Изобретение относится к ремонт- нь1М работам, в частности к восстановлению работоспособности листовых материалов с усталостными трещинами.
Целью изобретения является повышение эффективности торможения разветвленной трещины.
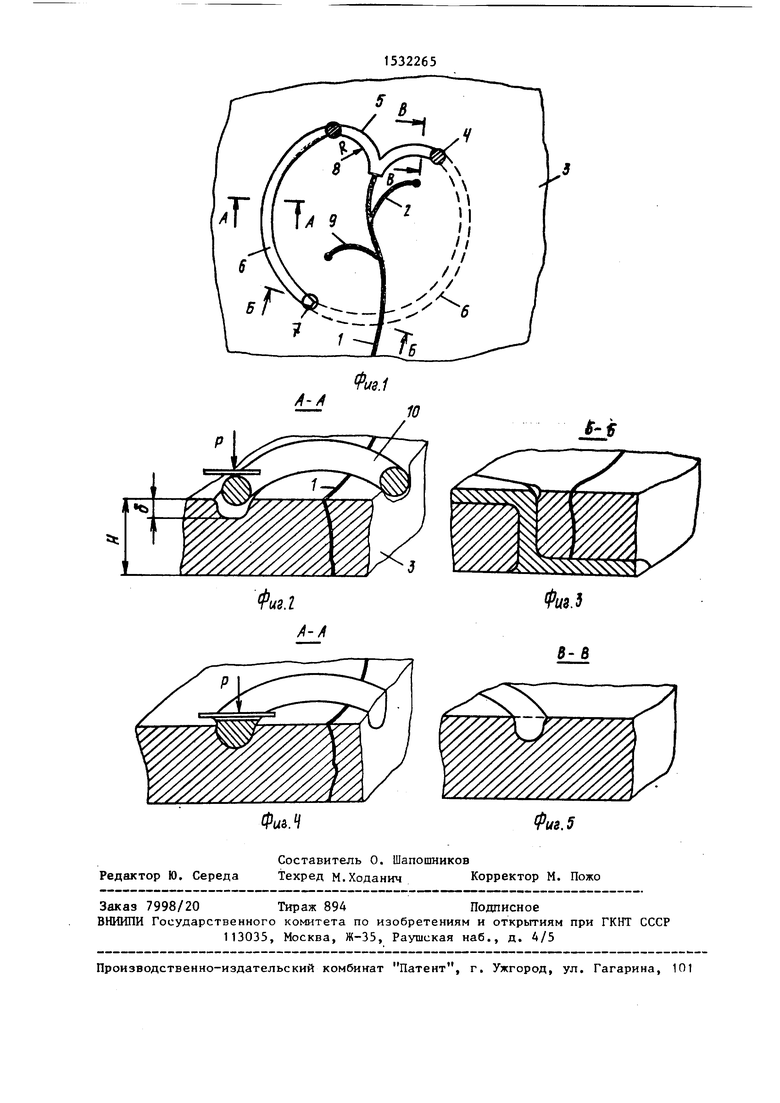
На фиг. 1 показана схема осуществления способа; на фиг. 2 - сечение А-А на фиг. 1 в процессе запрессовки проволоки:, на фиг. 3 - сечение Б-Б на фиг. 1:, на фиг. 4 - сечение А-А на фиг. 1 после запрессовки проволоки; ifa фиг. 5 - сечение В-Б на фиг. 1.
Способ торможения роста усталостных трещин 1 с боковыми ответвлениями 2 в плоских деталях 3 включает выполнение отверстий 4 в зоне вершин трещины 1 и канавкой 5. пересекающих указанные отверстия и выполненных по разные стороны от плоскости основнорЧ трещины 1, из которых каждая сопряжена с основной вершиной трещины и противоположна по направлению.
