Изобретение относится к способам футеровочных работ вращающихся печей и может найти применение в цементной, металлургической и химической отраслях промыишенности.
Целью изобретения является уменьшение трудоемкости и сокращение сроков футеровочных работ.
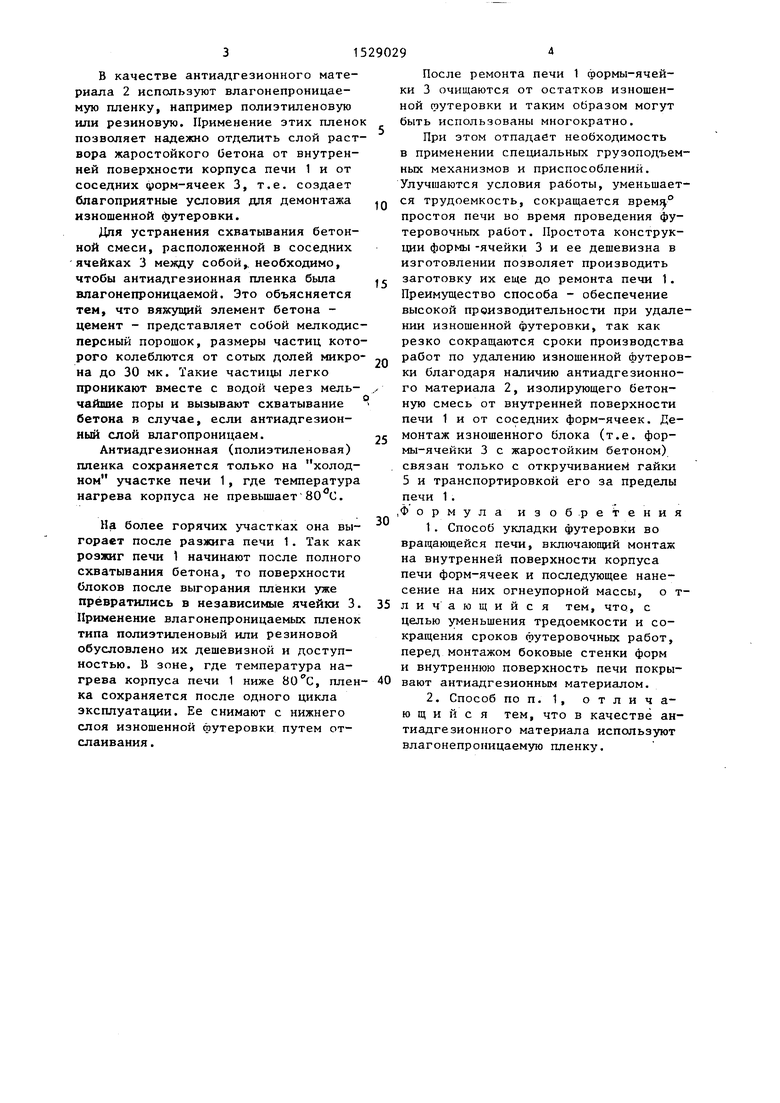
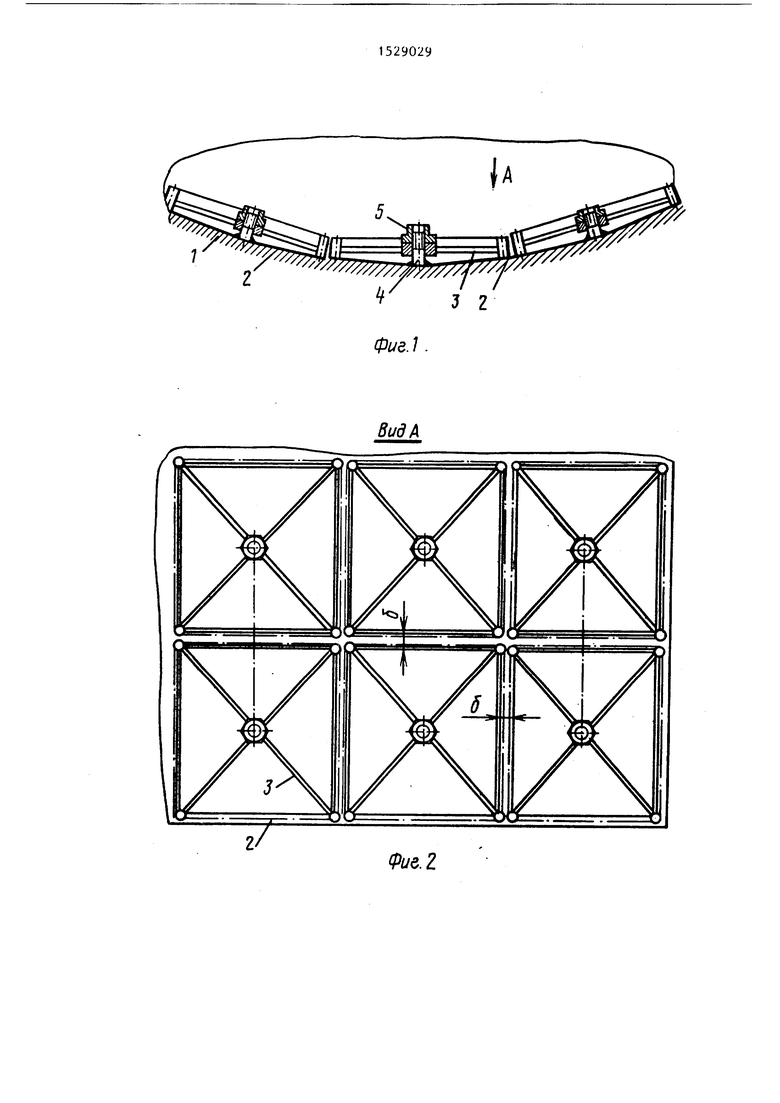
На фиг. 1 показана печь с закрепленными на ее внутренней поверхности антиадгезионным материалом и формами - ячейками, поперечное сечение; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - форма-ячейка (без антиадгезионного покрытия боковых стенок).
После удаления изношенной футеровки на внутреннюю поверхность печи -1 наносят антиадгезионный материал 2, например полиэтиленовую пленку.
Перед началом ремонтных работ боковые стенки форм-ячеек 3 также покрывают антиадгезионным материалом 2.
В процессе монтажа крепят формы-ячейки 3 с помощью шпилек 4 и гаек 5 к внутренней поверхности корпуса печи 1. При этом между формами-ячейками 3 предусмотрены зазоры для крепления косынок (сегментов), на которые навешиваются цепи. Форма-ячейка 3 состоит из элемента крепления (втулка) 6 и каркаса, выполненного в виде горизонтальных и вертикальных прутков 7 и 8. Боковые стенки 9 формы- ячейки 3 выполнены