прорезает в обрабатываемом материале щель 7 по винтовой линии, образующийся межщелевой целик скалывается трех- сегментным коническим скалывателем 3,
и одновременно алмазный шпифовальный круг 4 производит зачистку остаточных гребешков 8. 2 с. и 2 з.п.ф-лы, 2 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для обточки каменных валов | 1989 |
|
SU1719231A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СФЕРИЧЕСКОЙ ПРОБКИ КРАНА С ШАРОВЫМ ЗАТВОРОМ | 1995 |
|
RU2122487C1 |
| Исполнительный орган проходческогоКОМбАйНА | 1979 |
|
SU848626A1 |
| СТАНОК ДЛЯ ОБТОЧКИ АЛМАЗОВ | 1996 |
|
RU2113966C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУМЕНТА | 1993 |
|
RU2072297C1 |
| ДИСКОВАЯ ПИЛА | 1991 |
|
RU2035304C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАЗОВАНИЯ МЕЛКИХ ОТВЕРСТИЙ | 1972 |
|
SU337205A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ ШЛИФОВАЛЬНЫМ КРУГОМ | 1998 |
|
RU2130375C1 |
| Исполнительный орган горного комбайна | 1975 |
|
SU653389A2 |
| СПОСОБ ПРОДОЛЬНО-ПОПЕРЕЧНОГО ПОЛИРОВАНИЯ ЛЕПЕСТКОВЫМ АБРАЗИВНЫМ ИНСТРУМЕНТОМ | 2003 |
|
RU2239535C1 |
Изобретение относится к технологии обработки камня, керамики, бетона и может быть использовано в машиностроении и промышленности строительных материалов на операциях черновой и получистовой обработки каменных валов с большими припусками, в частности для предварительного обтачивания гранитных валов бумагоделательных машин и цилиндрических колонн, и позволяет повысить производительность. Это достигается тем, что алмазная дисковая пила 2 прорезает в обрабатываемом материале щель 7 по винтовой линии, образующийся межщелево целик складывается с трехсегментным коническим скалывателем 3, и одновременно алмазный шлифовальный круг 4 производит зачистку остаточных гребешков 8. 2 с. и 2 з.п.ф-лы, 2 ил.
Изобретение относится к технологии1 обработки камня, керамики, бетона и может быть использовано в машиностроении и промышленности строительных материалов на операциях черновой и получистовой обработки каменных валов с большими припусками, в частности, для предварительного обтачивания гранитных валов бумагоделательных машин и цилиндрических колонн
Цель изобретения - повышение производительности и качества обработки.
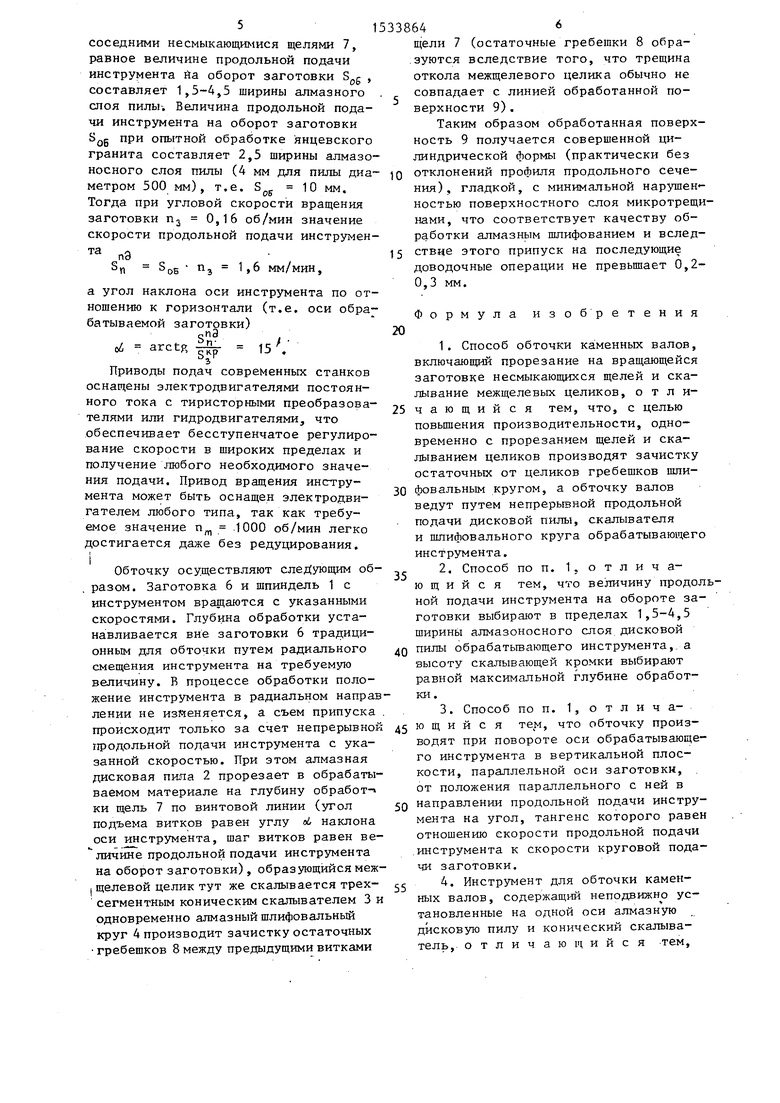
