Изобретение относится к области вакуумных ионно-плазменных технологий, а именно способу вакуумно-дугового нанесения покрытий с интегрально холодным катодом торцевого типа, и может быть использовано в машиностроении, электронике и других областях.
Под интегрально-холодным понимается такой тепловой режим катода, при котором средняя по его поверхности температура недостаточна для обеспечения протекающего между электродами тока в результате термоэмиссии. В этом режиме эмиссионными центрами являются катодные пятна, образующиеся на поверхности отрицательного электрода. Катодные пятна, являющиеся генераторами плазмы проводящих материалов, характеризуются плотностью тока на уровне 1012 А/м2, и весьма высокой поверхностной плотностью мощности, превышающей 109 Вт/м2.
В вакуумно-дуговых испарителях торцевого типа в качестве катода используется цилиндрический слиток металла, рабочей испаряемой поверхностью которого является один из его торцов, обращенный в сторону вакуумной камеры, а второй противоположный торец обычно охлаждается водой. Часто катод изготавливают конической формы. Вакуумно-дуговой разряд с помощью поджигающего электрода возбуждается на торцевой или боковой поверхности катода, а для стабилизации катодных пятен на рабочей поверхности используется магнитное поле, создаваемое стабилизирующим коротким соленоидом, расположенным как правило, на цилиндрическом аноде испарителя. Для фокусировки плазменного потока, как и при стабилизации катодных пятен, используется внешнее магнитное поле, создаваемое соленоидом, расположенным на поверхности цилиндрического анода.
При формировании покрытий с помощью вакуумно-дуговых испарителей, в которых привязка разряда к поверхности катода осуществляется в форме катодных пятен, образуются потоки металлической плазмы со скоростями порядка 104 м/с и выше. Столь высокие скорости обусловливают особенности взаимодействия потоков с обрабатываемыми поверхностями сложных геометрических форм, в том числе и поверхностями цилиндрической формы. Известно (Кузнецов В.Г., Кострин Д.К. Взаимодействие потоков металлической плазмы с поверхностью сложной геометрической формы \\ Труды 14-й Международной конференции "Пленки и покрытия-2019", Санкт-Петербург, 2019, с. 19-23), что при нанесении покрытий на внутреннюю поверхность открытой цилиндрической полости с помощью вакуумно-дугового испарителя, когда ось симметрии полости совпадает с осью симметрии испарителя, толщина покрытия от входа в глубь полости падает по экспоненциальному закону в соответствии с формулой:

где δ0 - толщина покрытия на входе в полость,
δ(z) - толщина покрытия на расстоянии z от входа в полость,
k - постоянная Больцмана,
Tc - температура электронной компоненты плазмы,
Mi - масса иона,
Vpl - скорость однородного плазменного потока на входе в полость,
r0 - радиус цилиндрической полости.
Данное выражение получено при условии, что на стенке полости наблюдается ток насыщения ионов, выходящих из плазменного потока (реально задаваемое напряжение смещения на цилиндр ≈ -100 В и больше соответствует такому допущению). Данные по Tc и Vpl определялись с помощью зондовой методики (Те ≈ 3,5⋅104 K, Vpl ≈ 2⋅104 м/с).
Представленное выше уравнение, подтвержденное экспериментально, свидетельствует о высокой неравномерности нанесенного покрытия вдоль полости, что в большинстве случаев неприемлемо для практического применения. При этом, чем длиннее цилиндрическая полость, тем выше неравномерность нанесенного покрытия. Покрытие имеет максимальную толщину в начале полости и минимальную толщину в конце ее. В ряде случаев для устранения этого недостатка используют дополнительные магнитные поля, создаваемые соленоидами, расположенными внутри вакуумной камеры в районе цилиндрической полости.
