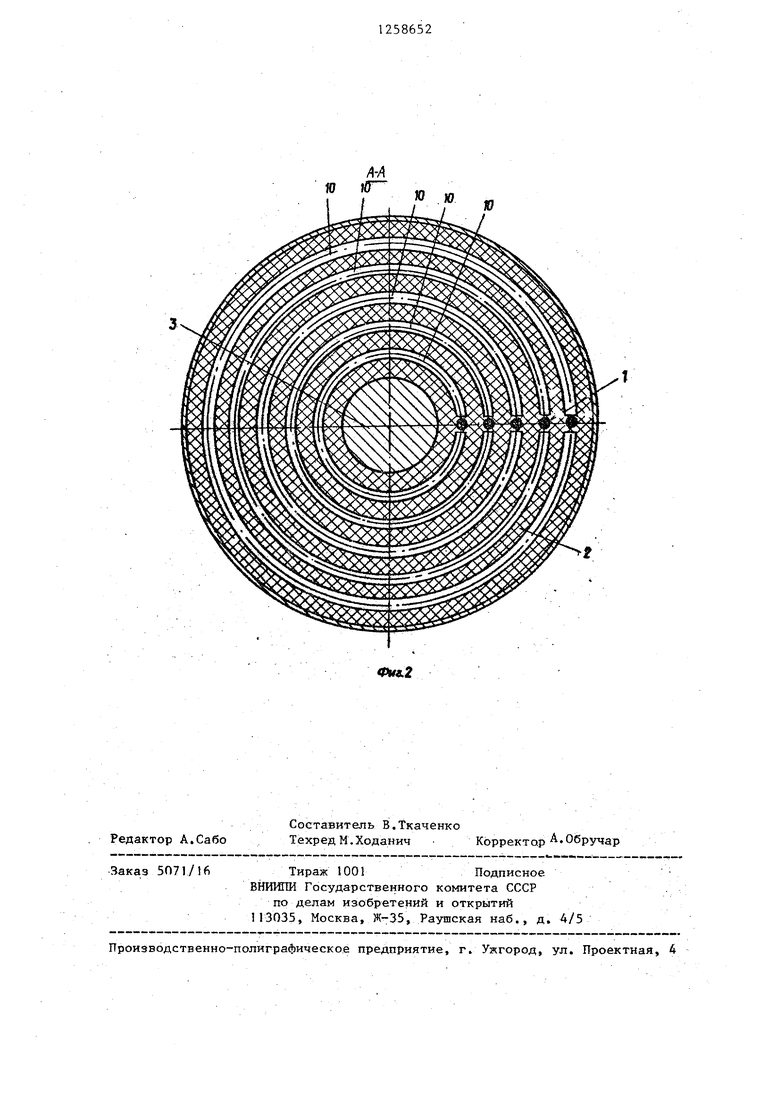
На фиг, 1 изображено предлагаемое устройство; яафнг, 2 сечение А-А на фиг, 1,
Устройство для измерения сварочного тока содержит последовательность из п магнитодиодов 1, закре пленных на втулке 2 из немагнитного материала, установленной на токове- дущем элементе 3, Выходы магнитодиодов 1 подключены к входу системы 4 управления сварочным процессом, включающей в себя последовательно соеди- HeHHbje согласующее 5, сравнивающее 6 и регулирующее 7 устройства, а также источник 8 эталонных сигналов в цепи обратной связи и цифровой инди- кэтор 9.,
, Кроме того, каждый магнитодиод 1 снабжен своим магнитопроводом 1Q и расположен в его зазоре. Маг- нитопррводы 10 концентричны друг другу,
Устройство работает следующим образом.
При протекании постоянного или переменного сварочного тока во вторичном контуре вокруг его элементов возникает магнитное поле, напряженность которого пропорциональна свароч ному току и обратно пропорциональна расстоянию г от точки замера до оси токоведущего элемента 3, Это магнит586522
ное поле воздействует на магнито- диоды 1, закрепленные на втулке 2, установленной на токоведущем элементе 3, Так как все магнитодиод;ы Г име5 ют одинаковый порог срабатывания, то в зависимости от напряженности магнитного поля в точках г г,,.,,, г часть магнитодиодов 1, которые расположены ближе к оси токоведущего
o элемента 3, открывается, остальные, которые находятся на расстоянии,где напряженность магнитного поля ниже порога срабатывания магнитодиодов 1, остаются закрытыми. Таким образом,
15 на выходе датчика образуется сигнал в кодированном виде с количеством разрядов, равным количеству магнитодиодов 1, который и поступает на вход системы 4 управления сварочным
20 процессом. В системе 4 управления в согласующем устройстве 5 полученный сигнал усиливается и подается в сравнивающее устройство 6, Одновременно в сравнивающее устройство 6
25 подаются сигналы 8 с источника эталонных сигналов. Если действительная величина сварочного тока отличается от заданной, в сравнивающем устройстве 6 возникает сигнал рассогла30 сования, который подается в регулирующее устройство 7 системы 4 управления Сварочным процессом. Затем цикл повторяется,
35 Эффективность применения предлагаемого устройства заключается в повышении точности получаемого с датчика сигнала за счет получения информации о величине сварочного тока
40 цифровом виде. Кроме тогб, обеспечивается расширение технологических возможностей путем увеличения диапазона измеряемых токов и способности измерения Как постоянного, так и переменного тока.
