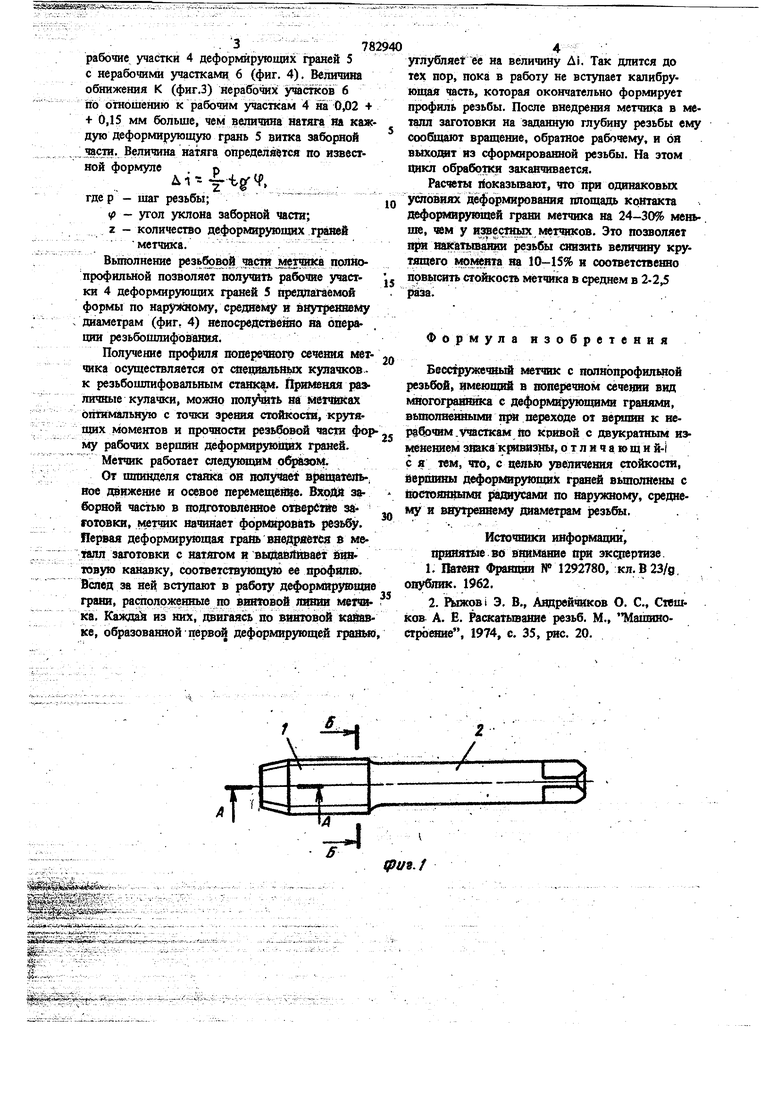
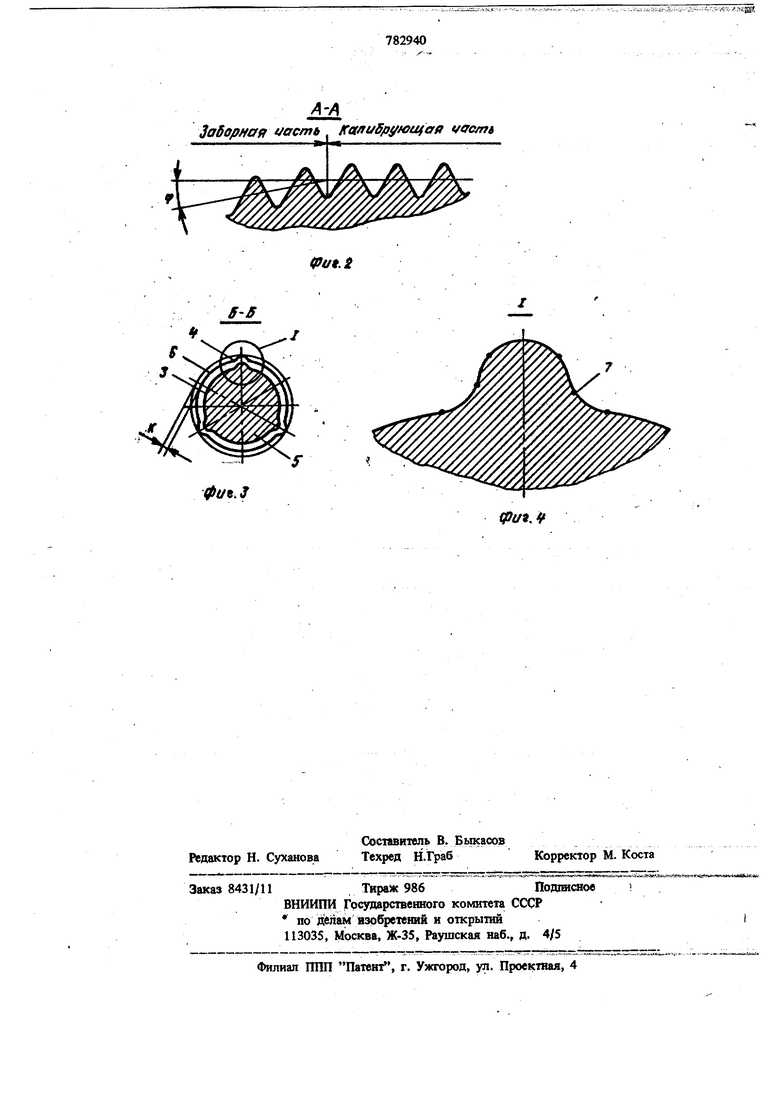
Изобретение относится к области обработки металлов давлением, а именно к устройствам для изготовления внутренних резьб пластическим деформированием. Известен метчик с неполнопрофилыюй резь бой, имеющий вершины рабочих граней, выполненные по дуге окружности определенного радиуса, плавно переходящие в нерабочие участ ки 1. Недостатком такого метчика является то, что форма вьшолнения поперечного сечения ме чика не является оптималыюй из-за больших площадей контакта с обрабатьюаемым изделием, а также то, что неполнопрофильная резьба ослабляет прочность поперечного сечения рабочей части метчика. Наиболее близким решением из известных метчиков является бесстружечный метчик с поЛ нопрофильной резьбой, имеющий в поперечном сечении вид многогранника сдеформирующими гранями, вьшолнешшми при переходе от вершин к нерабочим участкам по кривой с двукратным изменением знака кривизны 12. Недостаток этого мегноса заключается в малой его стойкости из-за больших гоющадей контакта деформирующих граней с матерталом изделия,. Целью изобретения является повышение стойкости метчика путем уменьшения площади контакта деформирующих граней с материалом изделия. Указанная цель достигается тем, чтовершины деформирующих граней мегшка вьшолнены с постоянными радиусами по наружному. среднему в внутреннему диаметрам резьбы. На фиг; 1 изображен предлагаемый метчик; на фиг. 2 - сечение А-А на фиг. 1; нафиг, 3сечение Б-Б на фиг. 1; на фиг. 4 - узел I на фиг, 3, Метчик состоит нз резьбовой части Г с заборным и калибрунядим участками Д1мекжцей полнопрофильную резьбу, и хвостовика 2 (фиг,1) В поперечном сечетш резьбовая часть 1 имеет форму многогранника 3 с рабочими участками 4 дефоркгаруюших граней 5 и нерабочими участками 6 (фиг. 3) Кривая 7 с двукратньш изменением знака кривизны плавно соединяет .37 рабочие участки 4 деформирующих граней 5 с нерабочими участкам 6 (фиг. 4). Величина обнижения К (фиг.