Изобретение относится к измерительной технике и может быть использовано для измерения сварочного тока в. оборудовании с автоматическим конт ролем и управлением процессом сварки Цель изобретения - расширение диа пазона контролируемых токов за счет плавного изменения расстояния магниточувствительного элемента - магнито диода от токоведущего элемента сварочного контура. На фиг.1 изображена конструкция датчика , общий вид в разрезе, на фиг. 2 - то же, вид сверху. Датчик сварочного тока содержит магнитодиод I, закрепленныйна втулке 2 из немагнитного материала, подключеннь1Й к блоку 3 управления сварочным процессом. Втулка 2 своей цилиндрической поверхностью 4 сопряжена с цилиндрической поверхностью втулик 5, которая установлена на токоведущем элементе 6 таким образом что ее цилиндрическая поверхность 4 эксцентрична оси токоведущего элемента 6 сварочного контура. Сопряже ние поверхностей втулок 2 и 5 выполнено с возможностью их поворота одна относительно другой. На поверхности 7.втулки 5 нанесена градуировка угла поворота, а на втулке 2 - визирная риска (не показано), Датчик работает следующим образом При протекании сварочного тока по токоведущему элементу 6 вокруг него возникает магнитное поле, напряженность которого пропорциональна сварочному току и обратно пропорцио.нальна расстоянию г от точки замера до оси токоведущего элемента 6. Это магнитное поле воздействует на магни тодиод 1, изменяя его сопротивление Этот сигнал поступает на вход блока 3 управления сварочным процессом, который в зависимости от его значения регулирует длительность импульс сварочного тока. В случаях, когда необходимая для сварки величина сварочного тока должна быть увеличена или уменьщена, поворотом втулки 2 относительно втулки 5 с использованием градуировки на поверхности 7 расстояние г от магнитодиода 1 до оси токоведущего элемента 6 может быть уменьшено или увеличено за счет эксцентричности поверхности 4 втулки 5 относительно оси токоведущего элемента 6. Аналогичным образом проводится и согласование сигнала датчика с блоком 3 управления сварочным процессом, например, при замене датчика или его магнитопровода. Эффективность использования предлагаемого устройства заключается в расширении технологических возможностей за счет увеличения диапазона измеряемых токов, а также в упрощении .согласования сигнала датчика с блоком управления сварочным процессом путем обеспечения плавной подстройки расстояния от оси токоведущего элемента до магнитодиода в соответствии с заданными параметрами процесса сварки. Формула изобретения Датчик сварочного тока, содержащий магнитодиод, закрепленный на охватывающей токоведущий элемент сварочного контура первой втулке, отличающийся тем, что, с целью расширения /щапазона контролируемых токов, он дополнительно снабжен второй втулкой, установленной на токоведущем элементе сварочного контура, причем вторая втулка выполнена с эксцентрично расположенной относительно оси токоведущего элемента цилиндрической поверхностью, сопряженной с поверхностью первой втулки с возможностью поворота втулок одна относительно другой.
иг. 2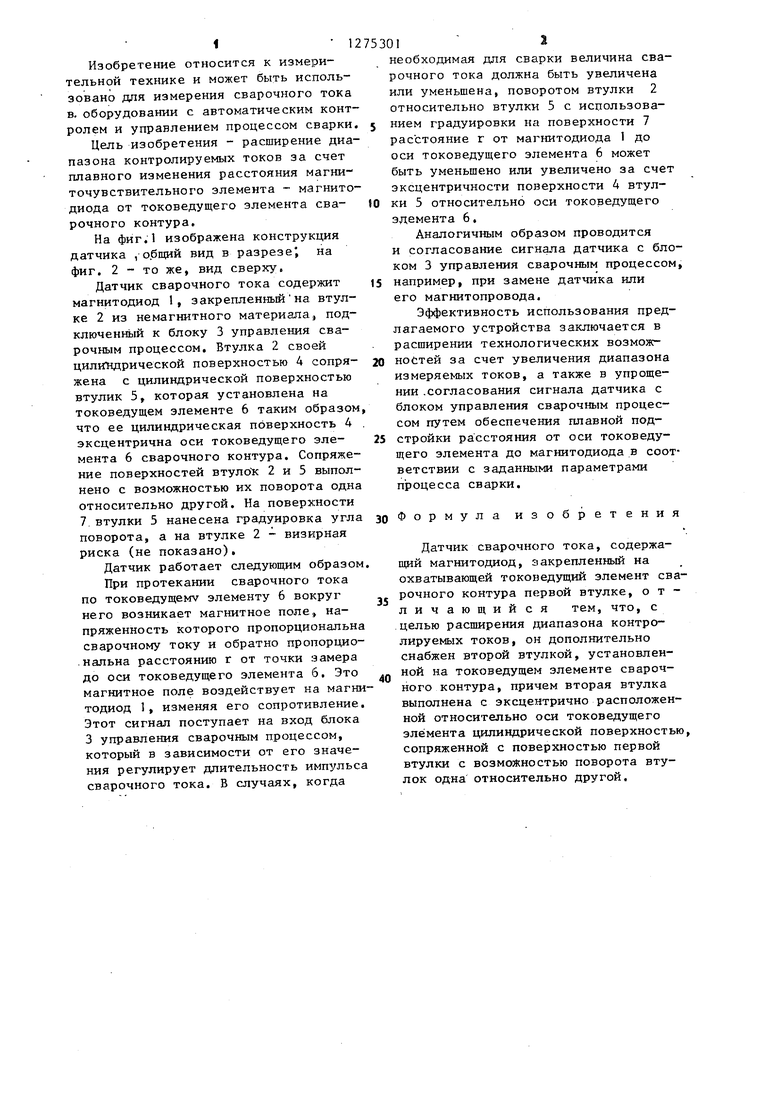
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения сварочного тока | 1987 |
|
SU1524976A1 |
| Устройство для измерения сварочного тока | 1985 |
|
SU1258652A1 |
| Машина для контактной точечной ультразвуковой сварки | 1986 |
|
SU1320031A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СВАРОЧНОЙ ПРОВОЛОКИ | 2009 |
|
RU2396154C1 |
| Установка для дуговой сварки | 1984 |
|
SU1194620A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| Устройство для сварки круговых швов | 1988 |
|
SU1586883A1 |
| Устройство управления процессом контактной сварки | 1988 |
|
SU1703333A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| СПОСОБ ДИАГНОСТИКИ КОНТАКТНОЙ СВАРКИ | 1998 |
|
RU2133179C1 |
Изобретение относится к измерительной технике. Цель - расширение диапазона контролируемых токов. Она достигается тем, что датчик сварочного тока, содержащий закрепленный на втулке (В) 2 из немагнитного материала магнитодйод (Щ) I , снабжен В 5, которая установлена на токоведущем элементе (ТЭ) 6 таким образом, что ее цилиндрическая поверхность 4 эксцентрична оси ТЭ 6 сварочного контура. Сопряжение цилиндрических поверхностей В 2 и 5 выполнено с возможностью их поворота одна относительно другой. На поверхности 7 В 5 нанесена градуировка угла поворота, а на В 2 - визирная риска. Изобретение обеспечивает плавную подстройку расстояния от оси токоведущего элемента до МД 1 в соответствии с заданными параметрами процесса сварки и i может быть использовано для измерения сварочного тока в оборудовании (Л с автоматическим контролем и управлением процессном сварки. 2 ил.
| Устройство для измерения сварочного тока | 1980 |
|
SU948577A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для измерения сварочногоТОКА | 1979 |
|
SU846174A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
