Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении внутренних резьб.
Целью изобретения является увеличение стойкости метчиков за счет уменьшения крутящих моментов.
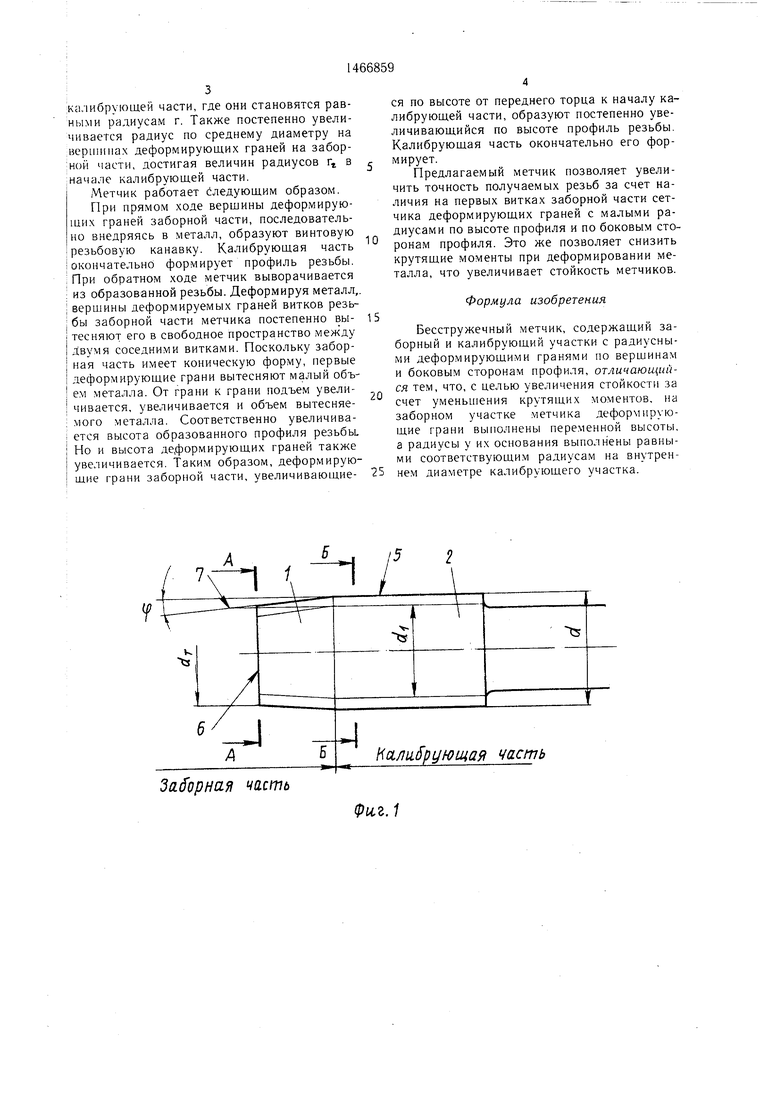
На фиг. 1 показан метчик, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 2; на фиг. 5 - разрез Г-Г на фиг. 2.
Метчик состоит из рабочей части и хвостовика (не показан). Рабочая часть в свою очередь состоит из заборной 1 и калибрующей 2 частей. В поперечном сечении резьбовой части метчик имеет вид многогранника с деформирующими гранями 3, на которых выполнены верщины 4 деформирующих граней. На калибрующей части вершины 4 имеют полную высоту профиля, т.е. они заты- лованы по наружному, среднему и внутреннему диаметрам резьбы. На заборной части верщины 4 деформирующих граней выполнены переменной высоты по профилю, причем высота затылованных по профилю участков, считая от вершин 5 витков резьбы, постепенно увеличивается от переднего торца 6 метчика к началу калибрующей части, где она становится равной высоте десоорми- руюших граней на калибрующей части. На первом витке высота деформирующей грани равна полуразности между наружным диаметром переднего торца метчика (d.) и внутренним диаметром метчика на калибрующей части (d.,). От первого витка по направлению к началу калибрующей части высота деформирующих граней на витках резьбы заборной части постепенно увеличивается от линии 7, соответствующей внутреннему диаметру d.,, до вершин витков резьбы, расположенных по образующей конуса с углом If . Верщины деформирующих граней выполнены радиусными как по наружному (г), среднему (г.), внутреннему (г,) диаметрам, так и по боковым сторонам профиля (гз) Величины радиусов г одинаковы на всех вершинах деформирующих граней как на калибрующей части, так и на заборной по диаметру основания - линия 7. Также равны соответствующие радиусы по боковым сторонам образующих профиля на обеих частях метчика. Радиусы г на заборной части по наружному диаметру постепенно увеличиваются от первого витка до начала
а
СХ)
сд со
калибрующей части, где они становятся равными радиусам г. Также постепенно увеличивается радиус по среднему диаметру на вершинах деформирующих граней на забор- ;ной части, достигая величин радиусов г в начале калибрующей части.
