МАШИНА ДЛЯ АВТОМАТИЧЕСКОЙ СТЫКОВОЙ
; аявлено 7 июля 1948 г. за № 381210 в Гостехнику СССР
Предлагается машина для автоматической стыковой сварки оплавлением, в которой применен электрический реверс, чем обеспечивается подача свариваемых деталей с переменной, заранее заданной скоростью.
Существенным недостатком применяемых в настоящее время автоматических машин для стыковой сварки оплавлением является сложность схемы управления и необходимость применения специальных двигателей, осуществляющих реверсирование подачи.
В предлагаемой Мащине используется обычный асинхронный двигатель, снабженный автоматическим переключателем направления вращения.
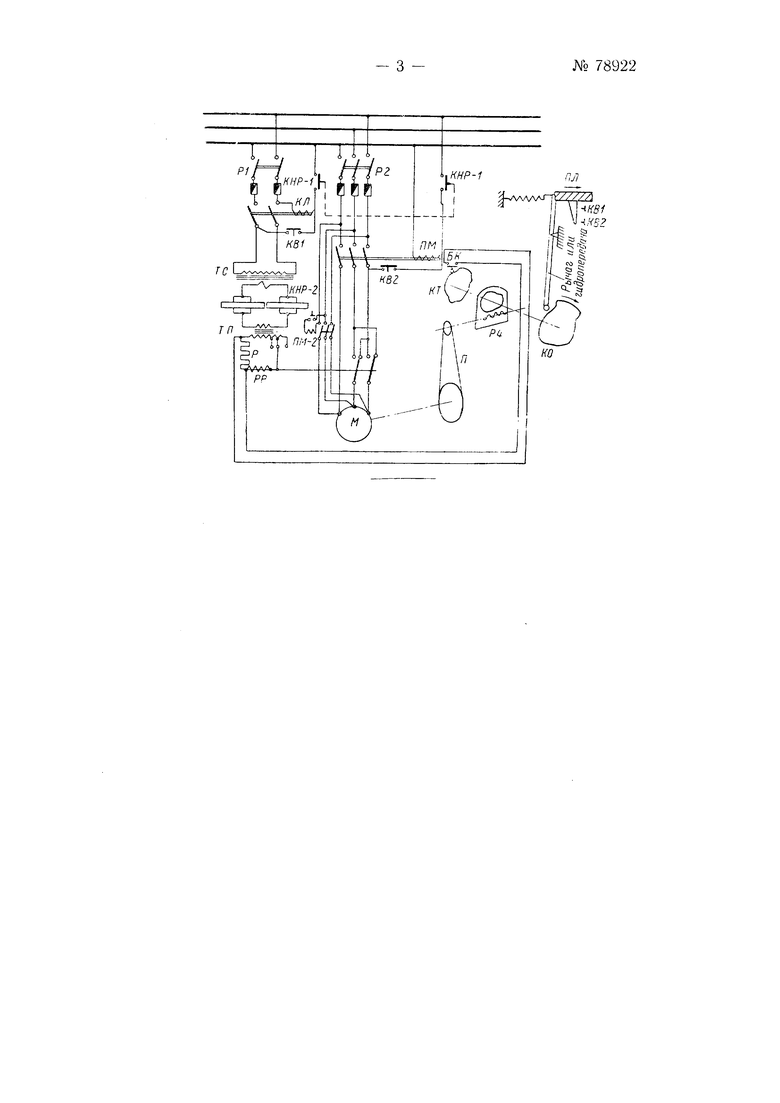
На чертеже показана схема описываемой .машины.
После включения рубильников Р1 и Р2 нажимают нормально разомкнутую кнопку КНР-1. При этом одновременно включается линейный контактор К.Л, блокирующийся через нормально замкнутые контакты конечного выключателя КВ1, и пускатель ПМ односкоростного асинхронного двигателя М, блокирующийся через нормально замкнутые контакты конечного выключателя КВ2.
При включенном сварочном трансформаторе ТС и начальном зазоре между свариваемыми стержнями на зажимы первичной обмотки вспомогательного трансформатора ГЯ, подключенных к токопроводящим губкам сварочной мащины, поступает напряжение холостого хода, создающее во вторичной цепи трансформатора ТП напряжение, достаточное для срабатывания, реверсивного реле РР (настройку реле осуществляют переключением контактов во вторичной обмотке трансформ а тор а).
Контакты реверсивного реле переходят в левое положен1 е li двигатель через регулирующую передачу Я, редуктор Р4 и кулачок осадки КО перемещает плиту ПЛ, сближая концы стержней. При этом начинается их оплавление, которое прерывается после смыкания торцоа стержней. При смыкании торцоз нанряжение яр обмотках трансформаА. С. Гельман ЭЛЕКТРОСВАРКИ
№ 789222 TCjVT ТП резко падает, и контакты реверсивного реле РР переходят н праиое полол ение. изменяя направление вращения двигателя, который раздвигает концы свариваемых стержней. Как только концы разойдутся, напряжение на трансформаторе ТП .вновь возрастает, и реверсивное реле РР срабатывает, обеспечивая вторичное сближение торцов стержней.
В процессе ис.тачи импулузсов надогревз кулачок КО медленно вран1ается по часовой стрелке (так как поворот его при раздвижении стержней всегда меньше пОЗорота в молтент их сближения). При этом длительность отдельных импульсов подогрева растет потому что возрастающая скорость плавления нагреваемых стержней постепенно приближается к скорости нодачи подвижной плиты матнииы, определяемой профилем кулачка КО.
Когда ско;)ости оплавления н подачи плиты сравниваются, начинается процесс непрерывного оплавления, сопровождаемого осадкой торцов свариваемых стержней. За некоторое время до начала осадки 5спомогательный кулачок тока КТ замыкает контакты Г/С, щунтируя сопротивление Р. Вследствие этого реле РР более не реагирует на изменение напряжения во -вторичной обмотке трансформатора ТП, и двигатель в конце процесса оплавления и во время оеадки вращаетея только в одном направлении, сближая торцы свариваемых стержней.
Выключение сварочного тока после достижения нужной осадки осуществляют конечным выключателем КВ1. По окончании осадки срабатывает выключатель КВ2, и двигатель М останавливается. После осво. бождения сваренных стержней из токопроводящих губок машины вся система возвращается в исходное положение, для чего нажимается кнопка КНР-2, включающая пускатель ПМ-2. Кулачок осадки КО может быть связан с подвижной плитой машины рычажной системой или гидропередачей.
Схема управления машины обеспечивает полную автоматичность и стабильность процесса сварки без применения специальных дорогостоящих устройств.
Предмет изобретения
МаЩИна для автоматической стыковой электросварки оплавлением с подогревом, в которой привод подвижной плиты осуществляется при помощи кулачка, а возврат реверса - пружиной, отличающаяся тем, что односкоростной асинхронный двигатель, служащий для вращения кулачка, снабжен автоматическим переключателем направления вращения, питаемым от вспомогательного трансформатора, прик.лючен кого к токопроводяпшм губкам машины.