i
СП
СП 1с
4 «
со
C№/.f
;7
ности измерений, достигаемое за счет прецизионного клинового механизма и установочно-подвижных измерительных элементов. При измерении с помощью шкал 7, 11 и 34 устанавливают керамический клин 13 в нулевое положение. Добиваются параллельности настроечных поверхностей пазов 37 и 38 и фиксируют стойки 4 и 20 а измерители 27... 30 линейных перемещений устанавливают на нуль. Между губками 10 и 24 устанавливают эталон, фиксируют при зтом стойку 20. Затем выдвигают клин 13 и устанарлнвают на место эталона из- меряемую деталь. Снимают груз 17, и
клин 13 перемещается под действием груза 16 до остановки. При атом по шкалам 11 и 36 отсчитывают отклонение измеряемого размера от эталона, а по измерителям 27...30 - отклонения формы. При измерении изделий конической формы поворачивают стойку 4 до зажатия изделия между измерительными губками 10 и 24, устанавливают клин 13 в нулевое положение, фиксируют стойки 4 и 20 и измеряют расстояния между опорными роликами 8 и 9 синусной линейки и измерительной губкой 24, по которым определяют угол конуса. 5 з.п ф-лы, 3 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения размеров изделий | 1990 |
|
SU1772587A1 |
| Устройство для измерения диаметров изделий | 1983 |
|
SU1196672A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ДЕТАЛЕЙ | 1998 |
|
RU2187068C2 |
| ИЗМЕРИТЕЛЬ СИММЕТРИЧНОСТИ РАСПОЛОЖЕНИЯ ПРОРЕЗЕЙ В КОЛЛЕКТОРНЫХ ПЛАСТИНАХ ЭЛЕКТРИЧЕСКИХ МАШИН | 1993 |
|
RU2085829C1 |
| Устройство для получения пеперечных сечений обувных колодок | 1978 |
|
SU791370A1 |
| Устройство для измерения размеров трубы | 1990 |
|
SU1747862A1 |
| Устройство для измерения статических моментов лопаток турбомашин | 1987 |
|
SU1456795A1 |
| Способ калибровки мобильных 3D-координатных средств измерений и устройство для его реализации | 2018 |
|
RU2710900C1 |
| Измерительное устройство | 1990 |
|
SU1795258A1 |
| Прибор для измерения размера высоты шпонки от оси вала | 1989 |
|
SU1703955A1 |


Изобретение относится к измерительной технике и может быть использовано для измерения линейных и угловых величин. Целью изобретения является повышение универсальности и точности измерений, достигаемое за счет прецизионного клинового механизма и установочно- подвижных измерительных элементов. При измерении с помощью шкал 7, 11 и 34 устанавливают керамический клин 13 в нулевое положение. Добиваются параллельности настроечных поверхностей пазов 37 и 38 и фиксируют стойки 4 и 20, а измерители 27...30 линейных перемещений