Изобретение относится к ремонтным работам, в частности к восстановлению листовых материалов с усталостными трещинами.
Цель изобретения - повышение эффективности торможения разветвленных пространственных трещин.
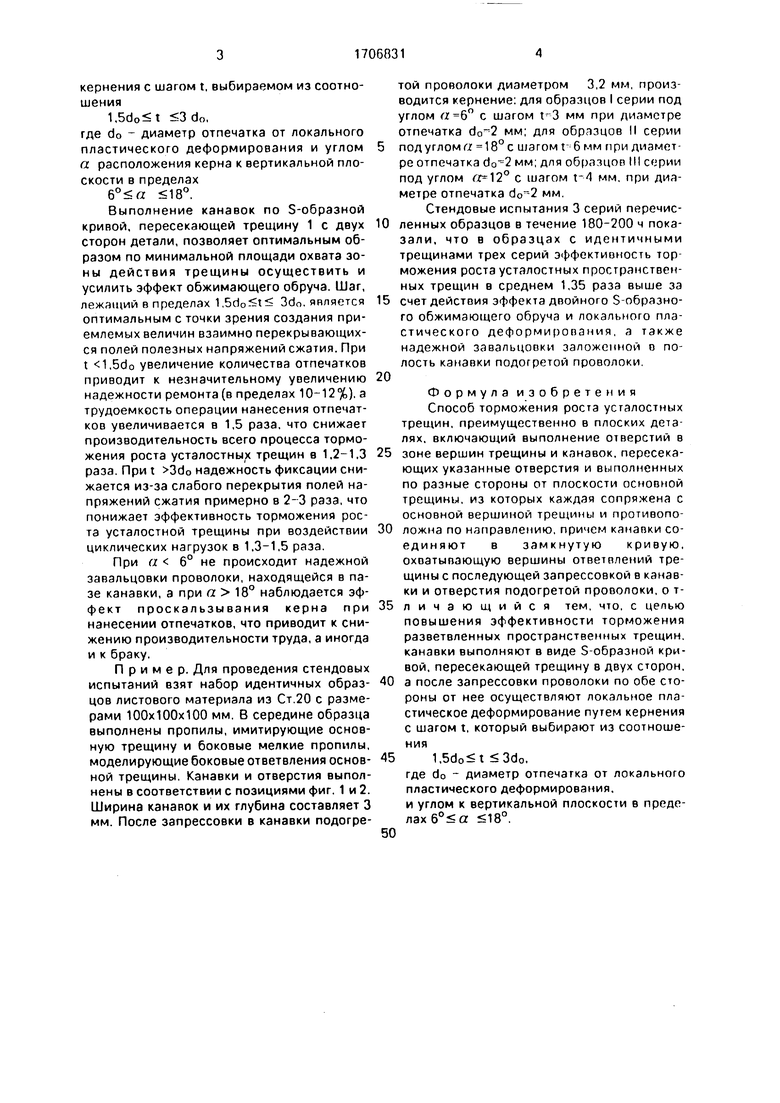
На фиг. 1 показана схема осуществления предлагаемого способа; на фиг. 2 - сечение А-А на фиг. 1 (после запрессовки проволоки и осуществления локального пластического деформирования).
Способ торможения роста усталостных трещин 1 с боковыми ответвлениями 2 в плоских деталях 3 включает в себя выполнение отверстий 4 в зоне вершин трещины 1 и канавок 5. пересекающих отверстия 4 и выполненные по разные стороны от плоскости основной трещины 1, из которых каждая сопряжена с основной вершиной трещины и противоположна по направлению. Каждая из канавок 5 соединена с основной вершиной трещины с применением дополнительных канавок 6, выполненных с обеих сторон детали 3, сопряженных с основными канавками 5 и образующих S-образную кривую, пересекающую трещину 1 с двух сторон де тали 3. В канавки 6 и отверстия 4 запрессовывают подогретую проволоку 7, после чего пообестороны от нее осуществляют локапь- ное пластическое деформирование путгм
VJ
О О 00 СА)
кернения с шагом t, выбираемом из соотношения
1, 3 do,
где do - диаметр отпечатка от локального пластического деформирования и углом а расположения керна к вертикальной плоскости в пределах
18°.
Выполнение канавок по S-образной кривой, пересекающей трещину 1 с двух сторон детали, позволяет оптимальным образом по минимальной площади охвата зоны действия трещины осуществить и усилить эффект обжимающего обруча. Шаг, лежащий в пределах 1, 3do. является оптимальным с точки зрения создания приемлемых величин взаимно перекрывающихся полей полезных напряжений сжатия. При t 1,5do увеличение количества отпечатков приводит к незначительному увеличению надежности ремонта (в пределах 10-12%), а трудоемкость операции нанесения отпечатков увеличивается в 1,5 раза, что снижает производительность всего процесса торможения роста усталостных трещин в 1,2-1.3 раза. При t 3d0 надежность фиксации снижается из-за слабого перекрытия полей напряжений сжатия примерно в 2-3 раза, что понижает эффективность торможения роста усталостной трещины при воздействии циклических нагрузок в 1.3-1.5 раза.