Известен «Способ нанесения покрытий в вакууме» (авторское свидетельство на изобретение СССР №1552688 от 21.12.87, С23С 14/32), включающий генерацию плазменного потока наносимого материала в вакуумной дуге, отклонение ионной компоненты плазменного потока встречным магнитным полем и конденсацию потока ионов наносимого на подложку материала, при этом напряженность встречного магнитного поля изменяют путем регулирования тока катушки по линейному закону, обеспечивающего сканирование максимума плотности ионного тока по поверхности подложки. Магнитное поле, в котором осуществляется транспортировка заряженной компоненты плазмы, создается магнитной системой вакуумно-дугового испарителя, пристыкованного к вакуумной камере, и магнитной катушкой расположенной внутри вакуумной камеры, создающей встречное магнитное поле. Цилиндрическая полость расположена соосно с катодом в вакуумной камере между вакуумно-дуговым испарителем и магнитной катушкой. В процессе осаждения покрытия изменяют напряженность встречного магнитного поля, что обеспечивает сканирование потока заряженных частиц по внутренней поверхности цилиндрической подложки путем регулирования тока катушки по линейному закону. При этом неравномерность получаемых покрытий по толщине находится на уровне 20%. Для практической реализации авторы патента использовали цилиндрическую полость диаметром 250 мм и длиной 100 мм.
Недостатком данного способа является низкая производительность процесса нанесения покрытий, так как для нанесения покрытий используется в основном периферийная часть плазменного потока, сформированного вакуумно-дуговым испарителем. Большая часть испаренного материала катода осаждается на металлическом экране, закрывающем от плазменного потока встречно включенную магнитную катушку. Данный способ используется преимущественно для нанесения покрытий на цилиндрические полости большого диаметра и небольшой длины. Кроме того, использование в вакуумной камере магнитных катушек намотанных проводом на каркас нецелесообразно, так как удлиняется процесс откачки вакуумной камеры, из за дополнительной откачки воздуха из межвитковых проволочных объемов. Под действием нагрева может плавиться лаковая изоляция проводов намотки соленоида, что также снижает производительность процесса нанесения покрытий, ухудшает качество нанесенного покрытия, может привести к замыканию намотанных проводов и выходу из строя встречно включенной магнитной катушки.
Известно устройство для нанесения покрытий на внутреннюю поверхность длинномерных цилиндрических изделий (Авторское свидетельство на изобретение СССР №1529765 от 16.11.87, С23С 14/32), содержащее соосно размещенные цилиндрический анод, расходуемый катод, ускоряющую катушку и основную электромагнитную катушку, установленную со стороны рабочего торца катода и включенную встречно ускоряющей катушке, отличающееся тем, что оно снабжено дополнительной электромагнитной катушкой, размещенной между анодом и основной катушкой и охватывающей обрабатываемую поверхность изделия, причем дополнительная катушка включена согласно с ускоряющей и примыкает к основной.
Из описания работы данного устройства следует, что процесс нанесения покрытий на внутреннюю поверхность длинномерных цилиндрических изделий состоит из генерации плазменного потока наносимого материала в вакуумной дуге, транспортировки плазменного потока на вход цилиндрической полости магнитным полем включенных согласно магнитных полей ускоряющей катушки и дополнительной электромагнитной катушки, осаждения покрытия за счет подачи на цилиндр отрицательного напряжения смещения и за счет магнитного поля встречно включенных дополнительной и основной электромагнитных катушек.
Неравномерность нанесения покрытий в этом варианте находится на уровне 20%. Такая высокая неравномерность нанесения покрытий обусловлена тем, что по мере транспортировки плазменного потока от входа вглубь полости происходит осаждение ионной составляющей плазменного потока на поверхность цилиндра и, как следствие, уменьшается плотность плазмы в движущемся к концу полости плазменном потоке. Основная и дополнительная катушки, включенные встречно, незначительно повышают уход ионов на поверхность цилиндрической полости в основном в зоне контакта катушек. Отсюда и невысокая равномерность нанесения покрытий, особенно для случая длинномерных изделий.
Наиболее близким к заявляемому способу по совокупности признаков является способ нанесения покрытий из плазмы вакуумно-дугового разряда на внутреннюю поверхность цилиндрической полости, представленный в статье Кузнецов В.Г., Кострин Д.К. Взаимодействие потоков металлической плазмы с поверхностью сложной геометрической формы \\ Труды 14-й Международной конференции "Пленки и покрытия-2019", Санкт-Петербург, 2019, с. 19-23.
В данном способе для нанесения покрытий в открытую цилиндрическую проводящую полость используют вакуумно-дуговые источники металлической плазмы коаксиальной конструкции. На стенки полости задают отрицательное относительно плазмы напряжение смещения, при котором на стенках полости наблюдается ток насыщения ионов, выходящих из плазменного потока (реально задаваемое смещение ≈ -100 В и больше соответствует такому допущению). При этом ось симметрии полости (ось Z) совпадает с осью симметрии цилиндрического катода вакуумно-дугового испарителя и направлена параллельно вектору скорости потока.
