S
(/
| название | год | авторы | номер документа |
|---|---|---|---|
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЖГУТОВ ХИМИЧЕСКИХ ВОЛОКОН И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2039135C1 |
| ОПТИМИЗИРОВАННЫЙ СПОСОБ ПОЛУЧЕНИЯ ПРЯДИЛЬНОГО РАСТВОРА ДЛЯ ПОЛУЧЕНИЯ АКРИЛОВЫХ ВОЛОКОН-ПРЕДШЕСТВЕННИКОВ УГЛЕРОДНЫХ ВОЛОКОН И СООТВЕТСТВУЮЩИЕ УГЛЕРОДНЫЕ ВОЛОКНА | 2020 |
|
RU2776151C2 |
| ЦЕЛЛЮЛОЗНЫЕ ВОЛОКНА, СПОСОБЫ ИХ ПОЛУЧЕНИЯ, АРМИРУЮЩИЙ ЖГУТ И АРМИРОВАННЫЕ ИЗДЕЛИЯ | 1996 |
|
RU2169217C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО СЕРДЕЧНИКА ВЫСОКОТЕМПЕРАТУРНЫХ АЛЮМИНИЕВЫХ ПРОВОДОВ ВОЗДУШНЫХ ЛИНИЙ ЭЛЕКТРОПЕРЕДАЧИ | 2010 |
|
RU2439728C1 |
| МОНОВОЛОКНО ИЗ ТЕРМОТРОПНОГО СЛОЖНОГО АРОМАТИЧЕСКОГО ПОЛИЭФИР(АМИДА) | 1998 |
|
RU2202012C2 |
| ВОЛОКНО ИЗ АРОМАТИЧЕСКОГО ПОЛИАМИДА, СПОСОБ ЕГО ПОЛУЧЕНИЯ И АРМИРУЮЩИЙ МАТЕРИАЛ НА ЕГО ОСНОВЕ | 1992 |
|
RU2099448C1 |
| КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ, ИЗГОТОВЛЕННЫЙ ИЗ СПЛОШНОГО ЛИНЕЙНОГО ПРОФИЛЯ | 2011 |
|
RU2572892C2 |
| Устройство для измерения натяжения материала | 1978 |
|
SU679827A1 |
| Способ производства шинного корда | 1990 |
|
SU1796704A1 |
Изобретение относится к производству химических волокон, в частности полиэфирных. Цель изобретения - повышение точности управления достигается благодаря тому, что измеряют линейные скорости волокна на входе и выходе каждого транспортирующего ролика, натяжение волокна на каждом ролике определяют путем вычисления относительного изменения скорости на этом ролике, сравнивают относительные изменения скоростей между каждыми двумя соседними роликами, а изменение угла охвата волокном производят таким образом, чтобы сравниваемые относительные изменения скоростей были равны по модулю. 1 табл. 1 ил.
Изобретение относится к производству химических волокон, в частности полиэфирных штапельных.
Цель изобретения - повышение точности управления путем стабилизации натяжения и упрощение способа.
