сд to
САд
4 IsD
X,
«
.1
Изобретение относится к текстильной промышленности, а именно к ткачеству, и может быть применено при изготовлении берл с изменяющейся по зонам плотностью зубьев для выработки тканей с переменной по зонам плотностью нитей по основе.
Цель изобретения - снижение трудозатрат при изготовлении и повыше- ние надежнбсти изготовляемых берд в работе.
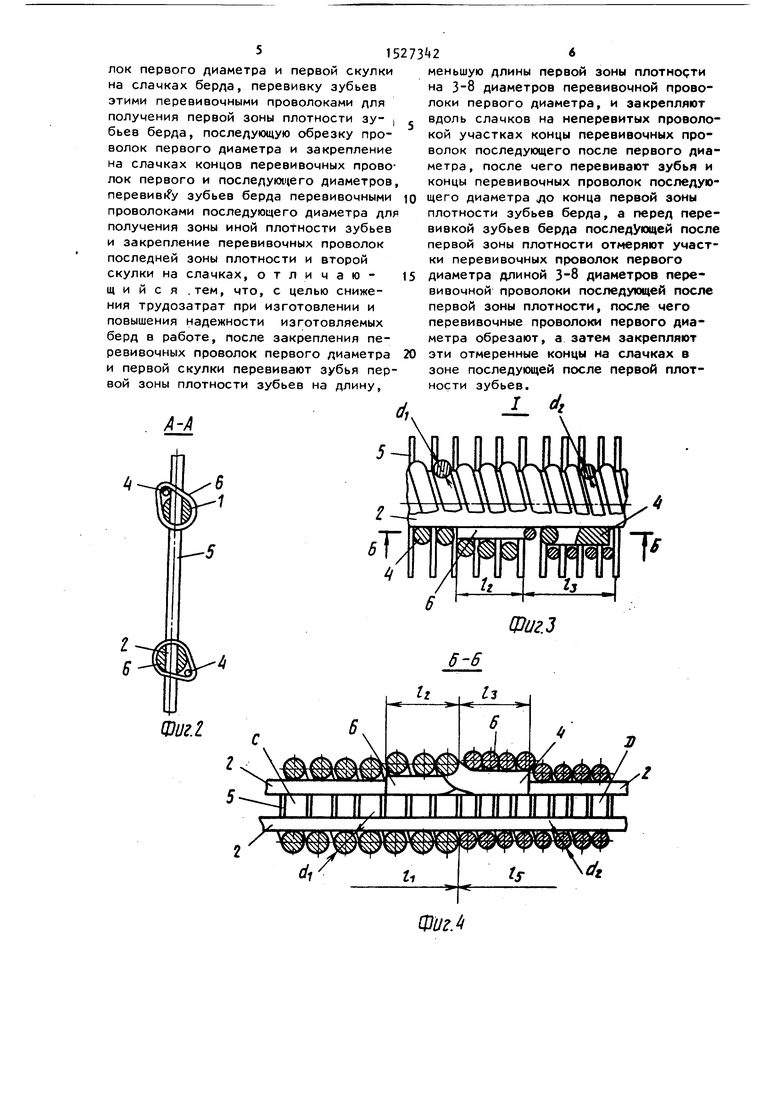
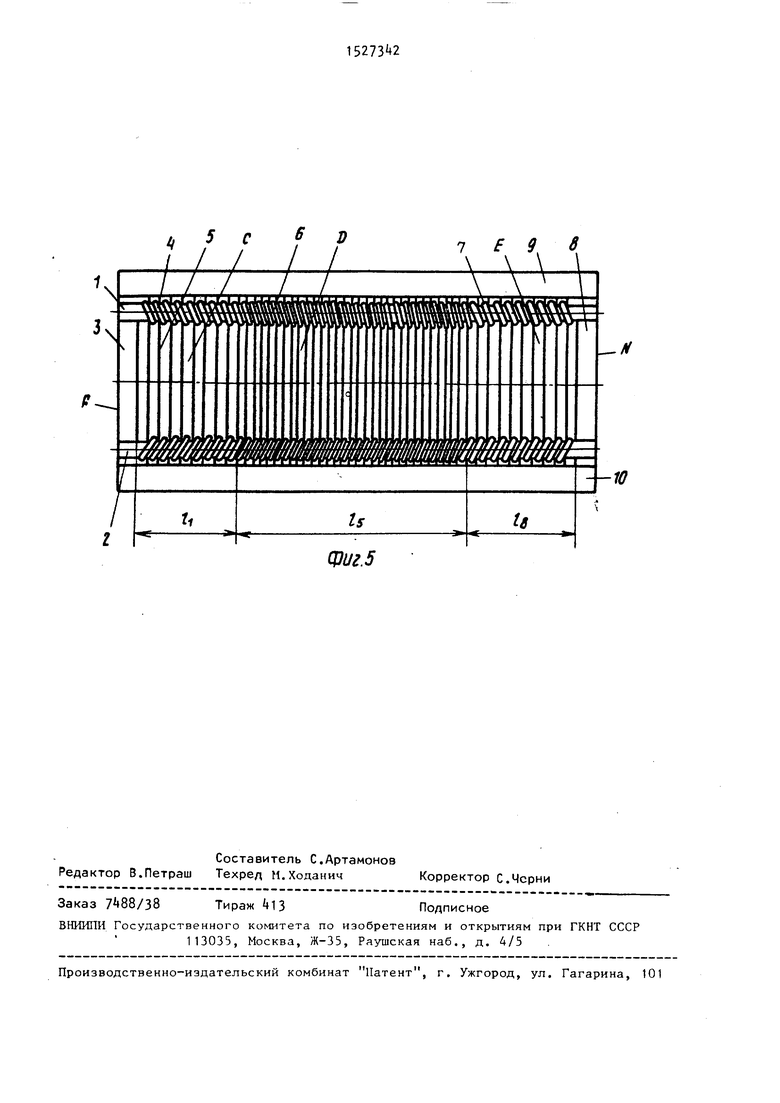
На фиг. 1 показана заготовка ткацкого берда с изменяющейся по зонам плотностью зубьев, общий вид; на фиг. 2 - разрез А-Л на фиг. 1; на фиг. 3 - узел I на фиг.1; нафиг.- разрез Б-Б на фиг. 3; на фиг. 5 - ткацкое бердо с изменяющейся по зонам плотностью зубьев, общий вид.
Способ изготовления на примере трехзонального ткацкого берда для производства резиновых напорных рукавов с текстильным каркасом осуществляется следующим образом. -
На верхних 1 и нижних 2 слачках (фиг.1) посредством бердовивочной машины (не показана) жестко закрепляют левую скулку 3 перевивочной проволоки k диаметром d , затем этой же п|зоволокой перевивают зубья 5 на длину 1о для образования неполной зоны плотностью С. Длина 1 равна длине 1 полной зоны плотностью М за вычетом длины 1, равной трем диаметрам витков проволоки диаметром d 1. Участок длиной 1 - 1 о 1-2 необходим для закрепления перевивочной проволоки 6 диаметром d.
После закрепления проволоки диа- метром d окончательно доф.ормировы- вают зону плотностью С на длину 1, перевивочной проволокой диаметром d, (фиг.-). Оставшиеся концы переви- вочных проволок диаметром d про- пускают вдоль верхних 1 и нижних 2 слачков на длину 1,, равную четырем диаметрам перевивочной проволоки 6 диаметром d, посяе чего проволоку диаметром d отрезают. На участке 1 со стороны верхних слачков 1 подают зубья 5 с одновременной их перевивкой проволокой 6 диаметром d . на длину 1 для образования неполной зоны плотностью D (фиг.1). Длина 14. равна длине Ij полной зоны плотностью D за вычетом длины 1, равной четырем диаметрам витков проволоки диаметром d Участок длиной l 1ь необхо-
ДИМ для закрепления перевивочной проволоки 7 диаметром d.