На фиг. 1 изображена схема обработки в проекции на вертикальную плоскость, параллельную осям заготовки и инструмента; на фиг. 2 - трехсегмент- ный конический скалыватель.
Инструмент состоит из шпинделя 1, на котором установлены алмазная дисковая пила 2, трехсегментный конический скалыватель 3 и алмазный шлифовальный круг 4, закрепленные фланцами 5. Пила 2, обрабатывая заготовку 6, прорезает щель 7 по винтовой линии, между витками которой -образуется целик, разрушаемый скалывателем 3, а остающиеся после скола гребешки 8 срезает шлифовальный круг 4, оставляя гладкую обработанную поверхность 9
Способ обточки каменных валов осуществляют следующим образом.
На шпиндель 1 станка или силовой головки устанавливаются алмазная дисковая пила 2, трехсегментный конический скалыватель 3, а также алмазный шлифовальный круг 4 и фиксируются при помощи фланцев 5 или другим известным способом, причем пилу 2, скалыватель 3 и круг 4 располагают так, что вектор скорости продольной (вдоль оси заготовки) подачи комбинированного инструмента направлен от круга 4 к пиле 2 и круг 4 находится выше пилы 2 при наклоне на определенный угол шпинделя 1. Наклон выполняют, например, за счет установки салазок шпиндельной бабки или силовой головки призматической нижней частью со стороны пилы 2 на цилиндри5
0
0
5
0
ческую деталь основания и плоской нижней частью со стороны круга 4 на подпружиненный ролик механизма регулировки положения оси шпинделя 1.
Заготовка 6 устанавливается в бабках-центрах, кулачковых патронах или любых других приспособлениях для базирования, закрепления и передачи вращения заготовке в процессе обработки. Направление вращения заготовки 6 выбирают так, чтобы вектор скорости круговой подачи заготовки в точке контакта с инструментом был направлен вертикально вниз. Тогда вектор скорости условной круговой подачи инструмента относительно заготовки в этой же точке направлен вертикально вверх, а вектор скорости суммарной (круговой и продольной) подачи инструмента повернут в вертикальной плоскости, параллельной оси заготовки, от вертикального положения в направлении продольной подачи на тот же угол ai (т.е. до совпадения с плоскостью вращения шпинделя).
Пример . Угловая скорость вращения шпинделя станка п должна обеспечивать оптимальную скорость резания (Vp) гранита алмазным инструментом Vp 25 м/с, тогда при диаметре инструмента D 500 мм
1000 об/мин.