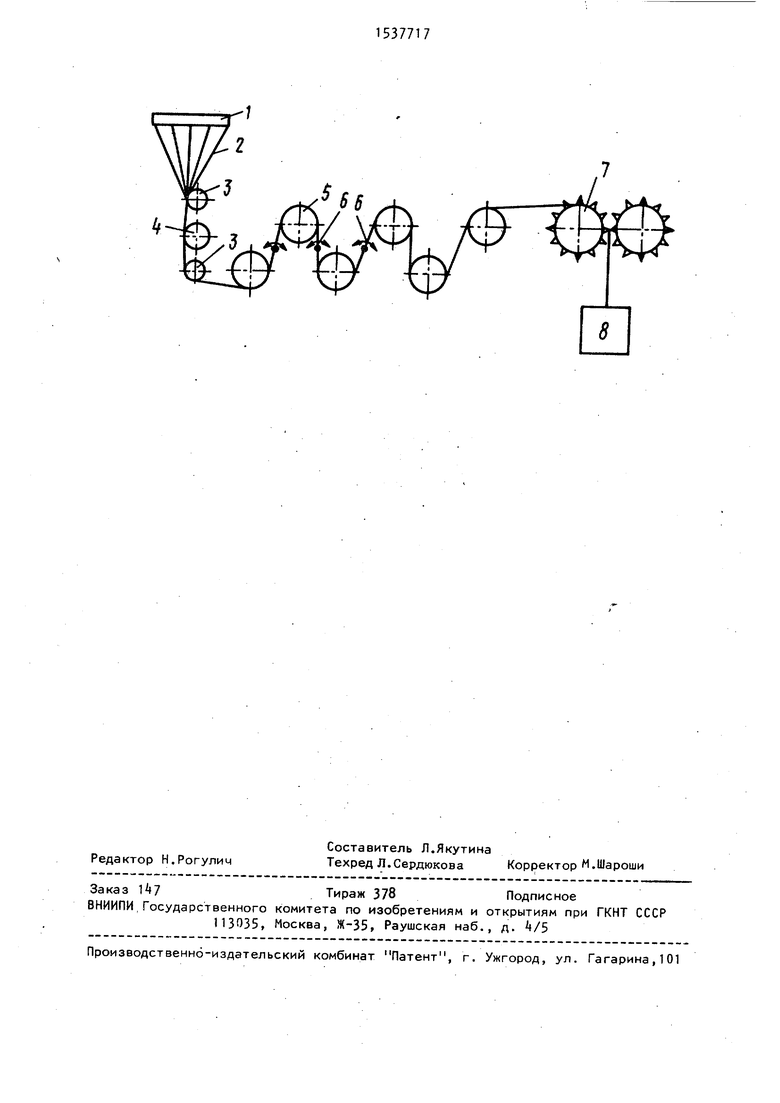
На чертеже показано устройство для осуществления предлагаемого способа .
Устройство содержит фильеру 1, свежесформированное волокно 2, ните- направляющие ролики 3, препарационнуо шайбу k, транспортирующие ролики 5, нитепроводники 6, жгутоукладчик 7 и вращающийся контейнер 8.
Способ осуществляют следующим образом.
Раствор полимера продавливается через фильеру, затвердевает, образуя свежесформированное волокно 2, которое через нитенлправляющие ролики 3 подается на транспортирующие ролики
5 в виде трех пар вытяжных роликов секстета.
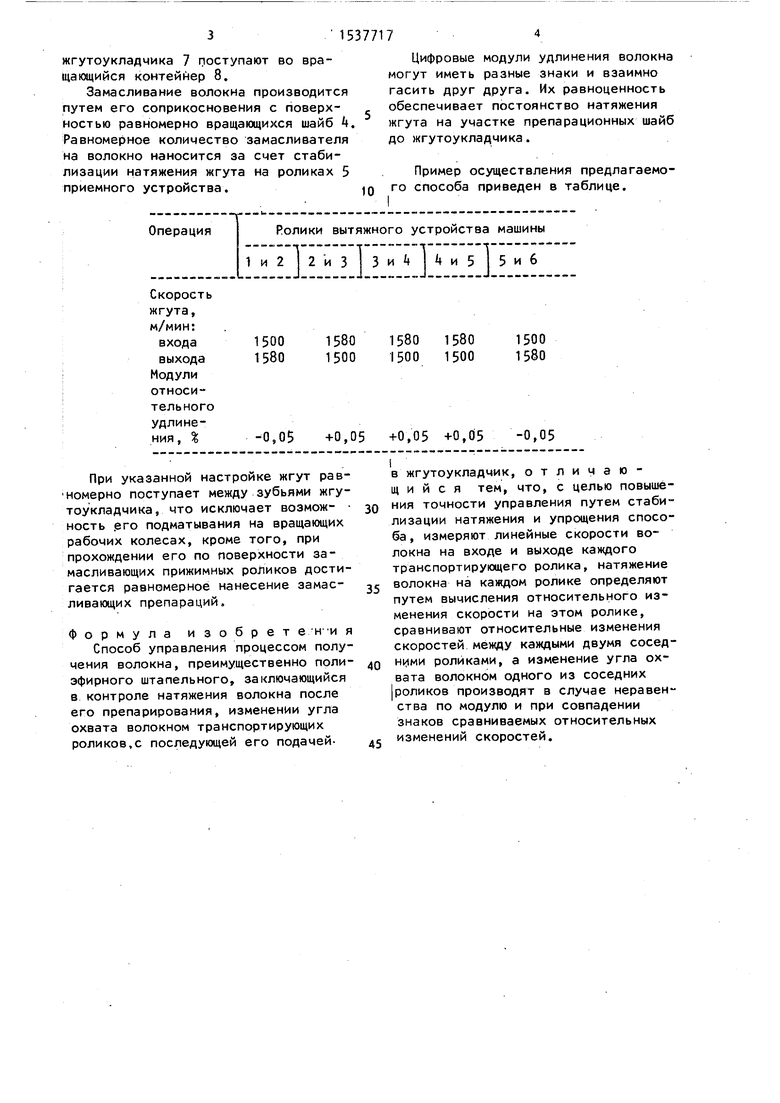
Измеряют линейные скорости волокна на входе и выходе каждого транспортирующего ролика 5, натяжение волокна на каждом ролике определяют путем вычисления относительного изменения скорости на этом ролике, сравнивают относительные изменения скоростей между каждыми двумя соседними роликами, а изменение уЈла охвата волокном одного из соседних роликов производят путем изменения положения нитепроводников 6 лишь в случае неравенства по модулю и при совпадении знаков сравниваемых относительных изменений скоростей. Изменение угла охвата осуществляют так, чтобы относительные изменения скоростей были равны по модулю.
Палее сформированное волокно через нитепроводники 6 и рабочие колеса
сл
ее
J
жгутоукладчика 7 поступают во вращающийся контейнер 8.
Замасливание волокна производится путем его соприкосновения с поверхностью равномерно вращающихся шайб , Равномерное количество замасливателя на волокно наносится за счет стабилизации натяжения жгута на роликах 5 приемного устройства.
