Изобретение относится к ремонту деталей MaiiJHH, в частности к ремонту массивных деталей с трещинами, для которых по условиям их :)ксплуатации требуется обеспечить герметичность.
11. и.обретеиия - повышение качества ремонта за счет увеличения плотности стыка и изменения иагружения вставки с растяжения на .
На фиг. 1 изображена деталь с трещи- пой, в верн1инах которой расноложены датчики 11еремеи1ения; на фиг. 2 зависимость
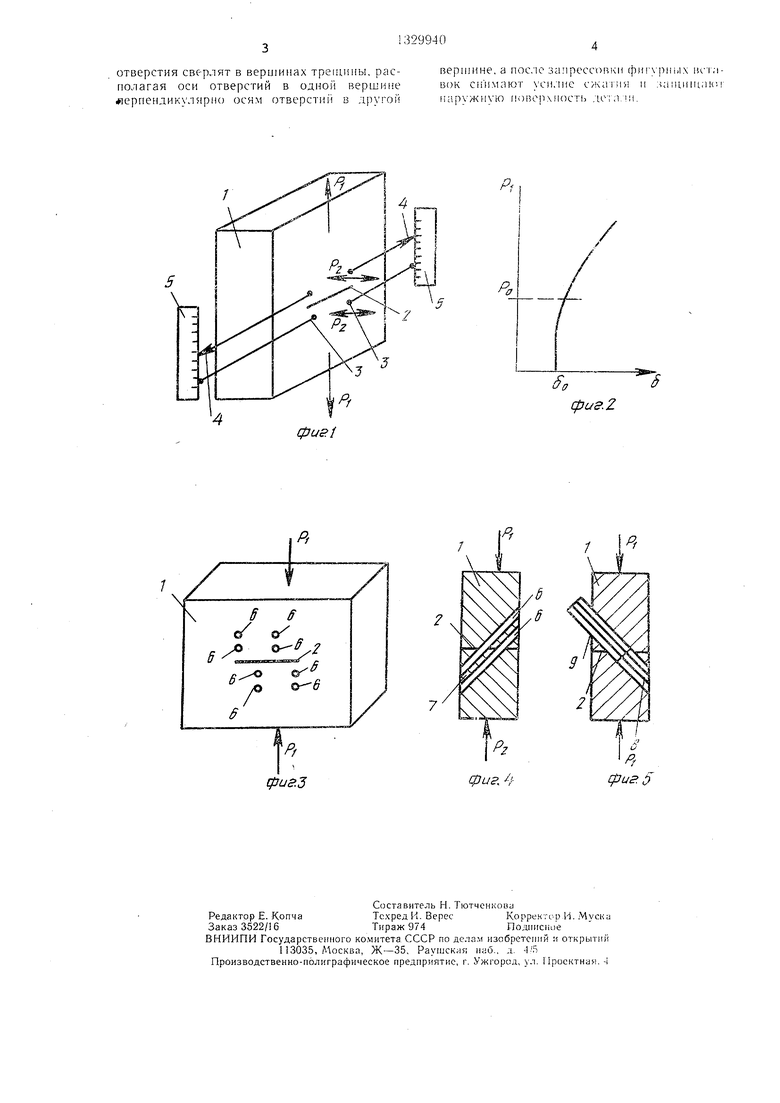
велнчнны раскрытия вер1иины трещины б от растягнвающе|-о усилия PI, на которой указано усилие, раскрывающее трещину РО; на фиг. 3 схема расположения отверстий под встаику; на фиг. 4 сечение дегали с вставкой в вершине трещины; на фиг. 5 - сечение детали с фигурной вставкой, соседнее с сечением детали в верщине трещины.
Способ осу|дествляют следующим образом.
Берут деталь 1 с усталостной трещиной 2 11 h ее BepHJHuax закрепляют д,атчики 3 фиксирования деформации детали. Осуществляют растяжение детали. О начале нереме- 11Хения берегов усталостной трещины, соот- ветст ующем достижению усилия, раскры- ваюи1его трещину, судят по нача,яу перемещения стрелки 4 на щкале 5. После дости- ження раскрываюпаего усилия РО дальнейщее растяжение прекращают ч осуществляют динамическое нагружение детали 1 в плоскости, параллельной плоскости трещины 2. MacTO ia нагружения составляла 10 Гц, а уси- .nie в плоскости трещины - величину Р:. Р|1. Не прекращая динамического нагру- жсння, постененно уменьшают усилие PI и .еств.-|яют сжатие детали 1 до величины 1 |--2Р(|. Мосле этого ностененно уменьшают ве,1ичину динамической нагрузки Рг до нуля н, прекращая сжатия детали 1, производят сверление отверстий 6 под углом 45° к плоскости трещины 2, нричем соседние отверстия 6 в сечении детали 1, перпендикулярном трещине 2, сверлят так, чтобы их оси были взаимно перпендикулярны. Удаляют перемычки 7 между отверстиями б и в образовавшиеся пазы 8 запрессовывают фигурные вставки 9.
После запрессовки проводят зачистку поверхности в месте выхода вставки 9 на наружную поверхность. Может быть также произведена развальцовка конца вставки 9, кернение и другие операции для фиксирования вставок 9 в пазах и исключения выползания из пазов при работе детали.
