ся возможность ремонта берда непосредственно на станке со стороны гребня, верхнего по отношению к заправочной линии ткацкого станка.
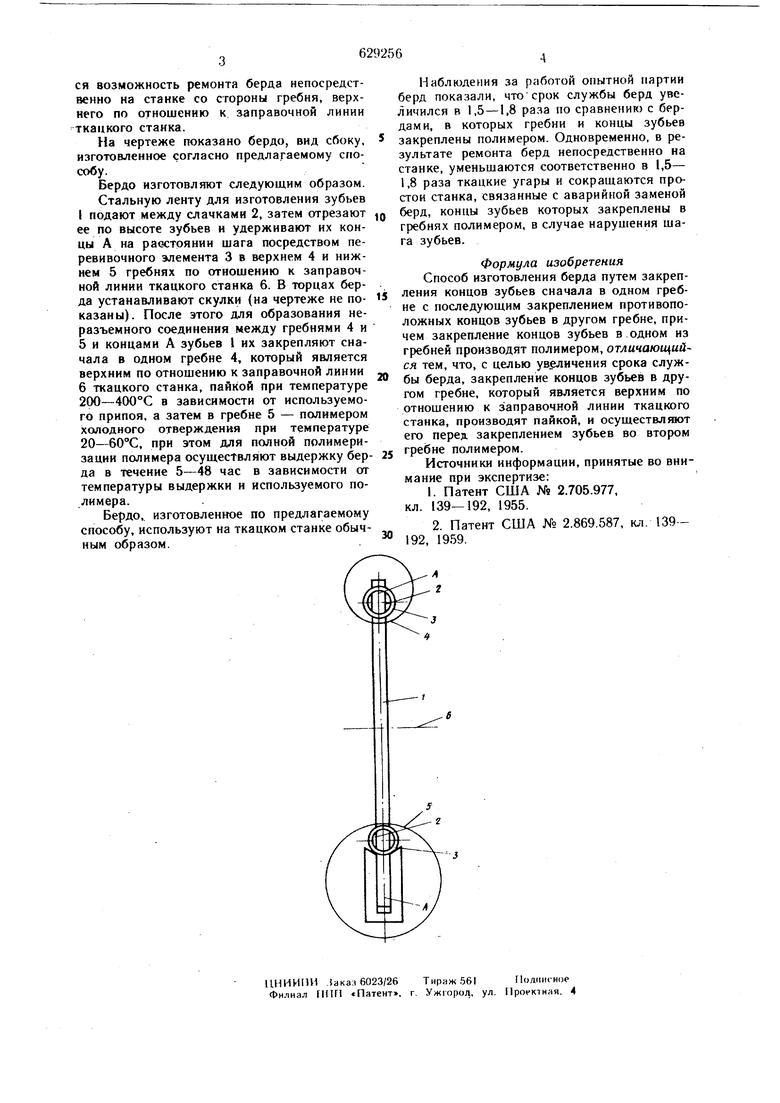
На чертеже показано бердо, вид сбоку, изготовленное согласно предлагаемому способу.
Бердо изготовляют следующим образом.
Стальную ленту для изготовления зубьев I подают между слачками 2, затем отрезают ее по высоте зубьев и удерживают их концы А на расстоянии шага посредством перевивочного элемента 3 в верхнем 4 и нижнем 5 гребнях по отношению к заправочной линии ткацкого станка 6. В торцах берда устанавливают скулки (на чертеже не показаны). После этого для образования неразъемного соединения между гребнями 4 и
5и концамн А зубьев 1 их закрепляют сначала в одном гребне 4, который является верхним по отношению к заправочной линии
6ткацкого станка, пайкой при температуре 200-400°С в зависимости от используемого припоя, а затем в гребне 5 - полимером холодного отверждения при температуре 20-60°С, при этом для полной полимеризации полимера осуществляют выдержку берда в течение 5-48 час в зависимости от температуры выдержки и используемого полимера.
Бердо, изготовленное по предлагаемому способу, используют на ткацком станке обычным образом.
Наблюдения за работой опытной партии беря показали, что срок службы берд увеличился в 1,5-1,8 раза по сравнению с бердами, в которых гребни и концы зубьев закреплены полимером. Одновременно, в результате ремонта берд непосредственно на станке, уменьшаются соответственно в 1,5- 1,8 раза ткацкие угары и сокращаются простои станка, связанные с аварийной заменой берд, концы зубьев которых закреплены в гребнях полимером, в случае нарушения шага зубьев.
Формула изобретения Способ изготовления берда путем закрепления концов зубьев сначала в одном гребне с последующим закреплением противоположных концов зубьев в другом гребне, причем закрепление концов зубьев в одном из гребней производят полимером, отличающийся тем, что, с целью увеличения срока службы берда, закрепление концов зубьев в другом гребне, который является верхним по отношению к заправочной линии ткацкого станка, производят пайкой, и осуществляют его перед, закреплением зубьев во втором 5 гребне полимером.
Источники информации, принятые во внимание при экспертизе:
1. Патент США № 2.705.977, кл. 139-192, 1955.
2. Патент США № 2.869.587, кл. 139192, 1959.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления берда | 1977 |
|
SU787501A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЕРДА К РУЧНОМУ ТКАЦКОМУ СТАНКУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2031994C1 |
| СПОСОБ РЕМОНТА БЕРДА ТКАЦКОГО СТАНКА И ШАБЛОН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2257432C2 |
| Ремизная рамка ткацкого станка | 1976 |
|
SU612977A1 |
| БЕРДО ТКАЦКОГО СТАНКА | 2007 |
|
RU2348746C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ КОНТУРНО-ПРОФИЛЬНОЙ ТКАНИ | 2011 |
|
RU2466219C1 |
| Кассейная доска жаккардовой машины | 1981 |
|
SU986981A1 |
| Устройство для прибоя уточной нити на ткацком станке с волнообразно подвижным зевом | 1977 |
|
SU1060721A1 |
| Секционное бердо ткацкого станка | 1988 |
|
SU1640240A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ ТКАНИ | 2012 |
|
RU2504605C1 |