При указанной настройке жгут равномерно поступает между зубьями жгутоукладчика , что исключает возмож- ность .его подматывания на вращающих рабочих колесах, кроме того, при прохождении его по поверхности замасливающих прижимных роликов достигается равномерное нанесение замас- ливающих препарации.
формула изобрете ни я Способ управления процессом получения волокна, преимущественно поли- эфирного штапельного, заключающийся в контроле натяжения волокна после его препарирования, изменении угла охвата волокном транспортирующих роликов,с последующей его подачей-
Цифровые модули удлинения волокна могут иметь разные знаки и взаимно гасить друг друга. Их равноценность обеспечивает постоянство натяжения жгута на участке препарационных шайб до жгутоукладчика.
Пример осуществления предлагаемого способа приведен в таблице.
I
в жгутоукладчик, отличающийся тем, что, с целью повышения точности управления путем стабилизации натяжения и упрощения способа , измеряют линейные скорости волокна на входе и выходе каждого транспортирующего ролика, натяжение волокна на каждом ролике определяют путем вычисления относительного изменения скорости на этом ролике, сравнивают относительные изменения скоростей между каждыми двумя соседними роликами, а изменение угла охвата волокном одного из соседних (роликов производят в случае неравенства по модулю и при совпадении знаков сравниваемых относительных изменений скоростей.
| Способ управления процессом препарирования волокна | 1978 |
|
SU690086A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ( СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ПОЛУЧЕНИЯ ВОЛОКНА | |||
