Область техники
Настоящее изобретение относится к химии и технологическим процессам, а более конкретно к композициям эпоксидных смол и слоистых изделий, и может быть использовано в производстве трехслойных (сэндвич) панелей из полимерных композиционных материалов (ПКМ). Данное изобретение может найти свое применение, в частности, в панелях пола воздушных судов, которые состоят из композитных сот и композитных обшивок.
Уровень техники
Сотовые панели нашли широкий спектр применения там, где требуется высокая прочность при небольшом весе. Соты и жесткая синтактная паста используются как легкий и прочный заполнитель во многих сэндвич-конструкциях. Соты являются очень популярным заполнителем из-за таких показателей, как отношение высокой прочности к малому весу и высокому сопротивлению к усталостным нагрузкам. Для изготовления сотового заполнителя применяют обширное количество материалов, включая металлы и композиционные материалы.
Обшивка, которая приклеивается к торцам сотового заполнителя, может быть изготовлена из широкого спектра материалов, включая различные ПКМ. Важным моментом в формовании любой сэндвич-панели является то, каким образом обшивка приклеивается к сотовому заполнителю. Обычно используют адгезивные способы соединения обшивки с сотами. Адгезивы должны прочно прикреплять обшивки к сотам, чтобы надлежащим образом распределять нагрузки от одной поверхности к другой и позволить конструкции выполнять все предусмотренные нагрузки в соответствии с используемыми при расчете прочностными параметрами. Если адгезив оказывается слабым по своим показателям, то это существенно влияет на прочность панели. Адгезив является одной из критических составных частей сэндвич-панели, в которой используется сотовый заполнитель, поскольку соты имеют относительно маленькую площадь контакта в области стыка с обшивкой.
Один из способов применения обшивки из композиционных материалов с сотовым заполнителем включает получение препрега, который состоит из волокнистого наполнителя и неотвержденной смолы. Препрег - это термин из индустрии композиционных материалов, обозначающий ткань, нетканый материал, жгуты или ровинги, которые предварительно пропитаны термореактивной смолой и которые готовы к стадии финального отверждения. Пленка адгезива обычно добавляется после отверждения препрега для последующего приклеивания к сотам (раздельное формование) или одновременного отверждения препрега и самого адгезива в сборке с сотовым заполнителем (совмещенное формование). Пленка агдезива может применяться как промежуточный слой или как интегральная часть препрега.
Используют различные приемы снижения массы сотовых сэндвич-панелей без снижения прочности конструкции. Один из применяемых способов снижения веса - это исключение отдельного адгезионного слоя. Эта задача решается путем изготовления обшивок из препрегов, которые являются самоклеющимися. Связующее, которое используется в таких самоклеющихся препрегах, должно удовлетворять двум требованиям: обеспечивать высокую прочность обшивки, в то же время поддерживая достаточное сильное ее склеивание с сотовым заполнителем. Детально самоклеющиеся обшивки описаны и опубликованы в европейских патентах ЕР 0927737 А1 и ЕР 0819723 А1 и U.S. Pat. Nos. 6,440,257 и 6,508,910.
Сотовые сэндвич-панели используются в качестве панелей пола в фюзеляжах воздушных судов. Панели пола классифицируются в зависимости от их зоны применения. Например, пассажирские воздушные суда обычно включают четыре типа панелей пола: 1) подкресельные панели, 2) панели проходов, 3) панели входов-выходов и кухни, 4) высоконагруженные панели. Физико-механические характеристики панелей очень зависят от различных нагрузок в процессе их использования. Например, панели проходов и подкресельные панели имеют тенденцию быть легкими и не такими прочными, как панели кухни или высоконагруженные панели багажного отделения и т.п.
Известно, что важное значение в конструировании любого летательного аппарата имеет снижение его общей массы. Важно производить панели настолько легкими, насколько это возможно, одновременно сохраняя различные конструкционные характеристики, которые требуется для конкретного типа панели пола. Даже небольшое изменение в поверхностной (кг/м2) плотности панели пола повлияет на относительное изменение общей взлетной массы самолета. Таким образом, необходимо изготавливать панели пола легкими по весу и с конструкционными требованиями, обеспечивающими их использование в различных видах самолетов и их конкретных участках.