устанавливают на нуль. Между губками 10 и 24 устанавливают эталон, фиксируют при этом стойку 20. Затем выдвигают клин 13 и устанавливают на место эталона измеряемую деталь. Снимают груз 17, и клин 13 перемещается под действием груза 16 до остановки. При этом по шкалам 11 и 36 отсчитывают отклонение измеряемого размера от эталона, а по измерителям 27...30- отклонения формы. При измерении изделий конической формы поворачивают стойку 4 до зажатия изделия между измерительными губками 10 и 24, устанавливают клин 13 в нулевое положение, фиксируют стойки 4 и 20 и измеряют расстояния между опорными роликами 8 и 9 синусной линейки и измерительной губкой 24, по которым определяют угол конуса. 5 з.п. ф-лы, 3 ил.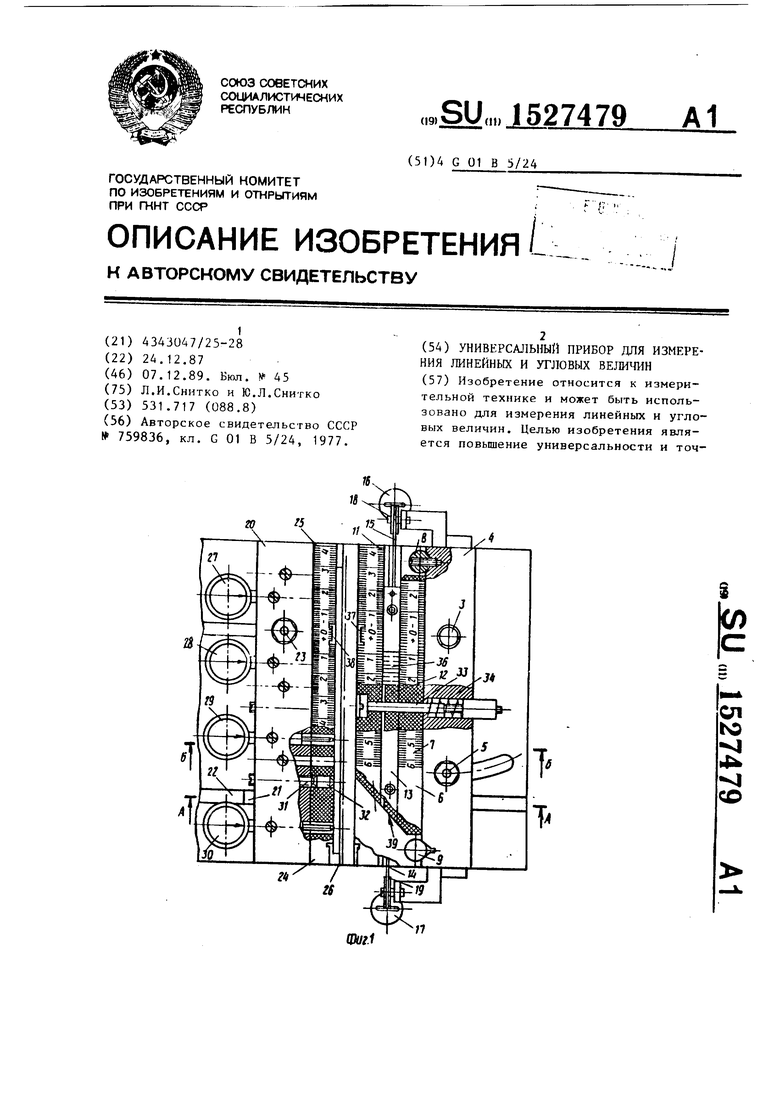
Изобретение относится к измерительной технике и может быть использовано для измерения линейных и угловых величин.
Целью изобретения является повыше- ние универсальности и точности измерений.
На фиг. 1 показана схема прибора для измерения линейных и угловых величин; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фи г . 1 .
Прибор содержит корпус 1 с опорной поверхностью 2 и осью 3, стойку 4, установленную на опорной поверхности 2 с возможностью поворота относительно оси 3 и фиксации болтом 5, закрепленные на стойке 4 измерительную керамическую планку 6 со шкалой 7, опорные ролики 8 и 9 и измерительную ке- рамическую губку 10 со шкалой 11, установленную на опорной поверхности 2 керамическую подложку 12, ползун, выполненный в виде керамического клина 13, установленного на подложке между планкой 6 и губкой 10, механизм перемещения ползуна, выполненный в виде закрепленных одними концами на торцах клина 13 нитей 14 и 15 с грузами 16 и 17, и блоком 18 и 19, до- полнительную стойку 20 со шпонкой 21, установленную в пазу 22 на опорной поверхности 2 с возможностью перемещения и фиксации болтом 23, дополнительную губку 24 со шкалой 25, базирующую керамичес;кую призму 26, закрепленные на стойке 20 измерители 27-30 линейных перемещений и фиксаторы, выполненные в пиле винтов 31 и штифтов
32 из фторопласта. Губка 10 связана со стойкой 4 винтом 33 через пружину 34, подложка 12 подпружинена пруЙ1на ми 35. Усилие пружины 34 больше усилия пружин 35, а ширина клина 13 больше ширины подложки 12. На клине 13 выполнена нониусная шкала 36, Для установки концевых мер длины на рабочих поверхностях губок 10 и 24 выполнены пазы 37 и 38, а одноименные торцы клина 13, подложки 12 и губки 10 выполнены скошенными по линии 39.
