Известны устройства для управления контактной стыковой сварочной машиной с прерывистым подогревом, содержащие исполнительное реле, питаемое от вспомогательного трансформатора через выпрямитель.
Особенность предлагаемого устройства состоит в ТОМ, что в цепь реле включен усилитель, например полупроводниковый триод, управляемый сигналом, пропорциональным разности между напряжениями на вторичной обмотке сварочного трансформатора и на сварочных губках.
ТаКое выполнение устройства упрощает его и обеспечивает стабильность работы при изменении вторичного напряжения сварочного трансформатора.
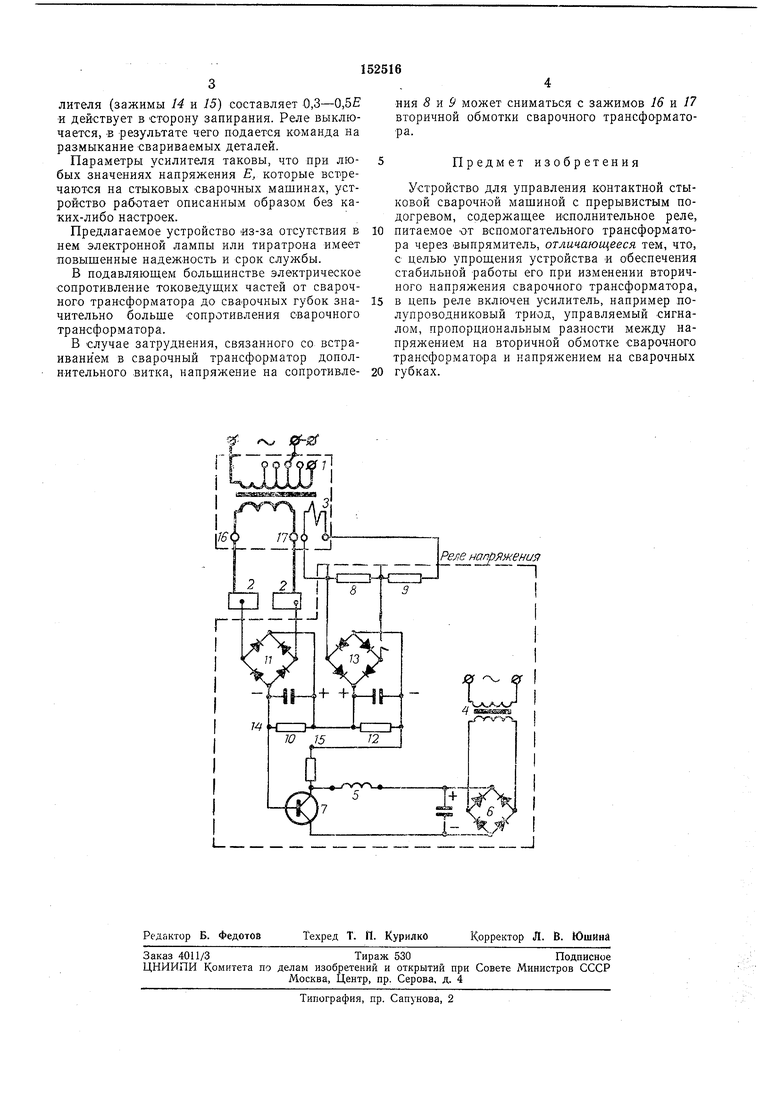
На чертеже изображена электрическая схема предлагаемого устройства.
Устройство содержит сварочный трансфо рматор 1, сварочные губки 2, вспомогательный виток 3 на вторичной стороне этого трансформатора, вспомогательный трансформатор 4, питающий исполнительное реле 5 через -выпрямитель 6 и полупроводниковый триод 7.
Напряжение Е со вспомогательного витка 3 сварочного трансформатора / подается на делитель напряжения, состоящий из двух сопротивлений 8 и 9 величину которых выбирают такой, чтобы падение напряжения на сопротивлении 8 составляло 0,7 Е.
Напряжение на сопротивлении 10, подключенном к сварочным губкам через выпрямитель 11, примерно равно напряжению на этих губках.
НаПряжение на сопротивлении 12, подключенном к сопротивлению 8 через выпрямитель 13, пропорционально напряжению на этом сопротивлении и примерно равно О,. Напряжение на входе (зажимы 14 и 15) полупроводникового триода 7, представляющего собой усилитель исполнительного реле 5, равно разности напряжений на сопротивлениях 10 и 12.
При разомкнутых свариваемых деталях (холостой ход сварочного трансформатора) напряжение на зажимах 14 и 15 составляет 0,ЗЕ, что вызывает отпирание триода 7 и срабатывание реле 5, которое своим исполнительным контактом подает команду на перемещение
подвиж-ното зажлма в направлении сближения свариваемых деталей.
При оплавлении напряжение на сварочных губках примерно составляет Е, и реле 5 также подает команду насближение свариваемых
деталей.
В момент замыкания оплавляемых торцов напряжение на сварочных губках составляет 0,2-0,4 Е, и напряжение на сопротивлении W оказывается меньще напряжения на сопротивлителя (зажимы 14 и 15) составляет 0,3-0,5Е и действует в сторону запирания. Реле выключается, -в результате чего подается команда на размыкание свариваемых деталей.
Параметры усилителя таковы, что при любых значениях напряжения Е, которые встречаются на стыковых сварочных машинах, устройство работает описанным образом без каких-либо настрОвк.
Предлагаемое устройство «з-за отсутствия в нем электронной лампы или тиратрона имеет повышенные надежность и срок службы.
В подавляющем большинстве электрическое сопротивление токоведуш;их частей от сварочного трансформатора до сва рочных губок значительно больше сопротивления сварочного трансформатора.
В случае затруднения, связанного со встраиванием в сварочный трансформатор дополнительного витка, напряжение на сопротивления 5 и Р может сниматься с зажимов 16 и 17 вторичной обмотки сварочного трансформатора.
Предмет изобретения
Устройство для управления контактной стыковой сварочной машиной с прерывистым подогревом, содержащее исполнительное реле,
питаемое от вспомогательного трансформатора через выпрямитель, отличающееся тем, что, с целью упрощения устройства « обеспечения стабильной работы его при изменении вторичного напряжения сварочного трансформатора,
в цепь реле включен усилитель, например полупроводниковый триод, управляемый сигналом, пропорциональным разности между напряжением на вторичной обмотке сварочного трансформатора и напряжением на сварочных
губках.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯЛи | 1967 |
|
SU203110A1 |
| КОМПЕНСАТОР ПОНИЖЕНИЙ НАПРЯЖЕНИЯ СЕТИ | 1967 |
|
SU195004A1 |
| Машина для автоматической стыковой электросварки | 1948 |
|
SU78922A1 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ИЗДЕЛИЙ КОМПАКТНОГО СЕЧЕНИЯ | 2009 |
|
RU2393068C1 |
| Реле направления мощности | 1961 |
|
SU146843A1 |
| Регулятор мощности гидростанции | 1949 |
|
SU82004A1 |
| Универсальный игнитронный прерыватель | 1950 |
|
SU94552A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ОПЛАВЛЕНИЕМ ПАРТИИ ОДИНАКОВЫХ ДЕТАЛЕЙ | 1987 |
|
SU1721945A1 |
| ВЫПРЯМИТЕЛЬ | 1971 |
|
SU298442A1 |
| СПОСОВ КОНТРОЛЯ КАЧЕСТВА СОЕДИНЕНИЙ ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ОПЛАВЛЕНИЕМ | 1967 |
|
SU202379A1 |
/1е иапряженс/ 7