Проведенные исследования процесса транспортировки потока плазмы через цилиндрические полости для случая с установкой барьера на пути потока обнаружили компрессионные области непосредственно перед барьером. В качестве барьера может быть использован сплошной круглый диск диаметром близким диаметру цилиндрической полости или диафрагма в виде диска с отверстием. Компрессионные области характеризуются повышенной концентрацией ионов и нейтрального пара, что приводит к резкому росту толщины покрытия на горизонтальных участках полости перед барьером. Обнаруженные компрессионные области имеют сравнительно небольшую протяженность и на расстоянии более 3-4 см от поверхности барьера не обнаруживаются. Таким образом, искусственно создавая на пути плазменного потока препятствия, за счет компрессионных слоев можно значительно повысить скорость нанесения покрытий и их равномерность на горизонтальные или труднодоступные участки поверхности. Основной недостаток данного способа состоит в том, что зона равномерного нанесения покрытий не превышает 3-4 см от входа в полость до установленного барьера в виде диска или диафрагмы внутри полости.
Задачей заявляемого изобретения является разработка способа нанесения покрытий на внутреннюю поверхность длинномерных цилиндрических изделий, обеспечивающего высокую равномерность нанесения покрытий по всей длине изделия при высокой производительность процесса.
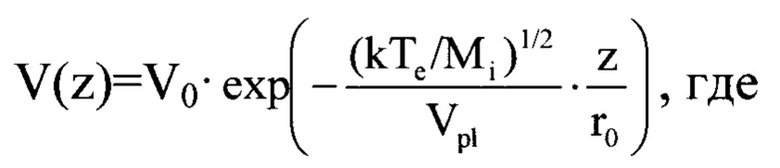