З) нерабочих у стков 6 по отношению к рабочим участкам 4 на ОД)2 + ь 0,15 мм больше, чем величина натяга на каж дую деформирующую грань 5 витка эабортой -1жста. Величина натяга определяется по известной формулеп i- |-ig4, гдер - шаг резьбы; - угол уклона заборной частя; Z - количество дефорьшрующнх граней JV . метчика. -- .,.- -;.... . Вьшолнение рвзьбо вой сте jMetraica поянрпрофнльной позволяет получить аботае участки 4 деформирующих граней 5 йр даагаемой формы по нарузйюму, среднекву н внутреннему ; диаметрам (фиг, 4) непосредстйейно на операции резьбошлифования. Получение профиля поперечйогр сечения метчика осуществляется от отецйальных кулачков. к резьбошлифовальным станком. Применяя различные кулачки, можно на мезмйсах оптимальную с точки зрения сюйкосш, крутяпих моментов и прочности резьбовой части фор му рабочих вершин деформируюпщх граней. Метчик работает следуяяцим oGptaoM. От шпинделя станка он iKBijr4aei aiwaiatertb-, ное движение и осевое перемещбй в. ВхоШ злборной частью в подготовле1шое oteepC i заготовки, метчик начинает формировать резь. Первая деформирующая граш внедрабтея в металл заготовки с натягом It выдааййвает йда. товую канавку, соответствующую ее профиля. Вслед за ней вступают в работу дефорлмруюаше грани, расположенные по винтовой линия мегчвка. Каждая из них, двигаясь по винтовой кайавке, образованной первой деформирующей углубляет ее иа величину Д|. Так длится до тех пор, пока в работу не вступает калибрующая тасть, которая окончательно формирует профиль резьбы. После внедрения метчика в twталл заготовки на заданную глубину резьбы ему сообщают вращение, обратное