Известен патент РФ 2055723 «Многослойная панель», предназначенный для использования в авиа-, судо-, автомобилестроении, в строительстве, изготовлении мебели и спортинвентаря.
Известна многослойная панель, содержащая выполненные на основе волокнистого полуфабриката наружные слои и размещенные между ними слои заполнителя, например, сотового, соединенные между собой путем бесклеевого термоформования с использованием термопластичного связующего, содержащегося в виде термоплавких волокон в структуре наружных слоев.
Известно [1], что термопластичные клеевые соединения обладают недостаточно высокой прочностью, поэтому применение таких конструкций допустимо в виде отделочного материала в строительстве, производстве мебели, спортинвентаря. Термоформование панелей на основе термопластичных связующих требует высоких давлений и температур, что требует специального дорогостоящего оборудования.
В авиастроении для изготовления элементов конструкции интерьера пассажирского самолета панели из указанных в изобретении материалов применяться не могут из-за высокой горючести, тепло- и дымовыделения при горении [2], не соответствующих требованиям авиационных стандартов [3].
Известен патент РФ 1445163 «Способ получения эпоксидной композиции».
Изобретение относится к способу получения эпоксидного связующего для получения препрегов и полимерных композиционных материалов с самозатухающими свойствами, в частности может быть использовано в производстве сотовых конструкций. Однако присутствие низкомолекулярной смолы ДЭГ-1 (диглицидиловый эфир диэтиленгликоля) полностью исключает возможность использования препрегов на основе данной композиции в производстве сотовых конструкций методом совмещенного формования. При повышении температуры выше 90°С, т.е. до начала отверждения при 125±5°С, связующее с верхней обшивки будет стекать по стенкам сот и при этом не обеспечивается достаточной для эксплуатации прочности приклеивания этой обшивки к сотам.
Известен патент РФ 2250830 «Конструкция панели сотовой».
Изобретение относится к авиационной промышленности для производства различных сотовых панелей интерьера с самозатухающими свойствами, а также с торцами, заполненными синтактной пастой (микросферопластом).
Известна конструкция сотовой панели, состоящая из верхней и нижней обшивок из органита 7ТЛ-Б(0)-2-Ш, приклеенных к сотовому заполнителю пленкой ВК-46, при этом торцы панели заполняются пастой ВПЗ-1-55.
Недостатком данного способа является использование раздельного формования обшивок и склеивания их с сотовым заполнителем, при этом используемые материалы ограничены Органитом 7ТЛ-Б(0)-2Ш и клеем ВК-46. Такие панели имеют ограниченный круг применения, чрезвычайно дорогостоящи из-за применения вышеуказанных материалов. Способ изготовления многоцикловый, трудоемкий и энергоемкий. В целом производство таких панелей нерентабельно, а применение ограничено.
Известны заготовки панелей пола, изготавливаемые ОНПП «Технология» по ТУ 1-596-417-01 [4]. Панели сотовые со стеклопластиковыми обшивками на основе стеклоткани Т-10-80 и связующего ЭП-2МК. Недостатком данных панелей являются высокая масса и низкая прочность при изгибе и чрезвычайно высокий прогиб при изгибе длинной балки по ОСТ 1.90265-78. Препреги на основе используемого связующего ЭП-2МК нетехнологичны в переработке (слишком высокая липкость и низкая жизнеспособность), а также требуют длительной, высокотемпературной термообработки: 4-6 часа при Т=160-170°С.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является состав для получения связующего для препрегов, способ получения связующего для препрегов, препрег и изделие по патенту РФ2176255 «Состав для получения связующего для препрегов, способ получения связующего для препрегов, препрег и изделие».
Согласно изобретению для получения связующего для препрегов берется эпокситрифенольная смола, низкомолекулярная эпоксидиановая смола, отвердители -дициандиамид и бис(N,N′-диметилкарбамид) дифенилметан в массовом соотношении: (50-60):(25-35):(4-10):(3-4):(4-6) и, возможно, растворитель - смесь алифатического спирта с ацетоном в массовом соотношении 3:5 в количестве 0-82 (мас.ч.).
Способ получения связующего для препрегов, состоящий в смешивании предварительно приготовленной пасты - измельченной до размера частиц 3-5 мкм смеси отвердителей с частью расплавленной низкомолекулярной эпоксидиановой смолы - с последующим совмещением пасты со сплавом оставшейся части низкомолекулярной эпоксидиановой смолы, эпокситрифенольной смолы и высокомолекулярной эпоксидиановой смолы и использованием, при необходимости, растворителя.
