sXX: ЈXX XXXKXXX
XX
S
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГОСЛОЙНЫЙ КОНСТРУКЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2008 |
|
RU2402663C2 |
| ПАНЕЛЬ СРЕДНЕГО СЛОЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2012 |
|
RU2507352C1 |
| ТЕПЛОВОЙ АККУМУЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2536955C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТ СТРОИТЕЛЬНЫХ | 2015 |
|
RU2602461C1 |
| ОГНЕСТОЙКИЙ ВСПЕНЕННЫЙ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2013 |
|
RU2543869C2 |
| ОГНЕСТОЙКИЙ ПОЛИМЕРНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2010 |
|
RU2430138C1 |
| Несущая конструкция малого космического аппарата из пеноалюминиевого материала | 2018 |
|
RU2710126C2 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ ИЗ КРЕМНИСТЫХ ПОРОД | 2013 |
|
RU2569949C2 |
| СТЕКЛОПАНЕЛЬ ДЛЯ ЗАПОЛНЕНИЯ ПРОЕМОВ ФАСАДНЫХ СИСТЕМ | 2008 |
|
RU2361984C1 |
Изобретение относится к способам изготовления лыж и позволяет повысить технологичность изготовления и долговечность посредством того, что 0,1-1,0 части толщины сот 2 от их торцов и 0,2-1,0 части площади торцовой поверхности сот 2 по периметру среднего клина 1 заполняют вспененным синтетическим материалом 4 и 5. 1 з.п. ф-лы, 8 ил.
t
UL
S
у
/
«о
ХУ-ХХ-ХXXХХ-ХУХХ ОХХу. УГХ ХХХ-УХЖУ
±А
«о
ел
со со j
Изобретение относится к области изготовления спортивного инвертаря, а именно к способу изготовления лыж
Цель изобретения - повышение технологичности изготовления и повышение долговечности
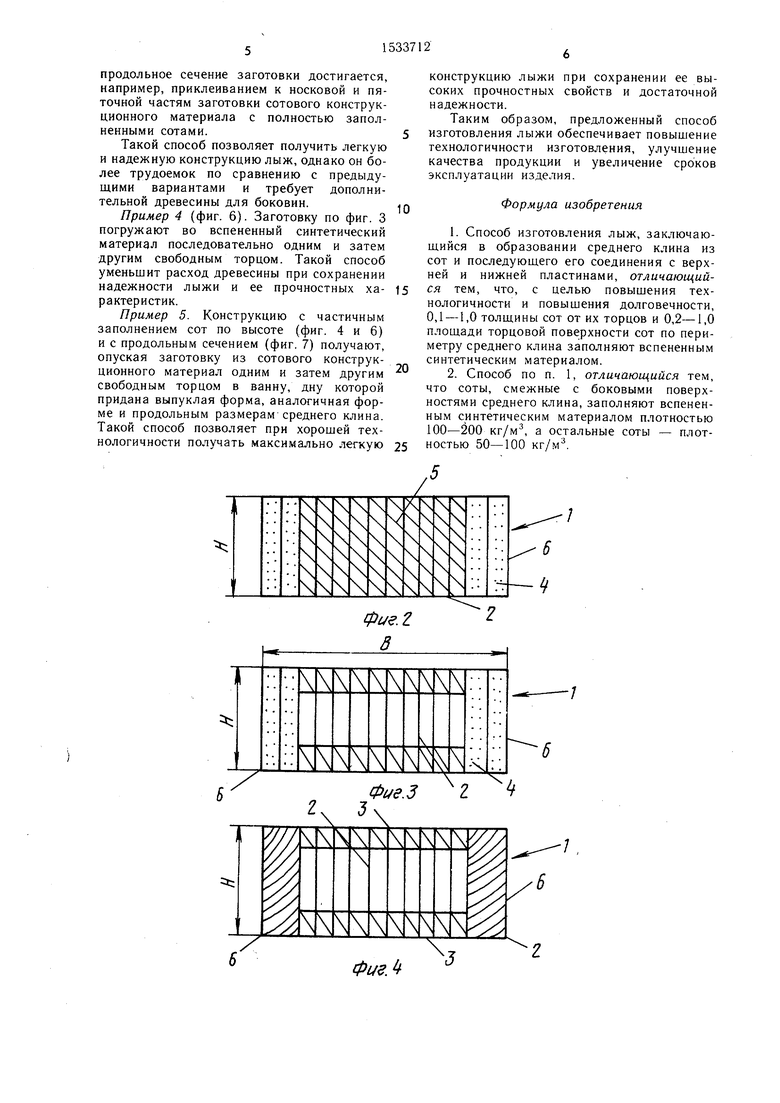
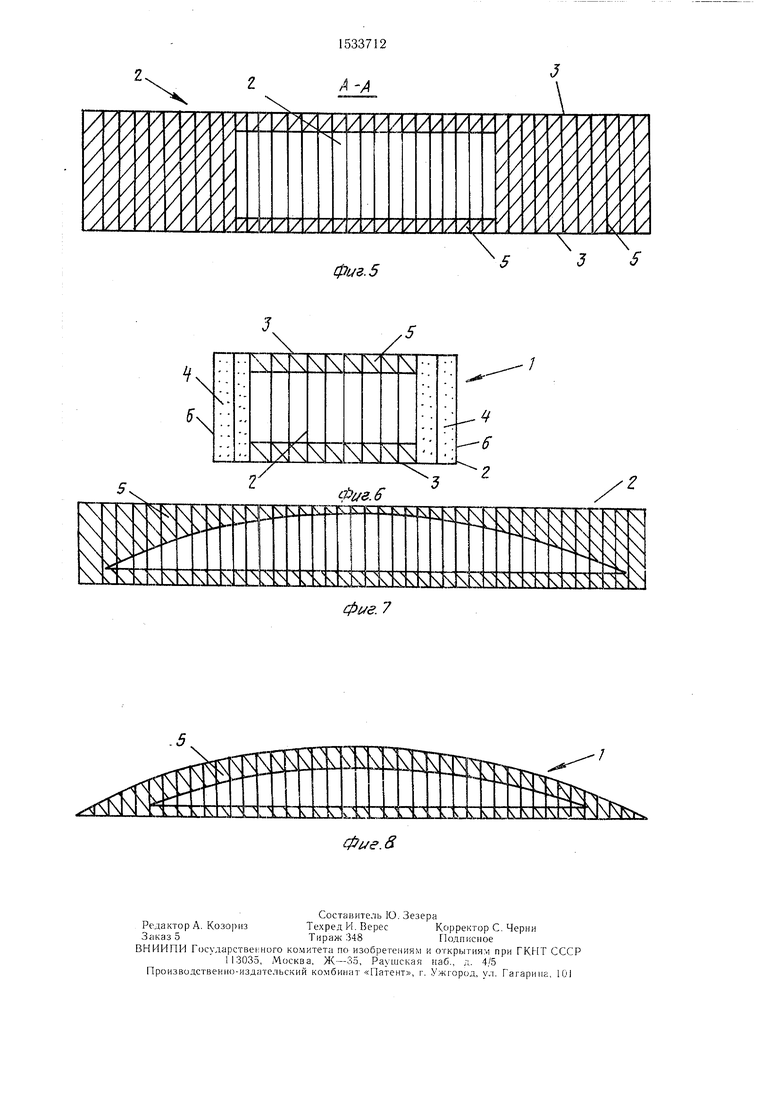
На фиг 1 изображен обработанный сотовый конструкционный материал, вид сверху, на фиг 2 - средний клин лыж, предварительно обработанный конструкци- онный материал с различной плотностью внутреннего и наружного слоев, поперечный рафез, на фиг 3 - средний клин с за полнением сот вспененным синтетическим материалом по периметру среднего клина,поперечный разрез, на фиг 4 - средний клин с частичным заполнением высоты сот от их торцов вспененным синтетическим материалом и с деревянными боковинами, поперечный разрез, на фиг 5 - сечение А-А на фш 1, обработанный сотовый конструкционный материал с частичным заполнением высоты сот в средней части, на фиг 6 - средний клин с заполнением сот по периметру среднего клина вспененным синтетическим материалом плотностью 100- 200 кг/м1 и с заполнением остальных сот на части их высоты вспененным синтетическим материалом плотностью50 - 100 кг/м1, поперечный разрез, на фиг 7 - обработанный сотовым конструкционныи материал с частичным заполнением высоты сот от их торцов вспененным синтетическим материалом, продольный разрез, на фш 8 средний клин, сформированный из сотового материала, продольный разрез
