Изобретение относится к переработке жгутов химических волокон путем штапелирования в ленты, с регулированием скорости транспортирования жгутов и их натяжения.
Известен способ переработки жгутов, при котором жгут, поступающей из кипы, расправляют по ширине в жгуторасправителе, транспортируют под заданным регулируемым натяжением в зоны фибрилизации волокон и штапелирования жгута, преимущественно на ленточной резально-штапелирующей машине, и укладывают в лентоукладчик [1] Данный способ реализуется на поточной линии, содержащей контейнер для кипы жгута, жгуторасправитель, устройство для транспортирования жгута, включающее группу транспортирующих валиков с одним приводным и прижимным валиком, образующих зажимное жало для жгута, узлы для фибрилизации и штапелирования жгута, устройство для измерения и регулирования натяжения жгута и лентоукладчик. Однако известные способ и устройство не пригодны для практического использования, поскольку они не обеспечивают поддержание постоянного натяжения жгута при штапелировании и хорошего качества штапелируемых лент.
В основе изобретения лежит задача исключения влияния колебаний скорости подачи жгута с питателя на натяжение его при штапелировании.
Для этого при переработке жгута его натяжение перед штапелированием устанавливают меньшим, чем в предыдущих зонах подачи жгута, и поддерживают его постоянным в течение процесса переработки путем регулирования скорости транспортирования жгута в зависимости от заданного натяжения, при этом измерение натяжения производят перед фибрилизацией волокон. Переработку жгутов осуществляют в несколько параллельных ручьев с независимой регулировкой натяжения в каждом из них.
В устройстве привод транспортирующего волокна включает редукторный двигатель с переменной частотой вращения, преимущественно, двигатель трехфазного тока с преобразователем частоты, а устройство измерения натяжения имеет измерительный датчик в виде весовой ячейки, нагруженный качающимся направляющим прутком, и расположено перед узлом фибрилизации.
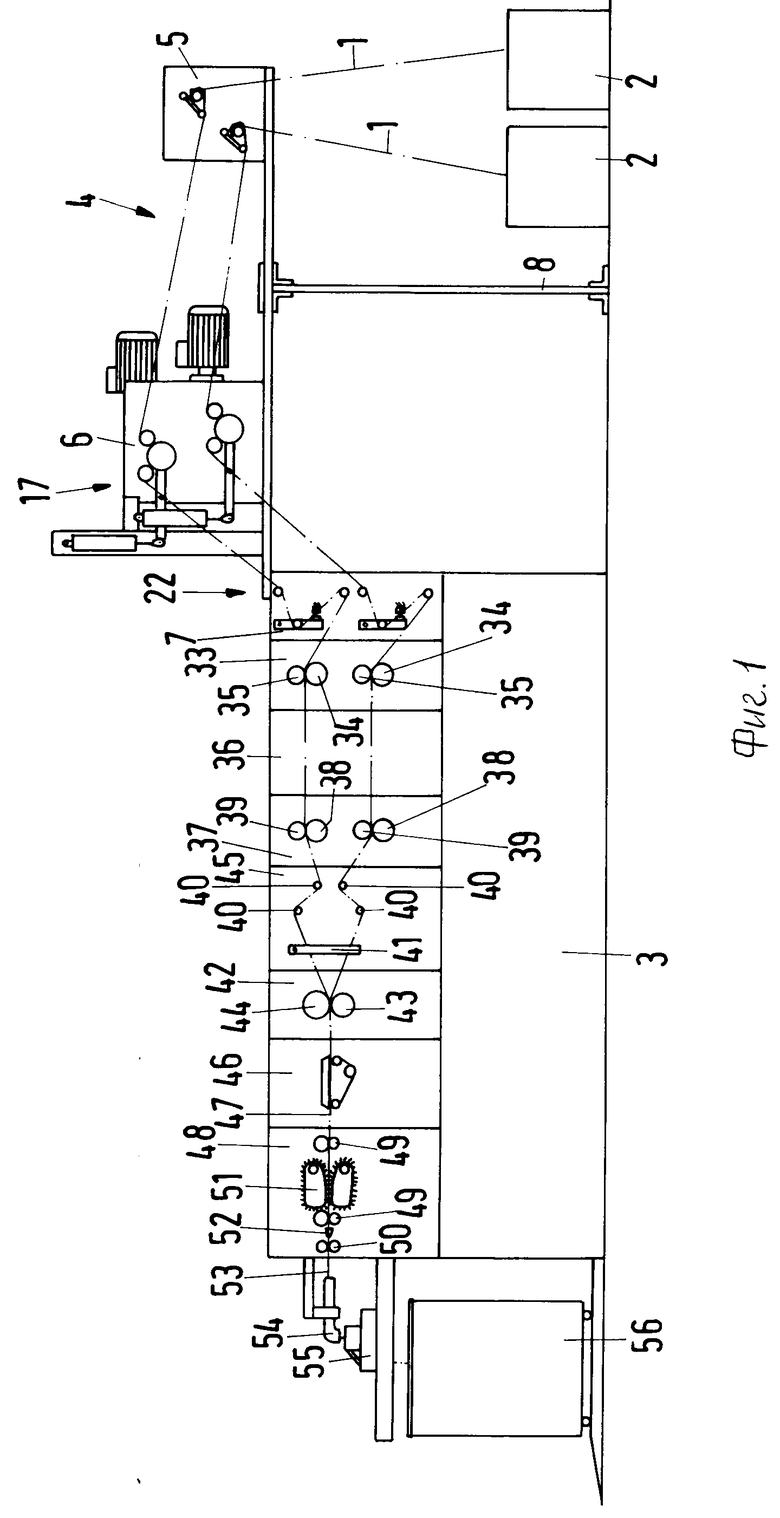
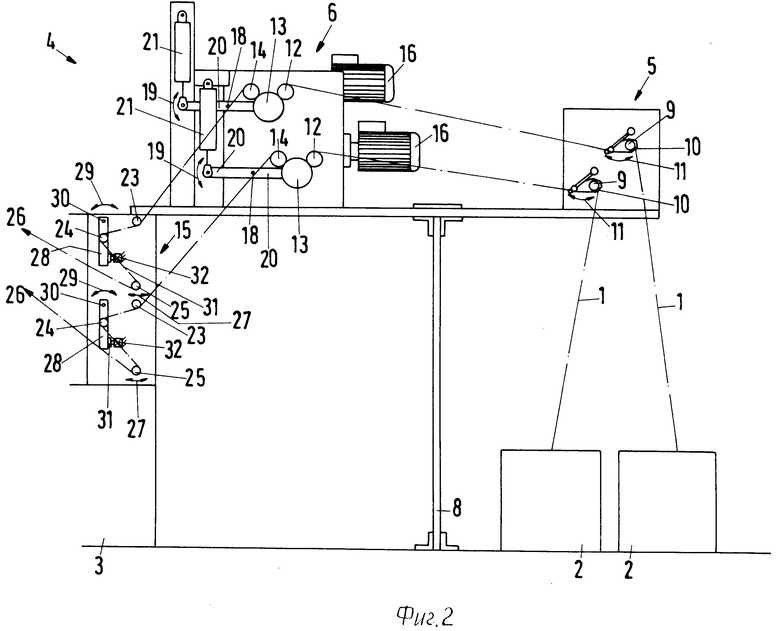
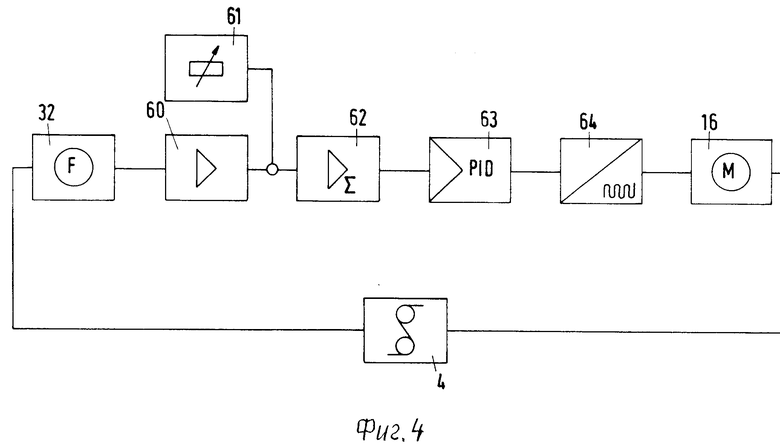
На фиг.1 дано схематическое изображение ленточной резально-штапелирующей машины; на фиг. 2 детализированный вырез ленточной резально-штапелирующей машины на фиг. 1 в зоне устройства транспортирования жгута, в увеличенном масштабе; на фиг. 3 схематическое изображение второго варианта выполнения ленточной резально-штапелирующей машины, в которой устройство транспортирования жгута расположено в верхнем ярусе; на фиг.4 схема соединений с соответствующими узлами регулировочного контура для поддержания постоянной силы натяжения в устройстве транспортирования жгута.