Проведенные усталостные испытания детали 1 путем ее растяжения с той же величиной нагрузки после запрессовки вставок 9, что и нагрузка, при которой первоначально выращивали в детали 1 усталостную трещину 2, показали, что при долговечности, в
3 раза превосходящей ту, что соответствовала первоначальноу зарождению и развитию усталостной трещин 2 в детали 1 до запрессовки вставок 9, после запрессовки
5 вставок 9 не происходило нарупления герметичности стыка и усталостная трещина н.е развивалась.
Предварительное растяжение детали позволяет вывести из взаимного соприкосновс-Q ния берега усталостной трещины, и последующее динамическое нагружение в плоскости, параллельной плоскости трещины, и относительные перемещения берегов трещины с одновременным уменьшением растягивающей нагрузки позволяют реа. изовать из15 нашивание сопрягаемых частей излома, их выглаживание, а при переходе в область сжатия осуществить схватывание опич ныч берегов трещины в момент плавного умсныие- ния динамической нагрузки. Запрессовка вставок под углом плоскости трещи}1ы при
0 сверлении отверстий для каждой вставки
только с одной стороны плоскости IpeiiUiHbl,
а также расноложение их носледов;гг(мыч) в шахматном порЯлЧке так, что оси отверстий в соседних плоскостях сверления перпенди5 ку.чярны друг другу, позволяет сох|)анить максимально площадь поверхности Tiieiiiiiiihi, по которой реализовано схватывание мгпе- риала, н перевести нагружение всгавки от растяжения к сдвигу, что увеличивает iiecy- щую способность вставки, а следовательно,
0 повышает эффективность ремонта. Осуществление операций запрессовки вставки при сжатии детали обеспечивает сохранение плотности стыка, а в дальнейшем при эксплуатации обеспечивает наличие остаточных сжимающих напряжений, величина которых
5 в два раза превосходит те, что необходимы для раскрытия трещины.
Формула изобретения
Способ ремонта деталей с трещинами,
0 заключающийся в том, что в де1а.11; по обе стороны от трещины в плоскости, перпендикулярной трещине, сверлят ряд отверстий, пересекающих плоскость излома, удаляют между ними перемычки и запрессовывают в
, образовавшиеся пазы фигурные вставки из материала детали, отличающийся тем, что, с целью повышения качества ремонта, сначала растягивают деталь, измеряют величину растягивающего усилия, раскрываюп1его трещину, и осуществляют продольную вибра0 цию берегов треш,ины при уменьшении растягивающего усилия до нуля, а затем при увеличении усилия сжатия до величины, вдвое превышающей величину растягивающего усилия, снимают вибрацию и сверлят в нескольких плоскостях, перпендикулярных
5 трещине, отверстия под углом 45° к плоскости излома, при этом оси отверстий в соседних плоскостях располагают нод --(. 90° по отношению друг к другу, краГп iv
отверстия сверлят в вершинах TpeiuiiUbi, располагая оси отверстий в одной вершине лерпендикулирно осям отверстий в другой
вершине, а носле запрессовки (ригх рмых вставок С1 имают х и, 1ие с к;м ия п лащищак , на.ружпую (lOiiCpxnocT) детл.;|.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ восстановления работоспособности деталей с усталостными трещинами | 1986 |
|
SU1368153A1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ДЕТАЛЯХ | 1985 |
|
SU1361856A1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН | 1986 |
|
RU1354547C |
| СПОСОБ ЗАДЕРЖКИ РАЗВИТИЯ ДЕФЕКТОВ В КОНСТРУКЦИЯХ И УСТРОЙСТВО "КЫСКЫЧ" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2500512C2 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА НЕСКВОЗНЫХ УСТАЛОСТНЫХ ТРЕЩИН В ИЗДЕЛИИ | 1985 |
|
SU1401894A1 |
| СПОСОБ ЗАДЕРЖКИ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В КОНСТРУКЦИЯХ | 1985 |
|
RU1343689C |
| Способ задержки развития усталостной трещины в элементах конструкций | 1986 |
|
SU1384360A1 |
| Способ устранения дефектов в сварных соединениях | 1985 |
|
SU1328133A1 |
| Способ торможения роста усталостных трещин | 1986 |
|
SU1333521A1 |
| ФИГУРНАЯ ВСТАВКА ДЛЯ РЕМОНТА ДЕТАЛЕЙ С ТРЕЩИНАМИ | 1991 |
|
RU2015865C1 |
Изобретение относится к ремонту деталей машин, в частности к ремонту массивных деталей с трещинами. Способ позволяет повысить качество ремонта за счет увеличения плотности стыка и изменения на- гружения вставки с растяжения на сдвиг. Сначала растягивают детали для выведения из взаимного соприкосновения берегов усталостной трещины. Затем осуществляют продольную вибрацию берегов трещины с одновременным уменьшением растягивающей нагрузки и переходом в область сжатия до величины усилия сжатия, вдвое превышающей величину усилия растяжения. Это обеспечивает сначала изнащивание частей излома и их выглаживание, а затем схватывание берегов трещины. Снимают вибрацию и в просверленные отверстия вставляют вставки Отверстия сверлят в плоскостях, перпендикулярных трещине, под углом 45° к плоскости излома, а оси отверстий в соседних плоскостях располагают под углом 90° по отношению друг к другу. 5 ил. о (Л со 1C со ;
Л
/
р
.S
фиг. 2
/
сриг
| Способ задержки роста усталостных трещин в листовом материале | 1971 |
|
SU456003A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ ремонта деталей с трещинами | 1978 |
|
SU664810A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Вставка фигурная для запрессовки при ремонте трещин в деталях | 1977 |
|
SU725861A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