Способ изготовления лыж заключается в образовании среднего клина 1 из сот 2 и последующем его соединении с верхней и нижней пластинами (не показаны), 0,1 - 1,0 толщины сот 2 от их торцов 3 и 0,2-1,0 площади торцовой поверхности 3 сот 2 по периметру среднего клина 1 заполняют вспененным синтетическим материалом 4 и 5, соты 2, смежные с боковыми поверхностями 6 среднего клина 1, заполняют вспененным синтетическим материалом 4 плотностью 100- 200 м/м , а остальные соты 2 - материалом 5 плотностью 50-100 кг/м
В зависимости от конструкции среднего клина 1 могут быть использованы различные способы заполнения сот 2 исходного конструкционною материала вспененным синтетическим материалом
Пример 1 Лист исходного сотовою конструкционного материала помещают на горизонтальное дно ванны, разделенное на подвижное секции вертикальными ребра ми Затем на сотовый конструкционный материал накладывается рамка из твердо го материала, также разделенная на продольные секции с вертикальными стенками высотой 20 -30 мм Стенки и ребра верхних и нижних секций должны находиться строго друг под другом Поперечные размеры секции
0
должны соответствовать поперечным размерам среднего клина с припуском на обработку
После установки и фиксирования рамки
в каждую секцию вводят вспененный синтетический материал соответствующей плотности Например, в секцию шириной 34 мм (а следовательно, и соты под ней) вводят пенополиуретан плотностью 50 кг/м который образует впоследствии внутреннюю часть среднего клина А в две смежные секции шириной 15 мм вводят пенополиуретан плотностью 150 кг/м который при последующем формировании среднего клина образует его боковины
После отверждения пенополиуретана
рамку убирают и извлекают полученный материал из ванны Затем производят продольную распиловку полученного сотового констр кционного материала посередине по лосы пенополиуретана плотностью I50 кг/м3 и in полученной аютовки формируют средний клин и соединяют его с покрывающими пластинами
Такой способ позволяет получать легкую конструкцию лыжи, технологичную в
5 изготовлении и обладающую высокими проч постными свойствами
Пример 2 (фиг 3) Вспененным синтетическим материалом заполняют только сек ции рамки, шириной например, 15 мм Соседние секции оставляют незаполненными
0 Послующую распиловку производят по сере дине полосы вспененного синтетического материала Получают заготовку, и которой формируют средний клин