Жгуты из химических волокон 1 в форме кип 2 подаются к ленточной резально-штапелирующей машине 3. Типичные веса кип находятся в пределах от 150 до 700 кг. Типичные жгуты из полиэфирного волокна (или полиуретана) отличаются весами жгутов от 50 до 120 килотексов (г/м) и линейной плотностью элементарной нити от 1,3 до 5 децитексов (г/10000 м). Жгуты из химических волокон 1 для лучшей сцепляемости извиты.
Чтобы подавать жгуты из химических волокон 1 в ленточную резально-штапелирующую машину 3 с заданной шириной распрямленными, а также с желаемым натяжением, они проходят через устройство 4 транспортирования жгутов. Это устройство состоит из головки 5 жгуторасправителя или расправления в ширину, транспортирующей головки 6, устройства 7 для измерения натяжения, а также из несущей рамы 8.
В головке 5 для расправления в ширину жгуты из химических волокон 1 направляются прямыми направляющими прутками 9 и изогнутыми направляющими прутками 10. Эти направляющие прутки 9, 10 путем отклонения в направлении 11 могут устанавливаться в заданное положение относительно жгутов из химических волокон 1. При этом в результате отклонения изогнутых направляющих прутков 10 устанавливается желаемая ширина на входе жгутов из химических волокон 1. В транспортирующей головке 6 жгуты из химических волокон 1 транспортируются транспортирующим валиком 12, прижимным валиком 13, а также другим транспортирующим валиком 14 в направлении 15. С целью уменьшения износа транспортирующие валиками 12, 14 оснащены предпочтительно металлической или при необходимости керамической поверхностью, в то время как прижимной валик 13 оснащен резиновым или при необходимости полиуретановым покрытием, чтобы избежать проскальзывания транспортируемых жгутов из химических волокон 1. Транспортирующий валик 12 приводится в действие с помощью редукторного двигателя 16, в то время как прижимной валик 13 и транспортирующий валик 14 вращаются свободно. Валики 12, 13, 14, а также соответствующий редукторный двигатель 16 определяют приводной механизм 17 жгутов из химических волокон 1, причем этот приводной механизм 17 одновременно относится и к устройству 4 транспортирования жгутов.
Для облегчения вытягивания нового жгута химических волокон между транспортирующей головкой 6 и устройством 7 для измерения натяжения прижимной валик 13 закреплен на раме 20 с возможностью поворота вокруг оси 18 в направлении стрелки 19. Поворот осуществляется с помощью пневматического цилиндра 21.
В устройстве 7 для измерения натяжения, которое содержит измерительное средство 22, жгуты из химических волокон 1 направляются с помощью прямых направляющих и отклоняющих прутков 23, 24, 25 до тех пор, пока они не будут подаваться в направлении стрелки 26 к ленточной резально-штапелирующей машине 3. При этом отклоняющий пруток 23 установлен неподвижно. Отклоняющий пруток 25 в форме направляющего ролика с целью центрирования входа жгута может отклоняться в одну сторону в направлении стрелки 27. Отклоняющий пруток 24 закреплен в поворотной раме 28, которая может поворачиваться свободно вокруг оси 30 в направлении 29. На поворотной раме 28 предусмотрена прижимная пластина 31, которая соприкасается с измерительной головкой весовой ячейки 32.