Метчик раб отает Следующим образом. При прямом ходе вершины деформирующих граней заборной части, последовательно внедряясь в металл, образуют винтовую резьбовую канавку. Калибрующая часть i окончательно формирует профиль резьбы. При обратном ходе метчик выворачивается из образованной резьбы. Деформируя металл,. I вершины деформируемых граней витков резь- ;бы заборной части метчика постепенно вы- I тесняют его в свободное пространство между I двумя соседними витками. Поскольку забор- ная часть имеет коническую форму, первые I деформирующие грани вытесняют малый объ- I ем металла. От грани к грани подъем увели- чивается, увеличивается и объем вытесняе- : мого металла. Соответственно увеличива- ; ется высота образованного профиля резьбьи I Но и высота де4 ормирующих граней также I увеличивается. Таким образом, деформирую- I щие грани заборной части, увеличивающиеся по высоте от переднего торца к началу калибрующей части, образуют постепенно увеличивающийся по высоте профиль резьбы. Калибрующая часть окончательно его формирует.
Предлагаемый метчик позволяет увеличить точность получаемых резьб за счет наличия на первых витках заборной части сет- чика деформирующих граней с малыми радиусами по высоте профиля и по боковым сторонам профиля. Это же позволяет снизить крутящие моменты при деформировании металла, что увеличивает стойкость метчиков.
Формула изобретения
Бесстружечный метчик, содержащий заборный и калибрующий участки с радиусными деформирующими гранями по вершинам и боковым сторонам профиля, отличающийся тем, что, с целью увеличения стойкости за счет уменьшения крутящих моментов, на заборном участке метчика деформирующие грани выполнены переменной высоты, а радиусы у их основания выполнены равными соответствующим радиусам на внутрен- нем диаметре калибрующего участка.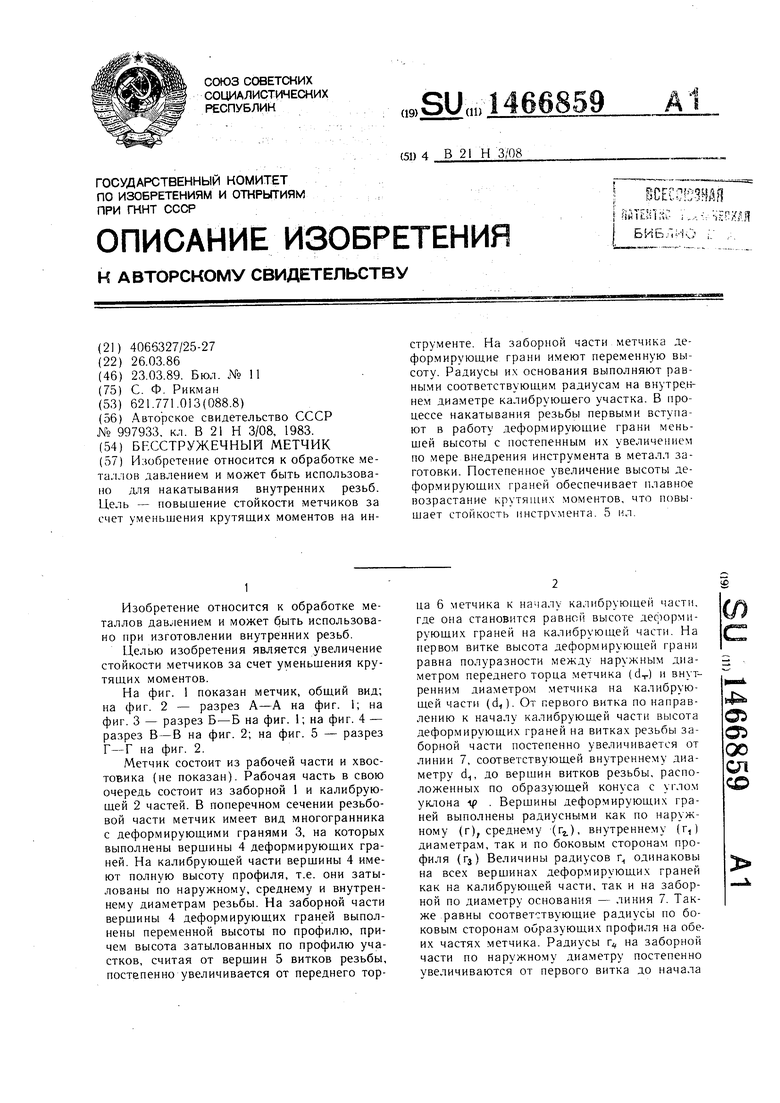
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Метчик бесстружечный | 1981 |
|
SU1036483A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Метчик бесстружечный | 1981 |
|
SU978994A1 |
| Метчик | 1977 |
|
SU626868A1 |
| Деформирующий метчик | 1985 |
|
SU1407710A1 |
| Метчик бесстружечный | 1981 |
|
SU1090513A1 |
| Способ настройки резьбошлифовальных станков для обработки бесстружечных метчиков | 1985 |
|
SU1364441A1 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для накатывания внутренних резьб. Цель - повышение стойкости метчиков за счет уменьшения крутяших моментов на инструменте. На заборной части метчика де- формируюш.ие грани имеют переменную высоту. Радиусы их основания выполняют равными соответствуюидим радиусам на внутреннем диаметре калибрующего участка. В процессе накатывания резьбы первыми вступают в работу деформирующие грани меньшей высоты с постепенным их увеличением по мере внедрения инструмента в металл заготовки. Постепенное увеличение высоты деформирующих граней обеспечивает плавное возрастание крутящих моментов, что повышает стойкость инструмента. 5 ил.
часть
Калибрующая часть
фц.г.1
/1-У1
..
В-Б
В г
Фи,г.5
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