Такой способ позволяет получить еще более легкую лыжу Но из за меньшей
5 поверхности склеивания торцов сотового конструкционного материала с покрывающими пластинами эта конструкция имеет меньшую надежность в сравнении с вариантом на фиг 2
0Пример 3 (фиг 4) Сотовый конструкционный материал погружают одним из свободных концов в ванну, наполненную вспененным синтетическим материалом, например, на глубину 5 мм Затем, после по крайней мере частичного отверждения, его выни5 мают и погружают во вспененный синтетический материал другим свободным торцом 3 также, например, на глубину 5 мм После распиловки такого предварительно обработанного сотового материала к заготовке приклеивают твердые, например, деревянные боковины и затем формируется средний клин В продольном сечении такая заготовка имеет вид, изображенный, например, на фиг 5 Такая конструкция заготовки необходима для того чтобы при
g последующем формировании среднего клина на поверхность склеивания при последующем формировании среднего клина на поверхность склеивания с покрывающими пластинами не было раскрытых сот Такое
0
продольное сечение заготовки достигается, например, приклеиванием к носковой и пяточной частям заготовки сотового конструкционного материала с полностью заполненными сотами.
Такой способ позволяет получить легкую и надежную конструкцию лыж, однако он более трудоемок по сравнению с предыдущими вариантами и требует дополнительной древесины для боковин.
Пример 4 (фиг. 6). Заготовку по фиг. 3 погружают во вспененный синтетический материал последовательно одним и затем другим свободным торцом. Такой способ уменьшит расход древесины при сохранении надежности лыжи и ее прочностных ха- рактеристик.
Пример 5. Конструкцию с частичным заполнением сот по высоте (фиг. 4 и 6) и с продольным сечением (фиг. 7) получают, опуская заготовку из сотового конструкционного материал одним и затем другим свободным торцом в ванну, дну которой придана выпуклая форма, аналогичная форме и продольным размерам среднего клина. Такой способ позволяет при хорошей технологичности получать максимально легкую
0
5
0
конструкцию лыжи при сохранении ее высоких прочностных свойств и достаточной надежности.
Таким образом, предложенный способ изготовления лыжи обеспечивает повышение технологичности изготовления, улучшение качества продукции и увеличение сроков эксплуатации изделия.
Формула изобретения
Фие.З I 4
Фиг. 4
А-А
фиг 5
ГчЧЧЧЧЧЧ ч
J
5
WS.44 Ч Ч Ч
фиг. 7
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ОРОСИТЕЛЬНОЙ ЖИДКОСТИ К ФОРСУНКАМ | 2002 |
|
RU2237164C2 |
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |
