фиг. 1
ел
ОЭ
J
4
to
СО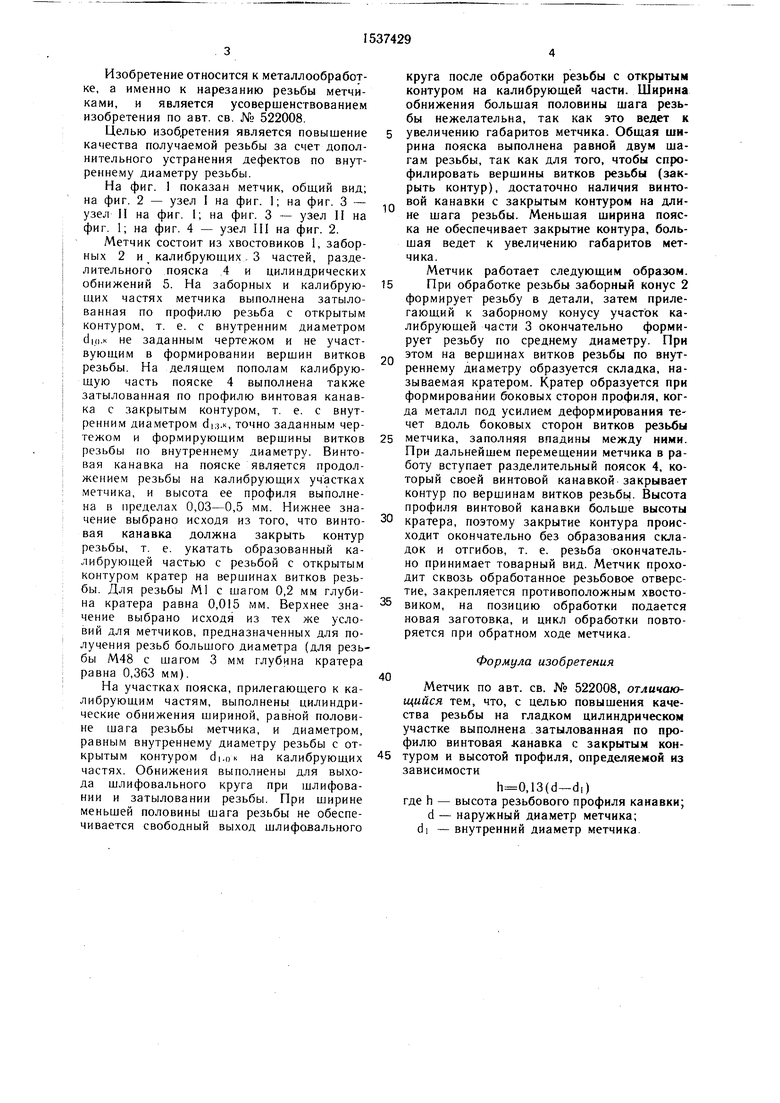
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| Бесстружечный метчик | 1986 |
|
SU1466859A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| Метчик бесстружечный | 1985 |
|
SU1243872A1 |
| Метчик | 1986 |
|
SU1411105A1 |
| Метчик | 1987 |
|
SU1516207A1 |
| Метчик для нарезания точных резьб | 1986 |
|
SU1393556A2 |
| Бесстружечный метчик | 1975 |
|
SU782940A1 |
| Деформирующий метчик | 1985 |
|
SU1407710A1 |
| Бесстружечный метчик | 1988 |
|
SU1637924A1 |
Изобретение относится к металлообработке, а именно к нарезанию резьбы метчиками. Целью изобретения является повышение качества получаемых резьб за счет дополнительного устранения дефектов по внутреннему диаметру резьбы. Метчик состоит из хвостовиков 1, заборных 2 и калибрующих 3 частей разделительного