Препрег содержит предлагаемое эпоксидное связующее и волокнистый наполнитель в соотношении (30-42):(58-70) мас.% соответственно. В качестве наполнителя используются стеклянные, углеродные, органические жгуты, ленты, ткани и нити а также их сочетания.
Недостатком указанного состава и способа изготовления является: отсутствие в составе связующего антипиренов (продуктов, снижающих горючесть материала);
состав отвердителя требует повышенной (около 160°С) температуры отверждения; содержание большого количества эпокситрифенольной и низкомолекулярной диановой смолы, обладающих высокой текучестью при повышенных температурах, делает невозможным осуществление совмещенного формования и склеивания обшивок с сотовым заполнителем.
Сотовые панели, изготавливаемые с использованием заявленного состава и препрега на его основе, не могут быть использованы в конструкциях полов самолетов и других транспортных средств из-за своей горючести, не соответствующей требованиям АП-25 [3]. Процесс изготовления их возможен только методом раздельного формования с использованием дополнительно клеевой пленки, что как указывалось ранее, повышает трудоемкость, энергоемкость, а также снижает производительность и рентабельность производства.
Сущность изобретения
Задачей данного изобретения является разработка состава связующего и препрегов на его основе, обладающих совокупностью самозатухающего и самоклеющегося свойств, для изготовления методом совмещенного формования сотовых панелей пола с высоким сопротивлением изгибающим нагрузкам, имеющих сниженную энергоемкость и высокую технологичность в производстве.
Кроме того, изделия, выполняемые с использованием связующего, например сотовые панели, должны обладать высокой технологичностью и пожаробезопасностью.
Более того, связующее и технология производства изделий должны обеспечивать их высокое качество.
Поставленная задача решается тем, что:
в составе и способе изготовления связующего, препрега и сотовой панели использовано связующее включающее: эпоксидиановую смолу, высокомолекулярную эпоксидную смолу, бис(N,N'-диметилкарбамид) дифенилметан и растворитель - смесь алифатического спирта и ацетона в соотношении 1:2, связующее содержит дополнительно эпоксиноволачную смолу и эпоксидную смолу на основе тетрабромдиана при следующем соотношении компонентов (мас.ч.)
в способе получения связующего для препрегов путем смешения компонентов с предварительным диспергированием бис(N,N'-диметилкарбамида) в части низкомолекулярной эпоксидиановой смолы, отличающийся тем, что высокомолекулярную эпоксидную смолу сначала сплавляют с оставшейся частью низкомолекулярной эпоксидиановой смолы, эпоксиноволачной смолой, смолой на основе тетрабромдиана при температуре 130-150°С, а затем при температуре 50-70°С совмещают с полученной дисперсией с добавлением необходимого количества растворителя;
в препреге, полученном на основе эпоксидного связующего и волокнистого наполнителя в виде стеклянных, углеродных, органических жгутов, лент, тканей и (или) сочетаний на их основе, в качестве связующего используют состав по п.1 при следующем соотношении компонентов (мас.%):
эпоксидное связующее 28-45
волокнистый наполнитель 55-72
а в качестве волокнистого наполнителя используется стеклоткань сатинового плетения 8/3 из высокомодульного алюмагнийсиликатного волокна;
в трехслойной панели, состоящей из среднего слоя полимерсотопласта и обшивок из полимерного композиционного материала, обшивки изготовлены из вышеуказанного препрега, в процессе сборки панели перед формованием отдельные участки и кромки полимерсотопласта заполняются синтактной пастой, которая затем подвергается отверждению в составе панели.
Изобретение позволяет производить препреги с самоклеящими свойствами, обеспечивающими высокую прочность и пожаробезопасность изготавливаемых из них сотовых панелей при минимальных расходах материалов, электроэнергии и трудозатрат, а сами сотовые панели, изготовленные по данному изобретению, при близких и даже лучших весовых параметрах имеют более высокие механические свойства по результатам специальных испытаний, проводимых для панелей пола пассажирских самолетов и характеризующих воспринимаемые ими эксплуатационные нагрузки.