Поставленная задача решается за счет того, что в способе нанесения покрытий в вакууме на внутреннюю поверхность длинномерных цилиндрических изделий включающем генерацию плазменного потока наносимого материала в вакуумной дуге, транспортировку плазменного потока внутрь цилиндрической полости с установленным на пути потока барьером в виде диска, и конденсацию потока ионов наносимого материала на внутреннюю поверхность полости, в отличие от прототипа барьер выполняют в виде подвижного диска диаметром близким к внутреннему диаметру полости с возможностью его перемещения внутри цилиндрической полости от входа по направлению к концу полости со скоростью, убывающей по мере движения, в соответствии с формулой:

V(z) - скорость движения барьера внутри полости в точке с координатой z, м/с;
z - координата по оси полости от входа к ее окончанию;
V0 - скорость движения барьера в начале полости, м/с;
k - постоянная Больцмана, Дж⋅К-1;
Те - температура электронной компоненты плазмы, К;
Mi - масса иона, кг;
Vpl - скорость однородного плазменного потока на входе в полость, м/с;
r0 - радиус цилиндрической полости, м.
Изложенная сущность изобретения поясняется чертежами.
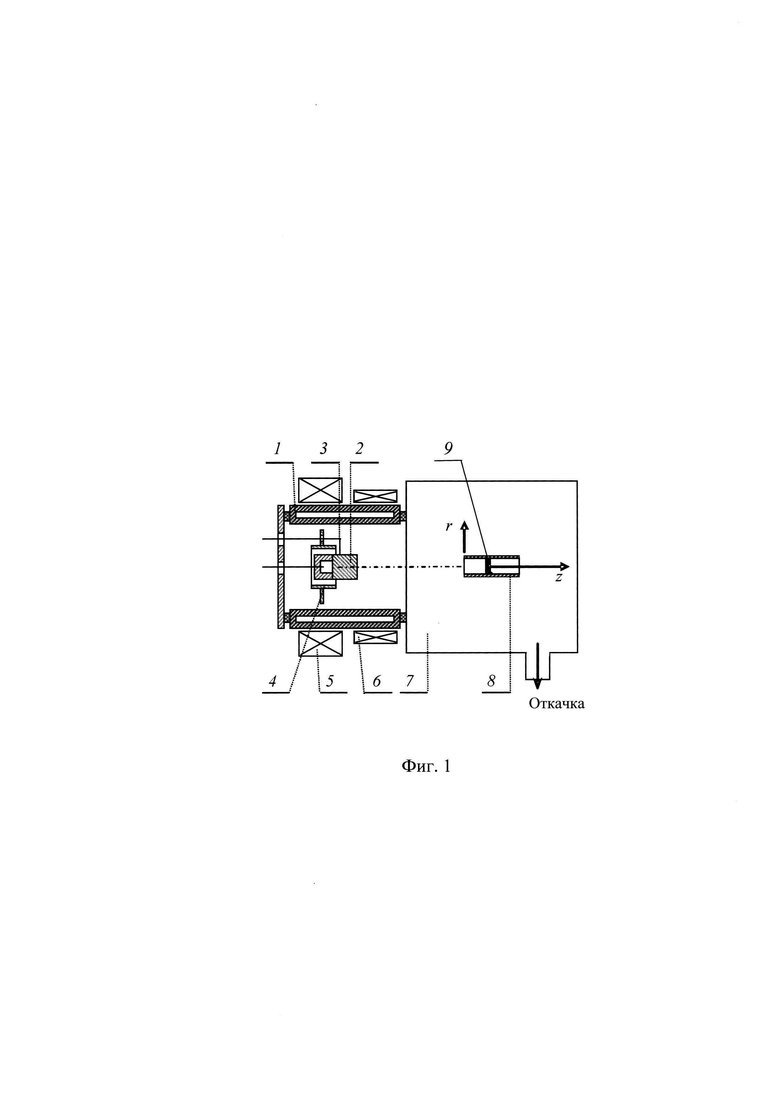
Фиг. 1 - схема технологической установки для реализации способа.
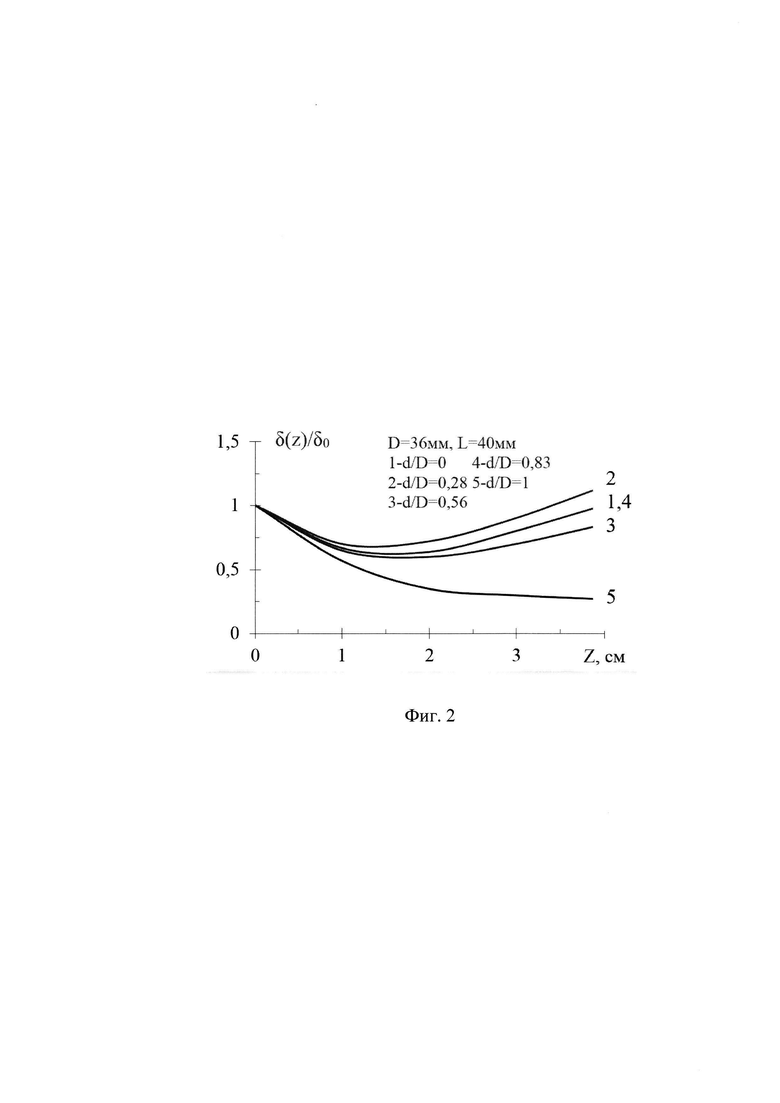
Фиг. 2 - графики распределения толщины нанесенных покрытий вдоль цилиндрической полости.