КЮО-Ур 60 ff-Dn
Угловая скорость вращения заготовки пэ должна обеспечивать оптимальную скорость ее круговой подачи sj при резании гранита алмазным инструментом (по известным в камнеобработкрке рекомендациям S3 0,4 м/мин при
диаметре инструмента 500 мм и глубине резания 40 мм). Тогда при диаметре заготовки DJ 800 мм
пъ
юоо-зУ
,
0,16 об/мин.
Скорость продольной (вдоль оси запЭ
готовки) подачи инструмента Sn назначают так, что расстояние между
эое
соседними несмыкающимися щелями 7, равное величине продольной подачи инструмента на оборот заготовки S составляет 1,5-4,5 ширины алмазного слоя пилы. Величина продольной подачи инструмента на оборот заготовки SQg при опытной обработке янцевского гранита составляет 2,5 ширины алмазоносного слоя пилы (4 мм для пилы диаметром 500 мм), т.е. 5ОБ 10 мм. Тогда при угловой скорости вращения заготовки п3 0,16 об/мин значение скорости продольной подачи инструмента пЭ
sn SoB nj 1 6 мм/мин,
а угол наклона оси инструмента по отношению к горизонтали (т.е. оси обрабатываемой заготовки)
oi arctp,
спЭ un
SЈP
15
;
Приводы подач современных станков оснащены электродвигателями постоянного тока с тиристорными преобразователями или гидродвигателями, что обеспечивает бесступенчатое регулирование скорости в широких пределах и получение любого необходимого значения подачи. Привод вращения инструмента может быть оснащен электродвигателем любого типа, так как требуемое значение п 1000 об/мин легко достигается даже без редуцирования.
Обточку осуществляют следующим образом. Заготовка 6 и шпиндель 1 с инструментом вращаются с указанными скоростями. Глубина обработки устанавливается вне заготовки 6 традиционным для обточки путем радиального смещения инструмента на требуемую величину. В процессе обработки положение инструмента в радиальном направлении не изменяется, а съем припуска происходит только за счет непрерывной продольной подачи инструмента с указанной скоростью. При этом алмазная дисковая пила 2 прорезает в обрабатываемом материале на глубину обработ- ки щель 7 по винтовой линии (угол подъема витков равен углу oL наклона оси инструмента, шаг витков равен ве- личине продольной подачи инструмента на оборот заготовки), образующийся межщелевой целик тут же скалывается трех- сегментным коническим скалывателем 3 и одновременно алмазный шлифовальный круг 4 производит зачистку остаточных гребешков 8 между предыдущими витками
533864
щели
ю
20
7 (остаточные гребешки 8 образуются вследствие того, что трещина откола межщелевого целика обычно не совпадает с линией обработанной поверхности 9).
Таким образом обработанная поверхность 9 получается совершенной цилиндрической формы (практически без отклонений профиля продольного сечения) , гладкой, с минимальной нарушен- ностью поверхностного слоя микротрещинами, что соответствует качеству обработки алмазным шлифованием и вследствие этого припуск на последующие доводочные операции не превышает 0,2- 0,3 мм.
Формула изобретения
,- 2. Способ по п. 1. отличающийся тем, что величину продольной подачи инструмента на обороте заготовки выбирают в пределах 1,5-4,5 ширины алмазоносного слоя дисковой
4Q пилы обрабатывающего инструмента, а высоту скалывающей кромки выбирают равной максимальной глубине обработки .
тем, что обточку производят при повороте оси обрабатывающего инструмента в вертикальной плоскости, параллельной оси заготовки, от положения параллельного с ней в направлении продольной подачи инструмента на угол, тангенс которого равен отношению скорости продольной подачи инструмента к скорости круговой подачи заготовки.
что, с целью повышения производительности, инструмент дополнительно снабжен алмазным шлифовальным кругом, установленным на общем валу с пилой и скалывателем, а конический скалыватель выполнен трехсегментным, при этом наружный диаметр скалывателя меньше одинаковых наружных диаметров пилы и круга на две высоты алмазоносного слоя пилы.
Фиг.2
| Промышленность строительных материалов | |||
| Сер | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Профильная обработка природного камня.-Обзорная информация, 1987, выл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
| fi, | |||