Осуществление изобретения
1. Согласно изобретению в качестве компонентов эпоксидного самоклеящегося связующего с пониженной горючестью используются:
- эпоксиноволачные смолы ЭН-6 и УП-643 (глицидиловые эфиры новолаков СФ-0121 и СФ-0113), изготавливаемые по ТУ 2225-11131395-2003;
- эпоксидная смола на основе тетрабромдиана под маркой УП-631, изготавливаемая по ТУ 2225-652-11131395-2008;
- эпоксидиановые смолы ЭД-22, ЭД-20, изготавливаемые по ГОСТ 10587-84;
- высокомолекулярные эпоксидные смолы: диапласт (ТУ 2225-386-11131395-97) и Э-49П (ТУ 210-1592-76);
- бис(N,N′-диметилкарбамид)дифенилметап - отвердитель №9, ТУ 2494-480-04872688-2006;
- растворитель - смесь ацетона и алифатического спирта (этилового или изопропилового) в соотношении от 2:1 до 1:2.
2. Приготовление связующего осуществляют в смесителях механического перемешивания с двумя мешалками: быстроходной зубчатой (диспергатор) и тихоходной (рамной). Смеситель должен быть оснащен:
рубашкой обогрева, обратным холодильником и системой вакуумирования, например, СПЕМП-270,03-ВК-Р70 производства ООО НПП «Диспод».
3. Получение препрега осуществляют из тканей и лент по растворной технологии на пропиточных машинах вертикального типа, например, УПСТ-100М, УПСТ-300, или из ровингов и жгутов по расплавной технологии на установках типа УОЛ-300 производства ОАО САВМА.
4. Для изготовления препрега по п.4 используется стеклоткань сатинового плетения 8/3 из высокомодульного алюмомагнийсиликатного волокна марки ВМП. Стеклоткань под маркой Т-10(ВМП)-4С выпускается по ТУ 5952-183-05786904-04 НПК «Терм».
5. Средний слой трехслойной панели изготавливается из полимерсотопласта средней и высокой плотности отечественного или зарубежного производства.
Формование трехслойных панелей осуществляется в многоэтажном гидравлическом прессе с плитами, обогреваемыми термальным маслом.
6. Заполнение отдельных участков сотового заполнителя осуществляется синтактной пастой, состоящей из негорючего эпоксидного связующего и стеклянных микросфер, например, ВП3-7М (ТР 1.2.924-84 ФГУП ВИАМ). Отвержденная в составе трехслойной панели паста представляет собой жесткий микросферопластик с прочностью на сжатие 4,0-5,0 МПа.
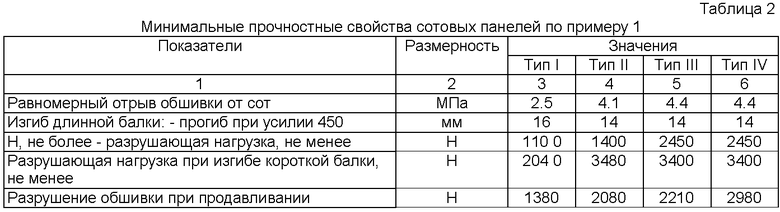
Пример 1
В смесителе с быстроходной зубчатой и тихоходной рамной мешалкой диспергируют отвердитель 9 (3,0 мас.ч.) с эпоксидиановой смолой ЭД-20 (6 мас.ч.) до тонкодисперсного состояния. Перемешивание производят под вакуумом 0,6±0,1 кгс/см и температуре 50±5°С в течение 60±30 мин. Полученный аддукт разливают в полиэтиленовые банки с широкой крышкой и хранят при температуре 20±5°С в течение не более 3-х месяцев или в холодильной камере до 1 года.
В аналогичный смеситель, дополнительно снабженный обратным холодильником, загружают эпоксидиановую смолу ЭД-20 (4 мас.ч.), эпоксиноволачную смолу УП-643 (25 мас.ч.), бромдиановую смолу УП-631 (16 мас.ч.) нагревают при перемешивании до 140-150°С, порциями добавляют смолу Э-49 (3,0 мас.ч.) и перемешивают в течение 2-3 часов. Полученный форконденсат охлаждают до температуры 60°С, добавляют спирто-ацетоновую смесь 2:1 до требуемой концентрации (например 50 м.ч.) и полученный ранее аддукт (9,0 мас.ч.) после чего производят перемешивание компонентов в течение 90±30 мин при температуре 60±5°С.