из тонколистового материала, например, отходов ленты после штампа, или сетки, что позволяет предохранить от разрывов полиэтиленовую пленку, после подачи раствора с жаропрочным бетоном. Благодаря небольшому весу форм-ячеек 3 (например, все формы, размером г 100 мм составляет - 16 кг) их монтаж внутри печи 1 отличается не(3ольшой трудоемкостью и составляет для печи размерами 5x185-2140 ч.
(/)
Гп
:л
ю ;о
1
в качестве антиадгезионного материала 2 используют влагонепроницаемую пленку, например полиэтиленовую или резиновую. Применение этих пленок позволяет надежно отделить слой раствора жаростойкого бетона от внутренней поверхности корпуса печи 1 и от соседних форм-ячеек 3, т.е. создает благоприятные условия для демонтажа изношенной футеровки.
Для устранения схватывания бетонной смеси, расположенной в соседних ячейках 3 между собой,, необходимо, чтобы антиадгезионная пленка была влагонепроницаемой. Это объясняется тем, что вяжущий элемент бетона - цемент - представляет собой мелкодисперсный порошок, размеры частиц которого колеблются от сотых долей микрона до 30 мк. Такие части1;ы легко проникают вместе с водой через мельчайшие поры и вызывают схватывание бетона в случае, если антиадгезионный слой влагопроницаем.