пояса 4 и цилиндрических обнижений 5. На заборных 2 и калибрующих 3 частях выполнена затылованная по профилю резьба с открытым контуром, т. е. с внутренним диаметром D1о.к., а на пояске 4 - также затылованная по профилю винтовая канавка с закрытым контуром с внутренним диаметром D1з.к.. 4 ил.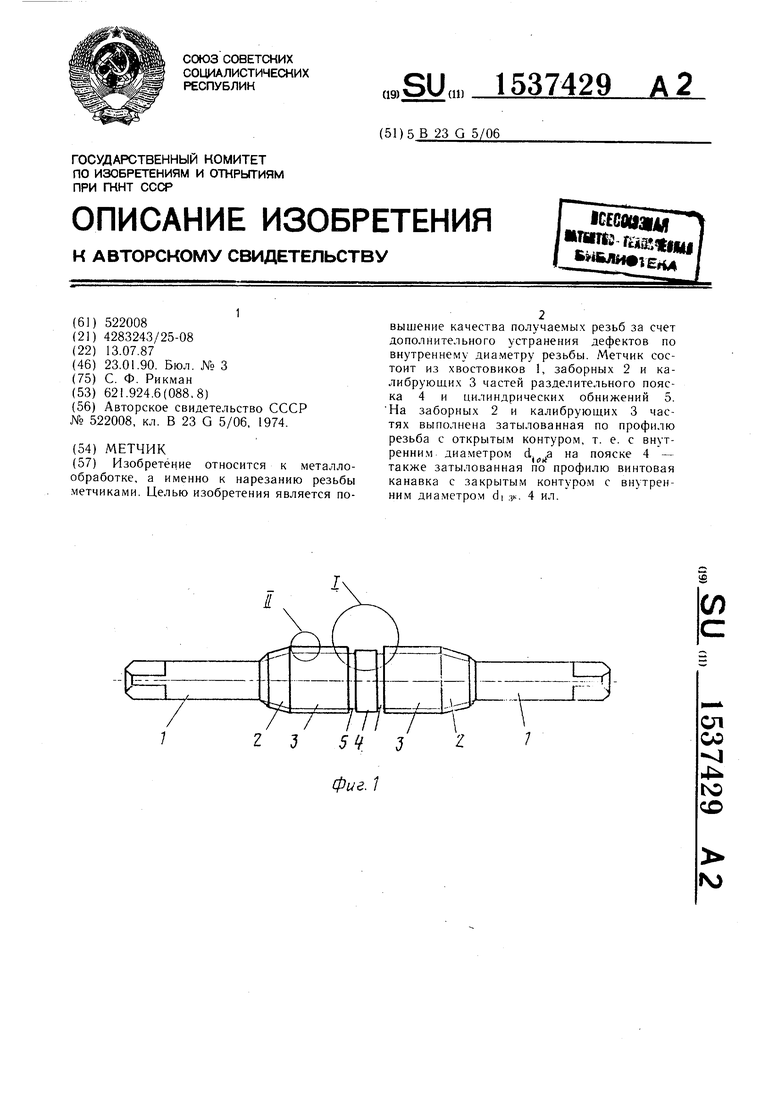
N)
Изобретение относится к металлообработке, а именно к нарезанию резьбы метчиками, и является усовершенствованием изобретения по авт. св. № 522008.
Целью изобретения является повышение качества получаемой резьбы за счет дополнительного устранения дефектов по внутреннему диаметру резьбы.
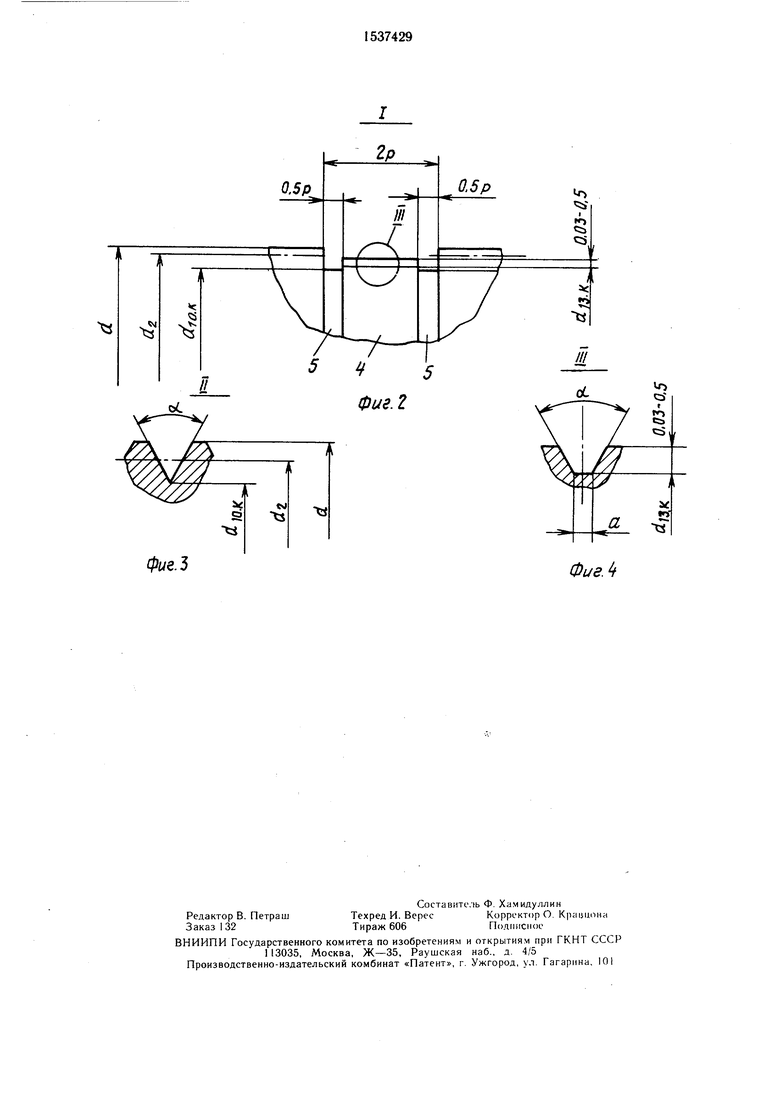
На фиг. 1 показан метчик, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - узел II на фиг. 1; на фиг. 3 - узел II на фиг. 1, на фиг. 4 - узел III на фиг. 2.