Полученное связующее охлаждают до комнатной температуры и разливают в плотно закрываемые стеклянные бутыли или оцинкованные фляги. Хранят полученное связующее при температуре не ниже 15°С и не более 3-х мес. во избежание кристаллизации и выпадения в осадок смолы УП-631.
В случае выпадения осадка связующее вторично подвергают перемешиванию при температуре 50-60°С до полного исчезновения осадка.
Свойства связующего:
Плотность при 20°С 1,05±0,01 г/см2.
Время желирования при 20°С не менее 12 мин.
Полученным раствором предлагаемого связующего пропитывают тканый волокнистый наполнитель с последующим удалением растворителя сушкой при температуре не более 90°С до содержания остаточного растворителя в препреге 0,3-2,0 мас.%.
Полученные таким образом препреги сохраняют свои реокинетические свойства, т.е. жизнеспособность к дальнейшей переработке при температуре не выше +25°С не менее 3-х месяцев и не менее 1 года при температуре не выше -8°С.
Полученные препреги используют при изготовлении сотовых панелей методом совмещенного горячего прессования. На металлический лист, обработанный антиадгезионной смазкой, выкладывают из препрега нижнюю обшивку, поверх обшивки укладывают сотовый заполнитель, разрезанный на листы заданной высоты, поверх сотового заполнителя укладывается верхняя обшивка и обработанный антиадгезионной смазкой металлический лист.
Собранный таким образом пакет помещается между обогреваемыми плитами гидравлического пресса. Подается давление формования из расчета от 2-х до 4-х кгс на см формуемой панели. Отверждение при давлении проводится при 130±5°С не менее 2-х часов. Плиты пресса охлаждаются под давлением до 60±10°С, и готовые панели извлекают из пресса.
Примечание: Допускается при качественной поверхности плит пресса производить их обработку антиадгезионным составом и не использовать дополнительно металлические листы (т.н. цулаги).
В зависимости от назначения и расположения в пассажирском салоне самолета панели изготавливаются 4-х типов.
Тип 1 - трехслойная панель с обшивками из 2-х слоев препрега на основе предлагаемого связующего и стеклоткани Т-10-14, причем содержание связующего в слое, прилегающем к сотам, составляет 39±3 мас.%, а в наружном слое - 33±3 мас.%. В качестве наполнителя используется сотопласт с плотностью от 60 до 100 кг/м3.
Тип 2 - сотовая панель изготовленная аналогично панели тип 1, но с использованием сотопласта с плотностью от 120 до 155 кг/м3.
Тип 3 - сотовая панель изготовленная аналогично типу 2, но содержащая в каждой обшивке дополнительно по одному слою препрега с содержанием связующего 33±3 мас.%.
Тип 4 - сотовая панель, изготовленная аналогично типу 2, но содержащая в верхней обшивке дополнительно 2 слоя препрега с содержанием связующего 33±3 мас.%.
Параметры и механические свойства получаемых панелей приведены в таблице 1.
В таблице 3 приведены сравнительные характеристики панелей, изготовленных на основе предлагаемого связующего и различных стеклотканей. Стеклоткань Т-10-14 изготавливается из алюмоборосиликатного волокна и также используется в панелях пола выпускаемых ОНПП «Технология» по ТУ 1-596-417-01, стеклоткань Т-10-14 наряду со стеклотканью Т-10(ВМП)-4С предлагается к использованию в данном изобретении в примере 2.
Пример 2
Аналогично примеру 1 изготавливают 60%-й раствор эпоксидного связующего при следующем соотношении компонентов, мас.ч.:
Хранение связующего осуществляют аналогично примеру 1.
С использованием полученного связующего изготавливают препреги на основе стеклоткани Т-10(ВМП)-4С.Свойства получаемых препрегов приведены в таблице 4.
Из полученных препрегов изготавливают сотовые панели по технологии, изложенной в п.1. В отличии от п.1, перед укладкой препрега верхней обшивки отдельные участки сотопласта согласно чертежу на панель по шаблонам заполняют синтактной пастой, например ВП3-7М, затем процесс изготовления продолжается по технологии п.1.
В зависимости от назначения панели изготавливаются трех типов:
Тип 1 - с обшивками из 2-х слоев препрега на основе стеклоткани Т-10(ВМП)-4С, содержащих 36±3% связующего и полимерсотопласта с плотностью 95±10 кг/м, высотой 10±1 мм.