Технологическая установка для реализации способа представлена на фиг. 1, и состоит из анода 1 в виде трубы с системой охлаждения, расходуемого катода 2 в виде цилиндрического слитка, ось симметрии которого совпадает с осью анода 1. Катод 2 снабжен поджигающим электродом 3 для инициирования вакуумно-дугового разряда и окружен непотенциальным экраном 4, предотвращающим горение дуги с боковой поверхности катода 2 и защищающий от воздействия разряда систему крепления катода. Для удержания катодных пятен вакуумно-дугового разряда на торцевой поверхности катода 2 используется стабилизирующая магнитная катушка 5. Фокусирующая магнитная катушка 6 фокусирует и направляет плазменный поток эродируемого материала катода 2 в вакуумную камеру 7, где осесимметрично с катодом 2 расположена открытая цилиндрическая полость 8 обрабатываемого изделия. В цилиндрической полости 8 установлен с возможностью перемещения вдоль ее оси барьер 9 в виде диска радиусом близким к радиусу цилиндрической полости 8 r0, что обеспечивает его перемещение внутри цилиндрической полости 8 по координате «z».
После откачки вакуумной камеры 7 возбуждается вакуумно-дуговой разряд между расходуемым катодом 2 и анодом 1. Под действием магнитного поля катушки 5 катодные пятна с боковой поверхности катода 2 перемещаются на его торцевую поверхность. Магнитное поле фокусирующей катушки 6 управляет фокусировкой плазменного потока, направляя его внутрь цилиндрической полости, которая находится относительно плазмы под отрицательным потенциалом. Под действием электрического поля положительные ионы материала катода 2 осаждаются на внутренней поверхности цилиндрической полости 8, начиная с момента входа в полость 8 плазменного потока. При отсутствии в установке барьера 9 за счет ухода ионов на поверхность по мере движения плазменного потока вглубь полости 8 плотность плазмы уменьшается, уменьшается и толщина наносимого покрытия, что наглядно показывает кривая 5 на фиг. 2 для случая открытой цилиндрической полости 8 без барьера 9 (фиг. 1).
Если направить плазменный поток внутрь цилиндрической полости с барьером 9, неподвижно установленным внутри цилиндра 8, перед барьером формируется компрессионный слой с повышенной концентрацией ионов и нейтрального пара (прототип).
Как показано на фиг. 2 в качестве барьера 9 можно использовать не только сплошной диск, но и барьер в виде диафрагмы (диск с отверстием в центре). Диаметр полости 8 и диаметр диска 9 обозначены символом D, а отверстие диафрагмы - символом d. На фиг. 2 представлены графики распределения относительной неравномерности толщины нанесенного покрытия δ(z)/δ0 в зависимости от координаты «z» для варианта, когда барьер 9 неподвижен в полости 8 (графики 1, 2, 3, 4).
Из графиков следует, что при d/D=0, то есть когда d=0 (отверстия в диафрагме нет, барьер 9 в виде сплошного диска), и при изменении d/D от 0,28 до 0,83 распределения толщины покрытий в пределах 4 см от входа в полость незначительно отличаются друг от друга, а графики 1 и 4 вообще совпали. При этом, эффект влияния компрессионных слоев на формирование покрытий распространяется на расстояние только в пределах не более 4 см (фиг. 2) от барьера 9.
Для получения равномерных по толщине покрытий на длинномерные цилиндрические изделия внутри цилиндрической полости 8 от ее входа по направлению к концу полости перемещают барьер 9 в виде диска диаметром близким к внутреннему диаметру полости 8 со скоростью, убывающей по мере движения в соответствии с формулой (2):
Толщина наносимого покрытия в этом случае зависит от начальной скорости V0 барьера 9, создающего компрессионный слой плазмы. Чем начальная скорость меньше, тем более толстое покрытие формируется на всей внутренней поверхности цилиндрической полости 8.
Пример осуществления способа.
Практическая реализация предлагаемого способа выполнена в вакуумной камере установки ННВ-6.6-И1. Способ нанесения покрытий осуществляли следующим образом.