Метчик состоит из хвостовиков 1, заборных 2 и калибрующих 3 частей, разделительного пояска 4 и цилиндрических обнижений 5. На заборных и калибрующих частях метчика выполнена затыло- ванная по профилю резьба с открытым контуром, т. е. с внутренним диаметром dm. не заданным чертежом и не участвующим в формировании вершин витков резьбы. На делящем пополам калибрующую часть пояске 4 выполнена также затылованная по профилю винтовая канавка с закрытым контуром, т е. с внутренним диаметром di.j.x, точно заданным чертежом и формирующим вершины витков резьбы по внутреннему диаметру. Винтовая канавка на пояске является продолжением резьбы на калибрующих участках метчика, и высота ее профиля выполнена в пределах 0,03-0,5 мм. Нижнее значение выбрано исходя из того, что винтовая канавка должна закрыть контур резьбы, т. е. укатать образованный калибрующей частью с резьбой с открытым контуром кратер на вершинах витков резьбы. Для резьбы Ml с шагом 0,2 мм глубина кратера равна 0,015 мм. Верхнее значение выбрано исходя из тех же условий для метчиков, предназначенных для получения резьб большого диаметра (для резьбы М48 с шагом 3 мм глубина кратера равна 0,363 мм).
На участках пояска, прилегающего к калибрующим частям, выполнены цилиндрические обнижения шириной, равной половине шага резьбы метчика, и диаметром, равным внутреннему диаметру резьбы с открытым контуром di.oK на калибрующих частях. Обнижения выполнены для выхода шлифовального круга при шлифовании и затыловании резьбы. При ширине меньшей половины шага резьбы не обеспечивается свободный выход шлифовального
0
5
0
5
0
5
0
5
круга после обработки резьбы с открытым контуром на калибрующей части. Ширина обнижения большая половины шага резьбы нежелательна, так как это ведет к увеличению габаритов метчика. Общая ширина пояска выполнена равной двум шагам резьбы, так как для того, чтобы спрофилировать вершины витков резьбы (закрыть контур), достаточно наличия винтовой канавки с закрытым контуром на длине шага резьбы. Меньшая ширина пояска не обеспечивает закрытие контура, большая ведет к увеличению габаритов метчика.
Метчик работает следующим образом.
При обработке резьбы заборный конус 2 формирует резьбу в детали, затем прилегающий к заборному конусу участок калибрующей части 3 окончательно формирует резьбу по среднему диаметру. При этом на вершинах витков резьбы по внутреннему диаметру образуется складка, называемая кратером. Кратер образуется при формировании боковых сторон профиля, когда металл под усилием деформирования течет вдоль боковых сторон витков резьбы метчика, заполняя впадины между ними. При дальнейшем перемещении метчика в работу вступает разделительный поясок 4, который своей винтовой канавкой закрывает контур по вершинам витков резьбы. Высота профиля винтовой канавки больше высоты кратера, поэтому закрытие контура происходит окончательно без образования складок и отгибов, т. е. резьба окончательно принимает товарный вид. Метчик проходит сквозь обработанное резьбовое отверстие, закрепляется противоположным хвостовиком, на позицию обработки подается новая заготовка, и цикл обработки повторяется при обратном ходе метчика.
Формула изобретения
Метчик по авт. св. № 522008, отличающийся тем, что, с целью повышения качества резьбы на гладком цилиндрическом участке выполнена затылованная по профилю винтовая .канавка с закрытым контуром и высотой профиля, определяемой из зависимости
,13(d-di) где h - высота резьбового профиля канавки;
d - наружный диаметр метчика; di - внутренний диаметр метчика
фие.З
Фиг А
| Метчик | 1974 |
|
SU522008A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