Тип 2 - сотовая панель аналогичная панели тип 1 с сотовым заполнителем плотностью 145±15 кг/м.
Тип 3 - сотовая панель аналогичная типу 2, содержащая в обшивках 3 слоя препрега.
Свойства сотовых панелей получаемых по примеру 2 приведены в таблице 3.
Пример 3
В смеситель-диспергатор небольшой емкости 2-10 л загружают 4,5 мас.ч. диапласта и 10 мас.ч. смолы ЭД-22, при перемешивании доводят температуру до 140±5°С и продолжают перемешивать при данной температуре в течение 30-90 мин до образования гомогенного форконденсата. Скорость вращения диспергатора 50-1000 об/мин, рамной мешалки - 10-15 об/мин.
В смеситель-диспергатор большего объема 30-100 л загружают 3,5 мас.ч. отвердителя №9 и 18 мас.ч. смолы УП-631, добавляют 30 мас.ч. растворителя - смеси ацетона со спиртом в соотношении 2:1 и производят диспергирование при нормальной температуре в течение 30-60 мин. Скорость вращения диспергатора 1000-3000 об/мин, рамной мешалки - 10-40 об/мин.
В полученную суспензию добавляют ранее приготовленный форконденсат, малый смеситель промывают остатком растворителя 10 м.ч. и промывочный раствор выливают в большой смеситель. Доводят температуру до 60±5°С, добавляют 24 мас.ч. смолы ЭН-6 и перемешивают в течение 60-120 мин до получения устойчивого раствора связующего.
Хранение и применение полученного связующего осуществляют аналогично примерам 1 и 2.
Пример 4
Аналогично примеру 1 получают расплав связующего без добавления растворителя при следующем соотношении компонентов, мас.ч.:
Термоплавкое (расплавное) связующее хранят в плотно закрываемой таре с широкой горловиной в течение 3-х месяцев при комнатной температуре и до одного года - в холодильной камере.
Свойства связующего:
Полученное связующее используется для получения однонаправленного препрега, например, на основе стеклоровинга ЕСВ 1260Н-78 или РВМПН -1260-78 на пропиточной машине горизонтального типа.
Расплавленное в фильерно-ракильном устройстве связующее выливается через щелевой зазор на транспортирующую антиадгезионную подложку, совмещается с волокнистым материалом и поочередно (2-3 цикла) подогревается на обогреваемом столе и прокатывается в горячих каландрах, затем полученный таким образом препрег охлаждается и сматывается в рулоны.
Высокая прочность склеивания обшивок с сотовым заполнителем во всех приведенных примерах (таблицы 2,4,6), приводящая в большинстве случаев к разрушению последнего, достигается благодаря оптимальному соотношению в составе связующего высоковязкой эпоксиноволачной смолы и высокомолекулярной эпоксидной смолы с низкомолекулярной низковязкой эпоксидиановой смолой и получению на основе предлагаемого связующего т.н. самоклеящихся препрегов.
Свойства получаемых препрегов приведены в таблице 5.
Из полученных препрегов изготавливают сотовые панели аналогично п.1. Свойства получаемых панелей приведены в таблице 6.
няя, мас.%
Использование, эффективность.
Предлагаемое связующее универсально, то есть может использовать для получения препрегов по растворной и расплавной технологиям; на основе текстильных и однонаправленных волокнистых наполнителей, изготовленных из волокон различной природы стекло-, органо-, и углеродных, а также их сочетаний (гибридные препреги).
Изобретение позволяет производить препреги с самоклеящими свойствами, обеспечивающими высокую прочность и пожаробезопасность изготавливаемых из них сотовых панелей при минимальных расходах материалов, электроэнергии и трудозатрат.
Сотовые панели, изготовленные по данному изобретению при близких и даже лучших весовых параметрах имеют более высокие механические свойства по результатам специальных испытаний проводимых для панелей пола пассажирских самолетов и характеризующих воспринимаемые ими эксплуатационные нагрузки.
Предлагаемое связующее, препрег и сотовые панели могут изготавливаться из компонентов отечественного производства, что при равных технических параметрах с зарубежными аналогами позволяет снизить стоимость их производства.