При этом, с целью повышения эффективности торможения роста разветвленных трещин на обеих сторонах детали вьтолняют дополнительные канавки 6, сопряженные с осноипыми и образуюСП
оо to
1чЭ
05
ел
щие две ветви, лежащие по разные стороны от основной трещины 1 и соединеные между собой посредством сквозног отверстия 7, образуя совместно с основными канавками замкнутую кривую, охватывающую ломаную линию, последовательно соединяющую центры 8 радиусов основных канавок и вершины 9 ответвлений трещины с последующей за- прессовкой в отверстия и дополнительные канавки подогретой проволоки 10, при этом площадь сечения проволоки находится в следующем отношении с площадью регулярного сечения канавки
§ЛЕ. 2
с 11,,
Глубина канавки б 0.2-0,3 от толщины детали Н является оптимальной с точки зрения создания необхо- димых сжимающих напряжений при запрессовке в нее проволоки и с точки зрения сохранения необходимой прочности детали.
При глубине G канавки менее 0,2 от толщины Н детали невозможно создать на поверхности при запрессовке проволоки необходимые сжимающие (стягивающие) напряжения. При глубине канавки более 0,3 от толщины детали Н выполнение канавок может привести к существенному ослаблению сечения и повышению скорости развития трещины по дну канавки.
Именно размещение дополнительных канавок и запрессованной проволоки в них, а также соотношения размеров и площадей сечения канавок и проволоки обеспечивают согласно способу эффективность торможения разветвлен
ной трещины и тем самым достижение
цели изобретения.
Пример. В качестве образца
для испытаний был взят образец листового материала из стали 20 размером
100x100x10.8 нем бьт выполнен пропил, имитирующий основную трещину и боковые пропилы, моделирующие боковые ответвления основной трещины. Канавки и отверстия выполнены как показано на фиг 1. Ширина канавок
3, а глубина канавок 2.6 мм.
)
В дополнительные канавки запрессовывали стальную проволоку диаметром ф2 мм, предварительно нагретую газовой горелкой.
, Лабораторные испытания показали, что в образцах после нагрузок воздействия сил растяжения величиной 1000-1500 кН в течение 180-220 ч за счет действия эффекта обжимающего обруча не наблюдалось существенного развития основной трещины и ее ответвлений.
Формула изобретения
Способ торможения роста усталостных трещин в плоских деталях, включающий выполнение отверстий в зоне вершин трещины и канавок, пересекающих указанные отверстия и выполненные по разные стороны от плоскости основной трещины, из которых каждая сопряжена с основной вершиной трещины и противоположна по направлению, отличающийся тем, что, с целью повышения эффективности торможения разветвленной трещины, канавки соединяют в замкнутую кривую, вх- ватывающую вершины ответвлений трещины, и затем запрессовывают в канавки и отверстия подогретую проволоку, при этом площадь сечения проволоки Spip выбирают из следующего соотношения 1-1,2, где - площадь ан
сечения канавки.

Изобретение относится к ремонтным работам, в частности к восстановлению работоспособности листовых материалов с усталостными трещинами. Цель изобретения - повышение эффективности торможения разветвленной трещины. Способ торможения роста усталостных трещин в плоских деталях включает выполнение отверстий в зоне вершин трещины и канавок, пересекающих указанные отверстия и выполненных по разные стороны от плоскости основной трещины, из которых каждая сопряжена с основной вершиной трещины и противоположна по направлению. Канавки лежат по разные стороны от основной трещины и соединены между собой взамкнутую кривую, захватывающую вершины трещины. Затем в канавки и отверстия запрессовывают подогретую проволоку. Площадь сечения проволоки Sпр выбирают из следующего соотношения: Sпр = (1 - 1,2) Sкан, где Sкан - площадь сечения канавки. В результате в зоне трещины создают сжимающие напряжения, что повышает эффект торможения трещины. 5 ил.
Фиг.г
Й/3.5
I-8
| Способ предотвращения роста усталостных трещин | 1978 |
|
SU725862A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ торможения роста усталостных трещин в листовом материале | 1984 |
|
SU1232452A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