Ю JO
ю
t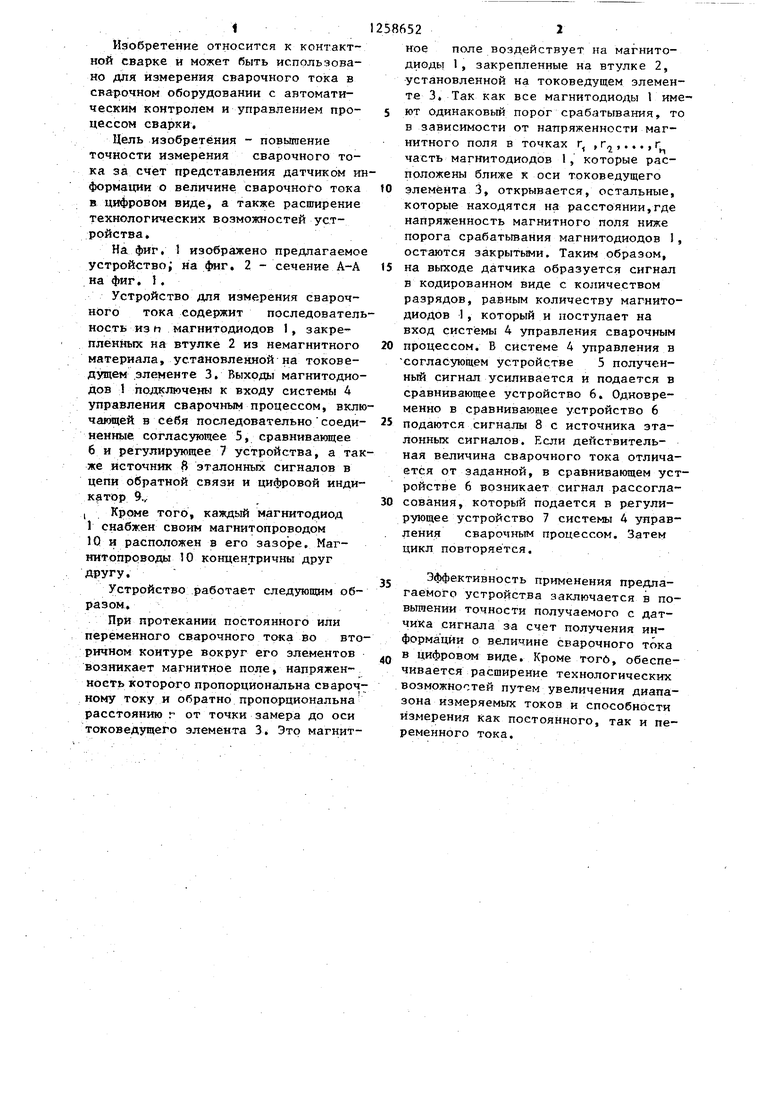
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения сварочного тока | 1987 |
|
SU1524976A1 |
| Датчик сварочного тока | 1985 |
|
SU1275301A1 |
| Цифровое устройство защитного отключения комбинированное | 2019 |
|
RU2711217C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СВАРКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2003 |
|
RU2239526C1 |
| ИНТЕГРАЛЬНЫЙ ГРАДИЕНТНЫЙ МАГНИТОТРАНЗИСТОРНЫЙ ДАТЧИК | 2010 |
|
RU2453947C2 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
| Многопредельные автоматические весы | 1986 |
|
SU1381340A1 |
| Способ управления процессом контактной сварки и устройство для его осуществления | 1981 |
|
SU965669A1 |
| Установка для ультразвуковой микросварки | 1989 |
|
SU1719178A1 |
| Способ многоуровневого комплексного контроля технического состояния радиоэлектронных систем | 2018 |
|
RU2694158C1 |
Редактор А.Сабо
Составитель В.Ткаченко
Техред М.Ходанич Корректор «Обручар
Заказ 5П71/16
Тираж 1001Подписное
ВНИШШ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-ЗЗ.Ра ппская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