Сотовые панели, изготовленные из препрегов на основе связующего предлагаемых в данном изобретении по пожаробезопасности, соответствуют нормам АП-25 и НЛГС.
Предлагаемое изобретение решает задачи создания новых авиационных конструкций, материалов и технологий, в частности, может быть использовано при изготовлении панели пола пассажирского салона, которая представляет собой панель, включающую полимерный сотовый заполнитель и обшивки из эпоксидного самозатухающего стеклотекстолита на основе самоклеящего связующего и волокнистого наполнителя в виде тканей или ровингов.
Изготовление панелей осуществляется по препреговой бесклеевой технологии совмещенного формования склеивания, то есть формируется пакет из сотового заполнителя с обшивками из препрега на основе волокнистого наполнителя и эпоксидного модифицированного самозатухающего связующего. Собранный пакет помещается между обогреваемыми плитами гидравлического пресса и формуется при давлении от 2-х до 4-х кгс/см по температурному режиму, установленному для разработанного связующего.
Обеспечение пожаробезопасности панелей (соответствие требованиям АП-25) достигается введением в состав связующего эпоксидиановой смолы на основе тетрабромдиана.
Для предотвращения отекания связующего из верхней обшивки по сотам на нижнюю и повышения прочности склеивания верхней обшивки с сотами в составе связующего уменьшено содержание низкомолекулярной эпоксидиановой смолы, а вместо эпокситрифенольной смолы в состав связующего введена высоковязкая эпоксиноволачная смола.
Для качественного приклеивания к сотовому заполнителю в слоях препрега, прилегающих к сотовому заполнителю, может содержаться количество связующего 39±3%, а в наружных слоях для повышения изгибной жесткости панели содержание связующего снижается до 33±3%.
Для повышения стойкости панелей к водопоглощению и усиления их в местах контакта с силовыми элементами планера самолета, а также для размещения элементов крепежа, отдельные участки и торцы панелей могут заполняются перед формованием негорючей синтактнои пастой на основе стеклянных микросфер.
Заполнение пасты производится в ячейки сотового заполнителя перед сборкой пакета с обшивками из препрега, чем обеспечивается качественное прилегание и приклеивание обшивок на заполненных пастой участках панели. Благодаря тому, что заполнитель находится внутри ячеек сотопласта, предотвращается его выкрашивание из панели в процессе механической обработки и эксплуатации.
Благодаря применяемой технологии предварительного заполнения синтактнои пасты в ячейки сотового заполнителя и технологии совмещенного формования обшивок и склеивания их с сотовым заполнителем сокращается трудоемкость процесса изготовления панели, цикл производства и себестоимость благодаря отсутствию дорогостоящего клея, ряда вспомогательных материалов, используемых при раздельном формовании, энергозатрат на производство и, соответственно, стоимость получаемой панели.
Используемые источники
1. Кардашов Д.А. Петрова А.П. Полимерные клеи. Создание и применение. - М.: Химия, 1983.
2. Копылов В.В. Новиков С.Н. Оксентьевич Л.А. и др. / Под ред. А.Н. Праведникова Полимерные материалы с пониженной горючестью. - М.: Химия, 1986. 224 с.
3. АП-25. Авиационные правила. Часть 25.
4. ТУ 1-596-417-11 Заготовки панелей пола
5. В.А.Бобылев. Специальные эпоксидные смолы для клеев и герметиков. Клеи, герметики, технологии, №5, 2005 г.
6. ОСТ 1.90265-78 Пластмассы. Метод определения прочности при изгибе трехслойных материалов с сотовым заполнителем.
