1
Изобретение .относится к обработке металлов давлением, а именно к устройст-. вам для накатывания внутренней цилиндрической резьбы.
Известен метчик деформирующий с калибрующей частью с открытым контуром и расположенным за ним глаоким цилиндрическим участком с диаметром, равным внутреннему диаметру резьбы flj .
Недостаток этого метчика заключается в наличии больших крутящих моментов при накатывании резьбы и заусенцев на вершинах резьбы.
Наиболее близким к предлагаемому по технической сущности является метчик, содержащий рабочую резьбовую часть с заходным и калибрующим участками, имеющими в поперечном сечении форму многогранника, и с продольными пазами, расположенными равномерно по окружности в средней части калибрующего участка С23.
Недостаток указанного метчика заклю ается в том, что для получения полнопрофильной резьбы одна из граней метчика выполнена с замкнутым контуром, что приводит к увеличению крутяшего момента при ншсатывании, быстрому износу метчика и, как следствие, низкому качеству резьбы.
Цель изобретения - повышение качества резьбы путем уменьшения крутящего момента при накатывании.
Это достигается тем, что описываемый метчик снабжен размещенными в пазах с осевым смещением роликами, имеющими на наружной поверхности кольцевые канавки с профилем резьбы, и цилиндрическим опорньш элементом, рабочая часть выполнена с отверстием по оси, а отюрный элемент расположен в отверстии с возможностью взаимодействия с роликами. Глубина профиля канавки h (О,4-О,6) Р, где h - глубина профиля канавки, Р шаг резьбы.
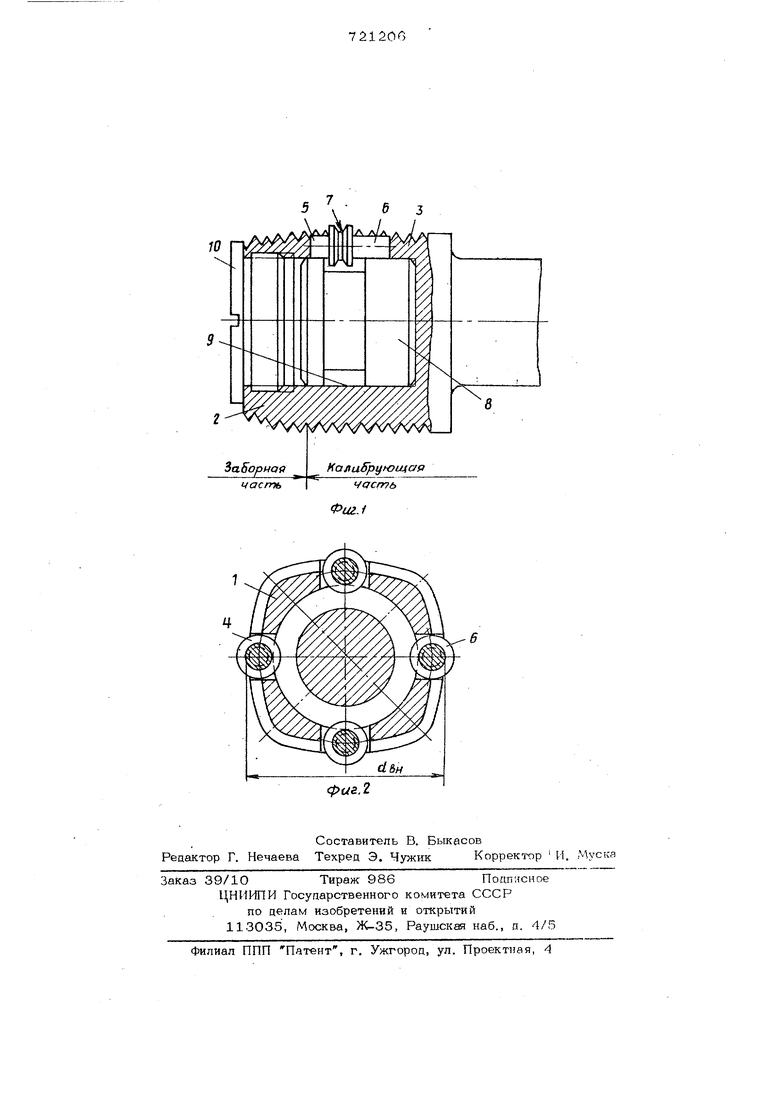
Канавки двух соседних роликов смешены одна относительно другой в осепом направлении на расстояние, равное Р/п , где п - число деформируюптх роликов. Такое выполнение метчика позволяет за счет вращения роликов уменьшить крутящий момент при накатывании и повысить тем самым качество резьбы. На 4иг. 1 показан предлагаемый метчик, проарльный разрез; на фиг, 2 - то же, поперечное сече1ше. Резьбовая часть метч пса имеет в поперечном сечении вид многогранника с деформирующими гранями 1 и состоит из заборной 2 и калибрующей 3 частей. Меж ду вершинами деформирующих граней на нерабочих участках выполнены радиальные пазы 4, в которых размещены деформирующие ролики 5, с цилиндрическими цапфами 6, Пазы могут быть выполнены под углом {относительно оси метчика), равным углу подъема витеов резьбы. На ролике выполнена кольцевая канавка 7 с пр (|илем, соответствующим профилю обрабатываемой резьбы с замкнутым контуром. Глубина профиля канавки равна (0,4-О,6) Ролики упираются цапфами на опорный нилиндрический элемент 8, размещенныйв отверстии оси метчика. Папфы 6 вьшолнены с таким диаметром, чтобы диаметральный размер по впадинам канавки 7 был несколько больше минимально допустимого внутреннего диаметра резьбы. От выпадания опорный элемент 8 пре охраняет резьбовая пробка 1О. Деформирующие элементы могут быть предохранены от выпадания любым способом, например кернением. Рапики смешены один относительно другого по оси на величину, равную P/f) , где п - число роликов. Метчик работает