При а 6° не происходит надежной завальцовки проволоки, находящейся в пазе канавки, а при а 18° наблюдается эффект проскальзывания керна при нанесении отпечатков, что приводит к снижению производительности труда, а иногда и к браку,
Пример. Для проведения стендовых испытаний взят набор идентичных образцов листового материала из Ст.20 с размерами 100x100x100 мм. В середине образца выполнены пропилы, имитирующие основную трещину и боковые мелкие пропилы, моделирующие боковые ответвления основной трещины. Канавки и отверстия выполнены в соответствии с позициями фиг. 1 и 2. Ширина канавок и их глубина составляет 3 мм. После запрессовки в канавки подогретой проволоки диаметром 3,2 мм, производится кернение: для образцов I серии под углом с шагом t-З мм при диаметре отпечатка мм; для образцов II серии
под углом 7 18° с шагом t-6 мм при диаметре отпечатка мм; для образцов III серии под углом с шагом мм. при диаметре отпечатка мм.
Стендовые испытания 3 серий перечисленных образцов в течение 180-200 ч показали, что в образцах с идентичными трещинами трех серий эффективность торможения роста усталостных пространственных трещин в среднем 1,35 раза выше за
счет действия эффекта двойного S-образно- го обжимающего обруча и локального пластического деформирования, а также надежной завальцовки заложенной в полость канавки подогретой проволоки.
Формула изобретения Способ торможения роста усгалостных трещин, преимущественно в плоских деталях, включающий выполнение отверстий в
зоне вершин трещины и канавок, пересекающих указанные отверстия и выполненных по разные стороны от плоскости основной трещины, из которых каждая сопряжена с основной вершиной трещины и противоположна по направлению, причем канавки соединяют в замкнутую кривую, охватывающую вершины ответвлений трещины с последующей запрессовкой в канавки и отверстия подогретой проволоки, о тличающийся тем, что, с целью повышения эффективности торможения разветвленных пространственных трещин, канавки выполняют в виде S-образной кривой, пересекающей трещину в двух сторон,
а после запрессовки проволоки по обе стороны от нее осуществляют локальное пластическое деформирование путем кернения с шагом t, который выбирают из соотношения
1..
где do - диаметр отпечатка от локального пластического деформирования, и углом к вертикальной плоскости в пределах 6° а 18°.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ торможения роста усталостных трещин | 1988 |
|
SU1532265A1 |
| Способ торможения роста усталостных трещин | 1988 |
|
SU1613293A2 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН | 1986 |
|
RU1354547C |
| Способ торможения роста усталостных трещин в листовом материале | 1986 |
|
SU1368152A1 |
| Способ торможения роста усталостных трещин | 1986 |
|
SU1349945A1 |
| Способ задержки роста усталостных трещин | 1986 |
|
SU1366343A1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ТОЛСТОЛИСТОВОМ МАТЕРИАЛЕ | 2012 |
|
RU2517076C2 |
| Способ неразрушающего контроля металлоконструкций | 1988 |
|
SU1571490A1 |
| Способ задержки роста усталостных трещин в листовых деталях | 1990 |
|
SU1706832A2 |
| СПОСОБ ТОРМОЖЕНИЯ УСТАЛОСТНЫХ НЕСКВОЗНЫХ ТРЕЩИН | 1987 |
|
SU1476909A1 |
Изобретение относится к ремонту, в частности к способу торможения роста устало- стных трещин, и может найти применение при ремонте листовых материалов с устало- стными пространственными разветвленными трещинами в различных отраслях машиностроения. Цель изобретения - повышение эффективности торможения разветвленных пространственных усталостных трещин. Способ торможения роста усталостных трещин в плоских деталях включает в себя выполнение отверстий в зоне вершин трещины и канаоок. пересекающих указанные канавки. Канавки соединяют в замкнутую кривую, обхватывающую вершины ответвлений трещины с последующей запрессовкой в канавки и отверстия подогретой проволоки. Канавки выполняют в виде S-образной кривой, пересекающей трещину с двух сторон. После запрессовки проволоки по обе стороны от нее осуществ ляют локальное пластическое деформирование путем кернения с шагом, выбираемым из соотношения 1,5d0 t 3d0. где do диаметр отпечатка от локального пластического деформирования и углом к вертикаль ной плоскости в пределах 6 5 а 18°. 2 ил ел С
| Способ торможения роста усталостных трещин в листовом материале | 1984 |
|
SU1232452A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ торможения роста усталостных трещин | 1988 |
|
SU1532265A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