7. ТР 1.2.924-84 Приготовление и применение полимерных заполнителей - сферопластов ВПЗ-7 и ВПЗ 7М.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОПЛАВКОЕ СВЯЗУЮЩЕЕ, СПОСОБ ПОЛУЧЕНИЯ ЕГО, ПРЕПРЕГ И СОТОВАЯ ПАНЕЛЬ, ВЫПОЛНЕННЫЕ НА ЕГО ОСНОВЕ | 2011 |
|
RU2486217C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559495C1 |
| Полимерная композиция для изготовления сотовых панелей | 2016 |
|
RU2661575C1 |
| ПРЕПРЕГ НА ОСНОВЕ КЛЕЕВОГО СВЯЗУЮЩЕГО ПОНИЖЕННОЙ ГОРЮЧЕСТИ И СТЕКЛОПЛАСТИК, УГЛЕПЛАСТИК НА ЕГО ОСНОВЕ | 2018 |
|
RU2676634C1 |
| Эпоксидное связующее, препрег и изделие, выполненное из них | 2022 |
|
RU2797591C1 |
| КОНСТРУКЦИОННЫЙ ПЛЁНОЧНЫЙ КЛЕЙ ПОНИЖЕННОЙ ГОРЮЧЕСТИ | 2022 |
|
RU2803988C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ И ИЗДЕЛИЕ | 2000 |
|
RU2176255C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2004 |
|
RU2263690C1 |
| СТЕКЛОПЛАСТИК И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2014 |
|
RU2560419C1 |
| СОТОВАЯ ПАНЕЛЬ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2544827C1 |
Изобретение относится к композициям эпоксидных смол и получению слоистых изделий и может использоваться в производстве трехслойных панелей. Связующее содержит (мас.ч.): низкомолекулярную эпоксидиановую смолу 10-20, высокомолекулярную эпоксидную смолу 3-6, бис(N,N′-диметилкарбамид) дифенилметан 3-5, эпоксиноволачную смолу 15-25, эпоксидную смолу на основе тетрабромдиана 16-24 и растворитель - смесь алифатического спирта и ацетона в соотношении 1:2 0-50. Связующее получают диспергированием бис(N,N′-диметилкарбамида) в части низкомолекулярной эпоксидиановой смолы. Затем высокомолекулярную эпоксидную смолу сплавляют с оставшейся частью низкомолекулярной эпоксидиановой смолы, эпоксиноволачной смолой, смолой на основе тетрабромдиана при 130-150°С. При 50-70°С совмещают с полученной дисперсией с добавлением необходимого количества растворителя. На основе связующего и волокнистого наполнителя получают препреги. Препрег используют для изготовления обшивки в трехслойной панели. Изобретение позволяет получить связующее и препрег на его основе и сотовые панели, обладающие самозатухающими, высокими механическими свойствами при минимальных расходах материалов, электроэнергии и трудозатрат. 4 н. и 2 з.п. ф-лы, 6 табл., 4 пр.
1. Состав для получения связующего для препрега, содержащий эпоксидиановую низкомолекулярную смолу, высокомолекулярную эпоксидную смолу, бис(N,N′-диметилкарбамид) дифенилметан и растворитель - смесь алифатического спирта и ацетона в соотношении 1:2, отличающийся тем, что содержит дополнительно эпоксиноволачную смолу и эпоксидную смолу на основе тетрабромдиана при следующем соотношении компонентов, мас.ч:
2. Способ получения связующего для препрегов путем смешения компонентов по п.1 с предварительным диспергированием бис(N,N′-диметилкарбамида) в части низкомолекулярной эпоксидиановой смолы, отличающийся тем, что высокомолекулярную эпоксидную смолу сначала сплавляют с оставшейся частью низкомолекулярной эпоксидиановой смолы, эпоксиноволачной смолой, эпоксидиановой смолой на основе тетрабромдиана при температуре 130-150°С, а затем при температуре 50-70°С совмещают с полученной дисперсией с возможным добавлением необходимого количества растворителя.
3. Препрег, полученный на основе эпоксидного связующего и волокнистого наполнителя в виде стеклянных, углеродных, органических жгутов лент, тканей и/или сочетаний на их основе, отличающийся тем, что в качестве связующего используют состав по п.1 при следующем соотношении компонентов, мас.%:
4. Препрег по п.3, отличающийся тем, что в качестве волокнистого наполнителя используется стеклоткань сатинового плетения 8/3 из высокомодульного алюмагнийсиликатного волокна.
5. Трехслойная панель, состоящая из среднего слоя полимерсотопласта и обшивок из полимерного композиционного материала, отличающаяся тем, что обшивки изготовлены из препрега по одному из пп.3 и 4.
6. Трехслойная панель по п.5, отличающаяся тем, что в процессе сборки панели перед формованием отдельные участки и кромки полимерсотопласта заполняются синтактной пастой, которая затем подвергается отверждению в составе панели.
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ И ИЗДЕЛИЕ | 2000 |
|
RU2176255C1 |
| SU 1311229 А, 07.04.1991 | |||
| JP 2010265371 А, 25.11.2010. | |||