Антиадгезионная (полиэтиленовая) пленка сохраняется только на холодном участке печи 1, где температура нагрева корпуса не превышает 80 С.
На более горячих участках она выгорает после разжига печи 1. Так как розжиг печи 1 начинают после полного схватывания бетона, то поверхности блоков после выгорания Ш11енки уже превратились в независимые ячейки 3. Применение влагонепроницаемых пленок типа полиэтиленовый или резиновой обусловлено их дешевизной и доступностью. В зоне, где температура нагрева корпуса печи 1 ниже , пленка сохраняется после одного цикла эксплуатации. Ее снимают с нижнего слоя изношенной футеровки путем отслаивания .
к
10
t5
20
529029
После ремонта печи 1 формы-ячейки 3 очищаются от остатков изношенной срутеровки и таким образом могут быть использованы многократно.
При этом отпадает необходимость в применении специальных грузоподъемных механизмов и приспособлений. Улучшаются условия работы, уменьшается трудоемкость, сокращается врем%° простоя печи во время проведения фу- теровочных работ. Простота конструкции формы -ячейки 3 и ее дешевизна в изготовлении позволяет производить заготовку их еще до ремонта печи 1. Преимущество способа - обеспечение высокой производительности при удалении изношенной футеровки, так как резко сокращаются сроки производства работ по удалению изношенной футеровки благодаря наличию антиадгезионного материала 2, изолирующего бетонную смесь от внутренней поверхности печи 1 и от соседних форм-ячеек. Демонтаж изношенного блока (т.е. формы-ячейки 3 с жаростойким бетоном) связан только с откручиванием гайки 5 и транспортировкой его за пределы печи 1. ,Формула изоб-ретения
1.Способ укладки футеровки во вращающейся печи, включающий монтаж на внутренней поверхности корпуса печи форм-ячеек и последующее нанесение на них огнеупорной массы, о т- ли чающийся тем, что, с целью уменьшения тредоемкости и сокращения сроков футеровочных работ, перед монтажом боковые стенки форм
и внутреннюю поверхность печи покрывают антиадгезионным материалом.
2.Способ по п. 1, отличающийся тем, что в качестве антиадгезионного материала используют влагонепроницаемую пленку.
25
30
35
40
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФУТЕРОВКИ ШАХТЫ ДОМЕННОЙ ПЕЧИ, ХОЛОДИЛЬНЫЙ БЛОК ШАХТЫ ДОМЕННОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2017 |
|
RU2682499C1 |
| Встроенный теплообменник вращающейся печи | 1981 |
|
SU1038772A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ДЫМОВОЙ ТРУБЫ | 2013 |
|
RU2540752C2 |
| Способ изготовления огнеупорного тигля индукционной печи | 1975 |
|
SU621952A1 |
| Способ формирования углеродсодержащей футеровки рудовосстановительной электропечи | 1985 |
|
SU1310602A1 |
| ЗАЩИТНОЕ ОБРАМЛЕНИЕ ПОДВИЖНОЙ ПОДИНЫ | 2005 |
|
RU2300065C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОНА | 1992 |
|
RU2078750C1 |
| Способ укладки футеровки | 1977 |
|
SU657223A1 |
| Теплообменное устройство вращающейся печи | 1979 |
|
SU771439A1 |
| СПОСОБ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2692390C1 |
Изобретение относится к способам ремонта вращающихся печей и может найти применение в цементной, химической и металлургической отраслях промышленности. Целью изобретения является уменьшение трудоемкости и сокращение сроков футеровочных работ. Предложенный способ укладки футеровки заключается в том, что внутреннюю поверхность печи и боковые стенки форм-ячеек покрывают антиадгезионным материалом и после монтажа форм-ячеек наносят слой огнеупорной массы. 1 з.п.ф-лы, 3 ил.
В ид А
Фие.1
Фие.д
/6 JL
| Способ укладки футеровки | 1977 |
|
SU657223A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