следующим образом. При прямом ходе заборная часть 2 мег-. чика начинает формировать про4иль резьбы. Первые витки калибрующей части 3 окончательно формируют резьбу с заданным размером по среднему диаметру. Так как резнба на участке калибрующей части 3 метчика выполнена с открытым контуром, то на детали образуется резьба с кратером по вершинам витков. При даль нейшем движении вперед в работу вступают деформирующий элемент, расположенный по ходу винтовой ли1ши резьбы ближе к началу калибрующей части Вершины витков резьбы с кратером попадают в кольцевую канавку 7 ролика 5, которая укатывает кратер, так как в силу планетарного движения деформируюхций элемент перекатывается своими цапфами 6 по опорному ролику 8. Следующие по ходу винтовой, линии резьбы деформирующие элементы окончательно укатывают кратеры на верщинах витков резьбы, обеспечивая ее внутренш и диаметр в заданHf.iK пределах. При обратном ходе метчик выходит из обработанной резьбы.. Выполнение на деформирующих элементах буртиков с канавками, соответствующими профилю обрабатываемой резьбы, позволяет получать резьбу замкнутого контура с хорошим товарным видом бе:/кратера и заусенцев по профилю. Кроме того, за счет вращения деформирующих элементов уменьшаются крутящие моменты при получении резьбы (по сравнению с бесстружечными метчиками, имеющими резьбы замкнутого контура),что позволяет получать качественные резьбы не только в цветных металлах и сплавах, но и в сталях. Формула изобретения i. Метчик деформирующий, соаержащий рабочую резьбовую часть с .заходным и калибрующим участками, имеющими в поперечномсечении форму многогранника, и с продольными пазами, расположенными равномерно по окружности в средней части калибрующего участка, о т л ичающи йс я тем, что, с целью повышения качества резьбы, он снабжен размешенными в пазах с осевым смеще1таем роликами, имеющими на наружной поверхности кольцевые канавки с профилем резьбы, и цилиндрическим опорным элементом, рабочая часть выполнена с отверстием по оси, а опорный элемент расположен в отверстии с возможностью взаимодействия с роликами. 2. Метчик по п. 1, отличающийся тем, что глубина ка-, навки равна Ь (0,4-0,6)Р, гае Р шаг резьбы, h - глубина профиля канавки. 3. Метчнк по п. 1, отличающийся тем, что канавки двух соседних роликов смещены одна относительно другой в осевом направлении на расстояние, равное Р/л , где Р - шаг резьбы; П - число деформирующих роликов. Источники информа1гаи, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 522608, кл. В 23 G 5/06, 1976. 2,Авторское свидетельство СССР Nfo 543473, кл. В 23 G 5/06, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| РЕЗЬБОНАКАТНОЙ МЕТЧИК С ИМПУЛЬСНЫМ УСТРОЙСТВОМ ПРИВОДА | 2013 |
|
RU2538248C1 |
| Бесстружечный метчик | 1991 |
|
SU1819724A1 |
| Бесстружечный метчик | 1986 |
|
SU1466859A1 |
| Бесстружечный метчик | 1975 |
|
SU782940A1 |
| Инструмент для образования резьбы | 1978 |
|
SU728967A1 |
| Метчик | 1987 |
|
SU1537429A2 |
| ГОЛОВКА ДЛЯ НАКАТЫВАНИЯ ВНУТРЕННИХ РЕЗЬБ С РАДИАЛЬНОЙ ПОДАЧЕЙ РЕЗЬБОНАКАТНЫХ РОЛИКОВ | 2004 |
|
RU2252844C1 |