Цилиндрическую полость 8 с внутренним диаметром 36 мм и длиной 85 мм устанавливают в вакуумной камере 7 установки (фиг. 1) так, чтобы ось симметрии катода 2 испарителя совпадала с осью симметрии полости 8. Данную цилиндрическую полость 8 можно считать длинномерной, так как ее длина более чем в 2 раза превосходит ее диаметр. На внутреннюю поверхность цилиндрической полости 8 наносили покрытие из титана. Внутри полости 8 устанавливают барьер 9 в виде диска со штоком, как показано на фиг. 1. Для регулировки скорости перемещения барьера 9 использовали линейный актуатор с управлением от компьютера через блок регулировки скорости (на чертеже не показаны). При нанесении покрытия ток вакуумно-дугового разряда составлял 100А. Во время нанесения покрытия на цилиндрическую полость 8 и барьер (диск) 9 подавалось отрицательное напряжение смещения -100 В. Скорость движения барьера 9 изменяли в соответствии с математическим выражением, представленном в формуле (2) изобретения. Движение барьера 9 прекращали за 5 мм до конца полости 8. Покрытие наносили толщиной на уровне 1 мкм. Для исследования неравномерности нанесения покрытий цилиндрическую полость 8 разрезали вдоль на две половины и с помощью микроскопа определяли толщину покрытия вдоль полости цилиндра. Проведенные измерения показали, что в отмеченных выше режимах обработки поверхности, неравномерность толщины нанесенных покрытий не превышала 10%.
Предложенный способ нанесения покрытий на основе вакуумно-дугового разряда позволяет формировать покрытие, равномерное по толщине, увеличить длину обрабатываемой детали, повысить производительность процесса нанесения.
Предложенный способ нанесения покрытий апробирован применительно к нанесению антидинатронных покрытий на цилиндрические аноды мощных генераторных ламп.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВАКУУМНО-ДУГОВОЕ УСТРОЙСТВО | 1992 |
|
RU2039849C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1987 |
|
SU1529765A1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1994 |
|
RU2072642C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ ИЗ КАРБИДА ТИТАНА НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ МЕДНОГО АНОДА ГЕНЕРАТОРНОЙ ЛАМПЫ | 2015 |
|
RU2622549C2 |
| УСТРОЙСТВО ДЛЯ ОЧИСТКИ ПЛАЗМЫ ДУГОВОГО ИСПАРИТЕЛЯ ОТ МИКРОЧАСТИЦ | 1996 |
|
RU2108636C1 |
| СПОСОБ ФИЛЬТРАЦИИ КАПЕЛЬНОЙ ФАЗЫ ПРИ ОСАЖДЕНИИ ИЗ ПЛАЗМЫ ВАКУУМНО-ДУГОВОГО РАЗРЯДА | 2017 |
|
RU2657273C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 2000 |
|
RU2180472C2 |
| Способ нанесения защитных покрытий и устройство для его осуществления | 2016 |
|
RU2625698C1 |
| ВАКУУМНО-ДУГОВОЙ ИСТОЧНИК ПЛАЗМЫ | 1996 |
|
RU2098512C1 |
| ВАКУУМНОЕ ДУГОВОЕ УСТРОЙСТВО | 2001 |
|
RU2207399C2 |
Изобретение относится к области вакуумных ионно-плазменных технологий и может быть использовано в машиностроении и электронике, например, для нанесения антидинатронного покрытия на цилиндрические аноды мощных генераторных ламп. Плазменный поток наносимого материала генерируют в результате возбуждения вакуумно-дугового разряда между расходуемым катодом 2 и анодом 1. Под действием магнитного поля катушки 5 катодные пятна с боковой поверхности катода 2 перемещаются на его торцевую поверхность. Плазменный поток под действием магнитного поля фокусирующей катушки 6 направляют внутрь цилиндрической полости 8 длинномерного изделия, расположенного в вакуумной камере 7. По оси цилиндрической полости 8 установлен барьер 9 в форме, например, диска, диаметр которого близок к внутреннему диаметру цилиндрической полости 8. Барьер 9 перемещают вдоль оси цилиндрической полости 8 от входа по направлению к её концу со скоростью, убывающей по мере движения в соответствии с формулой:  V(z) - скорость движения барьера внутри полости в точке с координатой z, м/с; z - координата точки по оси полости от входа к ее окончанию; V0 - скорость движения диска в начале полости, м/с; k - постоянная Больцмана, Дж⋅К-1; Te - температура электронной компоненты плазмы, К; Mi - масса иона, кг; Vpl - скорость однородного плазменного потока на входе в полость, м/с; r0 - радиус цилиндрической полости, м. Поток ионов наносимого материала конденсируется на внутренней поверхности полости 8. Обеспечивается высокая равномерность нанесения покрытий по всей длине длинномерного цилиндрического изделия при высокой производительности процесса. 2 ил.