рабоадму, и он выходит из сформированной резьбы. На этом цикл обработки заканчивается. Расчеты доказывают, что при одинаковых уотовиюс деформирования площадь контакта дефорт«вру яцей грани метчика на 24-30% меньше, тем у иэтестяых метвдков. Это позволяет Ч мкатываини резьбы снизить величину крутящего «дамента на 10-15% и соответственно повькяггь стойкость метчика в среднем в 2-2,5 раза. Формула изобретення Бесстружечный метчик с полнопрофильной резьбой, имеющий в поперечном сечешш вид многограншпса с деформирующими гранями, вьшолнеяиыми п шреходе от к нерабочим, участкам йо кривой с двукратным изменением знака к{Х1Шзны, от л и ч а ю щи й-1 с я тем, что, с целью увеличения стойкости, ерпшны деформирующих граней выпопнены с Цоетоянйымн радиусами по наружному, среднеу н внутреннему диаметрам резьбы. Исючникн информации, ирийятые во внимание при экспертизе 1.Штеш Фрашши N 1292780, кл. В 23/д публик. 1962. 2.Рыжов Э. В., Андрейчюсов О. С., Ствш ов А. Е. Раскатывание резьб. М., Машинотройше, 1974, с. 35, рис. 20.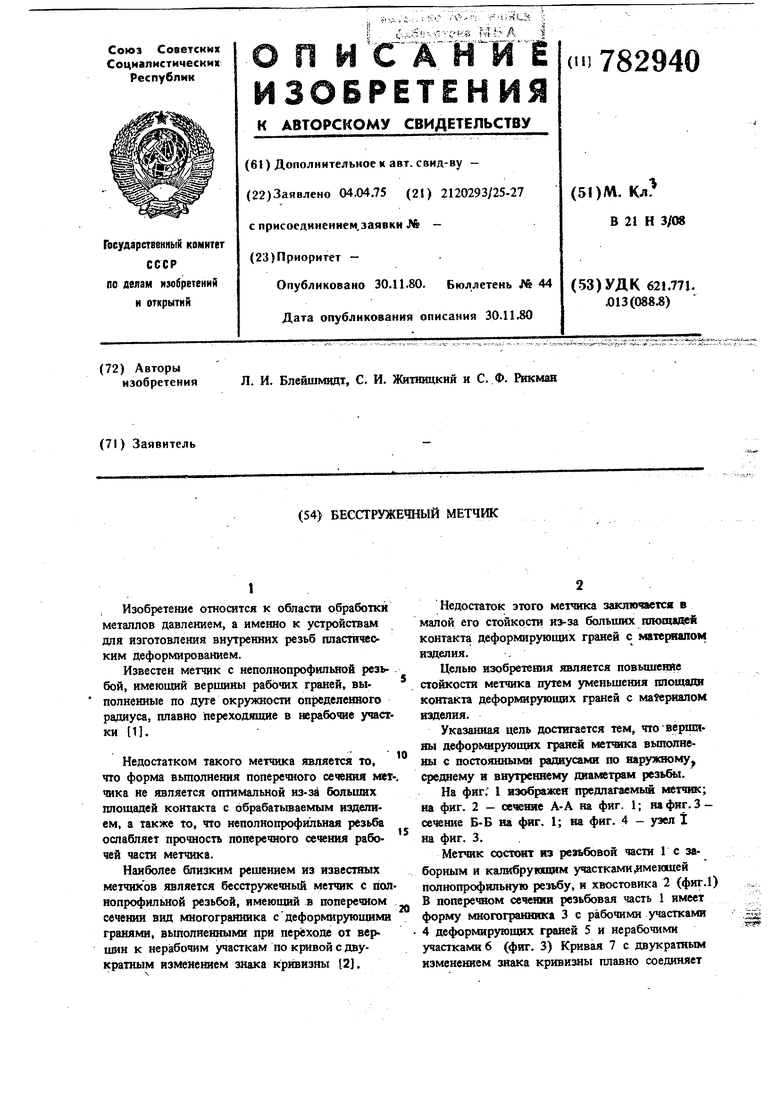
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесстружечный метчик | 1981 |
|
SU997933A1 |
| Деформирующий метчик | 1978 |
|
SU721206A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Способ настройки при изготовлении бесстружечных метчиков на резьбошлифовальных станках | 1980 |
|
SU984748A1 |
| Бесстружечный метчик | 1985 |
|
SU1278134A1 |
| Способ изготовления бесстружечных метчиков | 1987 |
|
SU1523237A1 |
| Бесстружечный метчик | 1988 |
|
SU1574337A1 |
| Бесстружечный метчик | 1988 |
|
SU1639854A1 |
| Способ формирования рабочей части бесстружечных метчиков | 1984 |
|
SU1340878A1 |
| Метчик бесстружечный | 1981 |
|
SU978994A1 |
.: .:.-.,......
.
.,v,,.-; ,
. f
лл
Заборноя vacmb {СулиВрующаа vtfomt
S
фиг. 3