После закрепления проволоки 7 диаметром d, окончательно доформовывают зону плотностью П на длину 1. Оставшиеся концы перевивочных проволок 6 диаметром dg протягивают вдоль верхних 1 и нижних 2 слачков на длину 1равную пяти диаметрам перевивочной проволоки 7 диаметром d, после чего проволоку диаметром d, отрезают. На участке 1 со стороны верхних слачков 1 подают зубья 5 с одновременной их перевивкой проволокой 7 диаметром dэ на длину 1. для образования зоны плотностью Е 1ФИГ.1). Оставшиеся концы перевивочных проволок 7 диаметром dj жестко закрепляют с правой скул- кой 8, при этом лишний конец проволоки диаметром d , отрезают.
Если необходимо изготовить бердо ,с большим количеством зон различной плотности процесс навивки перевивочных проволок и их крепления в зонах перехода от зоны одной плотности к другой повторяют аналогично, как это осуществлялось на примере изготовления берда с тремя зонами различной плотности, при этом диаметры перевивочных проволок должны быть равны шагу между зубьями для образования зон с соответствующими плотностями.
После получения заготовки берда с изменяющейся плотностью зубьев проводят последующие известные технологические операции: правку зубьев 5 заготовки, крепление зубьев 5 и скулок 3 и 8 сверху и снизу накладками 9 и 10 (фиг.5), обрезку торцов F и N, окончательную правку зубьев 5
Использование способа изготовления ткацкого берда с изменяющейся по зонам плотностью зубьев приводит к увеличению производительности перевивки зубьев в 1;2-1,5 раза и повышению качества берда в местах перехода от зон одной плотности зубьев к другой, при этом в ткачестве при использовании данного берда отсутствуют такие пороки, как.обрывность нитей по основе и рассечка в ткани.
Формула изобретения
Способ изготовления ткацкого берд с по меньшей мере двумя изменяющимис по плотности зонами зубьев, включающий закрепление перевивочных прово51
лок первого диаметра и первой скупки на слачках берда, перевивку зубьев этими перевивочными проволоками лля получения первой зоны плотности зу- бьев берда, последующую обрезку проволок первого диаметра и закрепление на слачках концов перевивочных проволок первого и последующего диаметров перевив1 у зубьев берда перевивочными проволоками последующего диаметра дл получения зоны иной плотности зубьев и закрепление перевивочных проволок последней зоны плотности и второй скулки на слачках, отличаю- щ и и с я .тем, что, с целью снижения трудозатрат при изготовлении и повышения надежности изготовляемых берд в работе, после закрепления перевивочных проволок первого диаметра
и первой скулки перевивают зубья первой зоны плотности зубьев на длину.
А-А
Шиг
Н)Ч1 II 11,11 II II II IIIIII
меньшую длины первой зоны плотнорти на 3-8 диаметров перевивочной проволоки первого диаметра, и закрепляют вдоль слачков на неперевитых проволокой участках концы перевивочных проволок последующего после первого диаметра , после чего перевивают зубья и концы перевивочных проволок последующего диаметра о конца первой зоны плотности зубьев берда, а перед перевивкой зубьев берда последующей после первой зоны плотности отмеряют участки перевивочных проволок первого диаметра длиной 3-8 диаметров перевивочной проволоки последующей после первой зоны плотности, после чего перевивочные проволоки первого диаметра обрезают, а затем закрепляют эти отмеренные концы на слачках в зоне последующей после первой плотности зубьев.