V(z) - скорость движения барьера внутри полости в точке с координатой z, м/с; z - координата точки по оси полости от входа к ее окончанию; V0 - скорость движения диска в начале полости, м/с; k - постоянная Больцмана, Дж⋅К-1; Te - температура электронной компоненты плазмы, К; Mi - масса иона, кг; Vpl - скорость однородного плазменного потока на входе в полость, м/с; r0 - радиус цилиндрической полости, м. Поток ионов наносимого материала конденсируется на внутренней поверхности полости 8. Обеспечивается высокая равномерность нанесения покрытий по всей длине длинномерного цилиндрического изделия при высокой производительности процесса. 2 ил.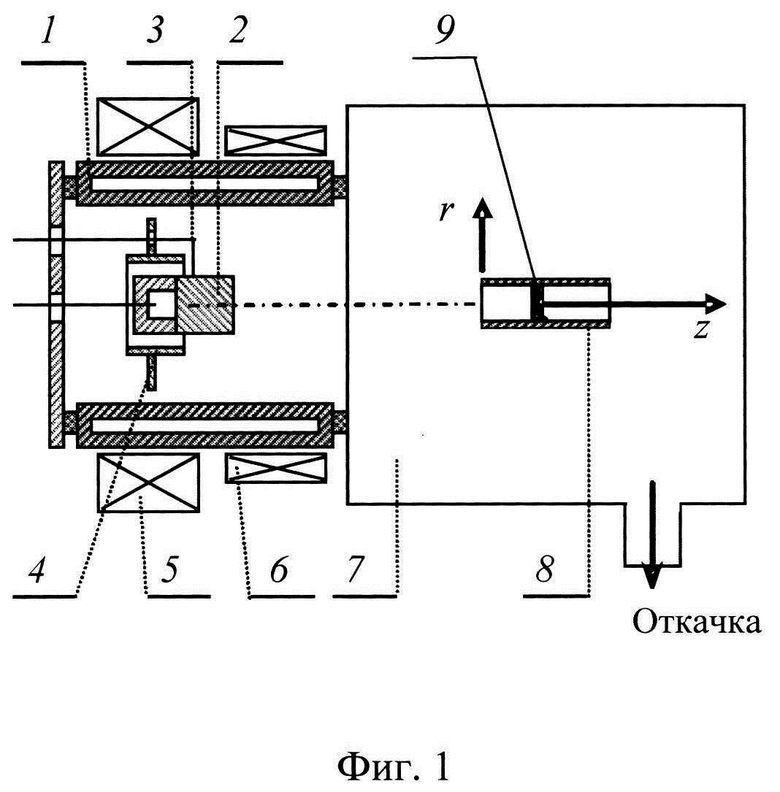
Способ нанесения покрытий в вакууме на внутреннюю поверхность длинномерных цилиндрических изделий, включающий генерацию плазменного потока наносимого материала в вакуумной дуге, транспортировку плазменного потока внутрь цилиндрической полости длинномерного изделия, по оси которой установлен барьер, и конденсацию потока ионов наносимого материала на внутреннюю поверхность полости, отличающийся тем, что барьер в форме, например, диска, диаметром, близким к внутреннему диаметру цилиндрической полости обрабатываемого изделия, перемещают вдоль ее оси от входа по направлению к концу цилиндрической полости со скоростью, убывающей по мере движения в соответствии с формулой:
V(z) - скорость движения барьера внутри полости в точке с координатой z, м/с;
z - координата точки по оси полости от входа к ее окончанию;
V0 - скорость движения диска в начале полости, м/с;
k - постоянная Больцмана, Дж⋅К-1;
Te - температура электронной компоненты плазмы, К;
Mi - масса иона, кг;
Vpl - скорость однородного плазменного потока на входе в полость, м/с;
r0 - радиус цилиндрической полости, м.
| V.G | |||
| KUZNETSOV, D.K | |||
| KOSTRIN, Interaction of the metal plasma flows with surfaces of complex geometric shapes, IOP Conf | |||
| Series: J | |||
| of Physics: Conf | |||
| Series, 14th Int | |||
| Conf | |||
| on Films and Coatings, 2019, 1281 | |||
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1987 |
|
SU1529765A1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ | 1987 |
|
SU1552688A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЙ АЛМАЗОПОДОБНОГО УГЛЕРОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2567770C2 |