Прибор работает следующим образом
В исходном состоянии освобождают болтами 5 и 23 стойки 4 и 20. С помощью шкал 7, 11 и 36 устанавливают клин 13 в нулевое положение. Перемещают стойку 20 до упора в губку 10 и фиксируют ее болт.ом 23. Проверяют параллельность настроечных поверхностей пазов 37 и 38 и фиксируют стойку 4 болтом 5. Затем производят проверку работы клина 13, для чего его перемещают на 4-5 см в направлении, обратном уклону, снимают груз 17, обеспечивая плавный возврат клина 13 Б нулевое положение под действием груза 16. Затем устанавливают в нулевое положение измерители 27-30 линейных перемещений, контактирующие при этом с губкой 10.
При измерении изделия 40 цилиндрической или плоской формы стойка 20 отодвигается и между измерительными губками 10 и 24 устанавливается эталон. Стойка 20 придвигается до упора в эталон и закрепляется. Клин 13 при этом находится в нулевом положении. После закрепления стойки
20 клин 13 вьщвигается, измеритель- ная губка 10 отодвигается и эталон удаляется, а на его место устанавливается измеряемое изделие АО. Снимается груз 17 и клин 13 перемещается под действием груза 16 в направлении исходного положения .При остановке кли- на 13 с отклонением от нулевого поло-. жения по шкалам 1 1 и 36 определяют от- клонение измеряемого размера изделия от эталона. При этом цена деления шкалы 11 равна 0,1 мкм, а цена деления нониусной шкалы 36 0,01 мкм.Измерители 27-30 при этом показывают оiклонения от правильной геометрической формы. При определении величины некруг- лости цилиндрическое измеряемое изделие 40 поворачивают вокруг продольной оси и регистрируют показания измери- телей 27-30.
При измерении изделий конусной или клиновидной формы стойки 20 и 4 освобождают от крепления и стойку 20 отод вигают для установки измеряемого изде ЛИЯ. Устанавливают измеряемый конус в базирующую призму 26, поворачивают стойку 4 и придвигают стойку 20 до прижатия измеряемого конуса. Устанавливают клин 13 в нулевое положение и закрепляют стойки 20 и 4.Затем винтами 31 прижимают измеряемый конус к базовой призме 26 штифтами 32.
Концевыми мерами измеряют расстояние между опорными роликами 8 и 9 синусной линейки и измерительной губкой 24, по которому определяют угол конуса. Измерители 27-30 при этом показывают отклонение от конусности. Для определения некруглости сечений конуса поворачивают его вокруг продольной оси, регистрируя показания измерителей 27-30.
При аттестации нулевых наборов концевых пластин требуется измерение в ангстремах, для этого прибор настраивается с точностью до 0,005 мкм следующим образом.
Расфиксируют стойку 4 и, поворачивая винт 31, отодвигают ее на 1 мкм по показанию измерителей 27-30, устанавливая тем самым измерительную губку 10 с уклоном 1:100000 к иэмеритель ной губке 24, после чего стойка 4 закрепляется . Далее расфиксируют стойку 20 и устанавливают исходный размер концевой пластины, после чего она также закрепляется. Прибор готов к аттестации концевых пластин.
Q
г
0 j
5
При аттестации концевые пластины набора поочередно вставляются между измерительными губками 10 и 24 и перемещаются плавно в клинообразном зазоре между ними с усилием, равным усилию измерения на первой пластине, и по шкалам 11, 7 и 36 определяют отклонение от номинала, т.е. истинный раз- |Мер концевой пластины. При этом цена одного деления шкал 7 и 1I равна 0,01 мкм.
формула изобретения
Iконцевых мер.
W
21
торов выполнен в виде последовательно установленных винта и штифта, выполненного из материала с низким коэффициентом трения, оси которых расположены в биссекторной плоскости базирующей призмы.
Г2
40 Ю
Б-в «
Фм.Ь
д5 И
| Авторское свидетельство СССР № 759836, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