Л
Шиг.З
ппппг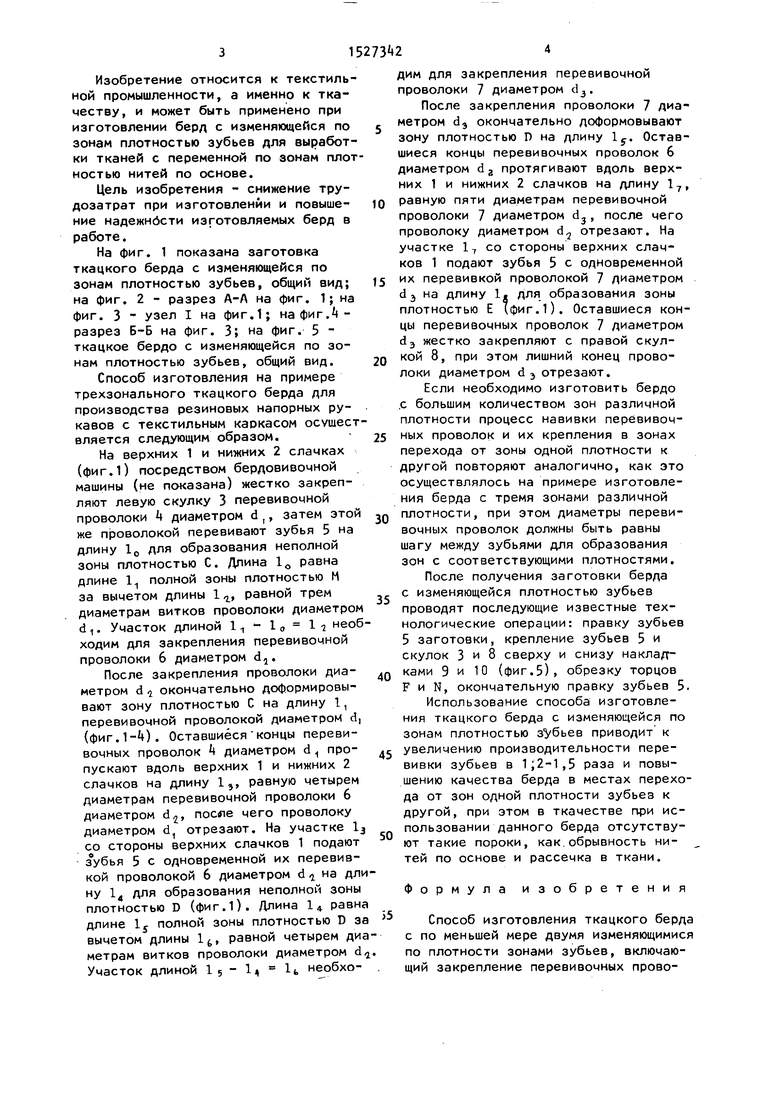
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления берда | 1977 |
|
SU787501A2 |
| Способ изготовления берда | 1975 |
|
SU629256A1 |
| БЕРДО ТКАЦКОГО СТАНКА | 2007 |
|
RU2348746C1 |
| Ткань | 1979 |
|
SU918352A1 |
| Бердо к ткацкому станку для выработки изделий переменной ширины | 2017 |
|
RU2661825C1 |
| ТКАЦКИЙ СТАНОК | 2000 |
|
RU2181153C1 |
| Устройство для изготовления берда с изменяющейся по зонам плотностью зубьев | 1989 |
|
SU1680831A1 |
| СПОСОБ РЕМОНТА БЕРДА ТКАЦКОГО СТАНКА И ШАБЛОН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257432C2 |
| ТКАНЬ С ПЕРЕПЛЕТЕНИЕМ ШИЛОВА | 2002 |
|
RU2228977C1 |
| БЕРДО ТКАЦКОГО СТАНКА | 1972 |
|
SU335307A1 |
Изобретение относится к текстильной промышленности и позволяет снизить трудозатраты на изготовление берд ткацких станков с по меньшей мере двумя изменяющимися по плотности зонами зубьев. На верхнем и нижнем слачках 1 и 2 закрепляют левую скулку 3 перевивочной проволокой 4 диаметром D1, затем этой проволокой перевивают зубья 5 на участке длиной L0. На участке L2=L1-L0 зоны плотности зубьев берда закрепляют участок перевивочной проволоки 6 с диаметром D2, после чего заканчивают перевивку зубьев и проволоки 6 проволокой 4, после чего на участке L3 зоны плотности зубьев D закрепляют концы проволоки 4 и перевивают их и зубья 5 перевивочной проволокой 6. 5 ил.
:i« Л1s&л s гл &| « : S W 4 «; vx; ; л yЛ /; л ;л
di
г
Фиг.