По причине отклонения жгута вокруг отклоняющего прутка 24 в зависимости от натяжения жгута в данный момент весовая ячейка 32 измерительного средства 22 нагружается по-разному. С помощью изображенного на фиг.4 регулировочного контура в любое время задается необходимая для желаемой силы натяжения частота вращения редукторного двигателя 16, так что в результате этого жгуты из химических волокон 1 подаются в ленточную резально-штапелирующую машину 3 с постоянным натяжением. В устройстве 4 подачи жгутов сила натяжения жгутов с помощью весовой ячейки 32 устройства 7 для измерения силы натяжения и усилителя 60 преобразуется в электрический сигнал. Этот сигнал сравнивается с сигналом задающего устройства 61. В суммирующем усилителе 62 отклонение от заданной величины усиливается. Помимо этого уровень сигнала смещается таким образом, что при больших отклонениях от заданной величины (например, при ненагруженной весовой ячейке 32) суммирующий усилитель 62 продолжает подавать сигнал с обратным знаком на ПИД-регулятор 63. Преобразователь частоты 64 изменяет направление вращения редукторного двигателя 16 в зависимости от знака поданного сигнала напряжения. Таким образом, если при пуске машины натяжение в поступающем жгуте из химических волокон 1 слишком мало, направление вращения редукторных двигателей 16 кратковременно меняется на обратное, пока не будут достигнута заданная величина натяжения. Изменение направления вращения при пуске машины достигается с помощью известных электронных конструктивных элементов, причем на фиг.4 показаны важнейшие узлы регулировочного контура для постоянного поддержания силы натяжения жгута в устройстве подачи жгута.
Дальнейшее прохождение жгута из химических волокон 1 проходит через головку 33 для фибриллирования с группами фибриллирующих валиков 34, 35, из которых один валик покрыт резиной, а другой валик оснащен винтовой рифленой металлической поверхностью. Установленное большое натяжение в зоне 36 фибриллирования попеременно может направлять отдельные элементарные нити в желобки фибриллирующих валиков 34, 35 так, что сила натяжения мгновенно уменьшается и по-разному натянутые элементарные нити взаимно отпускаются.
Через натяжную головку 37 с транспортирующими валиками 38, 39 жгуты из химических волокон 1 с помощью направляющих элементов 40 и ограничителей ширины 41 попадают к режущей головке 42. Эта головка содержит режущие элементы, предпочтительно, комбинацию из опорного валика 43 и режущего валика 44. При этом на фиг.1 можно еще видеть, что между транспортирующими валиками 38, 39 и направляющими элементами 40 определена зона ослабления 45.
Через транспортирующую зону 46 разрезанные пакеты волокон 47 подаются к головке 48 игольчатых планок с группами транспортирующих валиков, к направляющему гребенному полю 51, а также к уплотнителю 52 ленты. Уплотненные в волокнистую ленту 53 волокна попадают через трубу 54 для направления ленты в лентоукладчик 55, который укладывает волокнистую ленту 53 во вращающемся тазу 56.
Другой предпочтительный вариант предлагает то, что для параллельной подачи нескольких жгутов из химических волокон для каждого из этих жгутов предусмотрено подающее устройство с приводным устройством, в котором скорость привода может регулироваться независимо от других приводных устройств. Благодаря этому устройство может эксплуатироваться с максимально возможной производительностью.
Наконец, в усовершенствованном варианте устройства предлагается то, что это устройство выполнено двухъярусным, причем подающее устройство с приводным устройством, по меньшей мере, частично расположено в верхнем ярусе. Благодаря этому устройство подачи жгута в соответствии с изобретением может быть выполнено компактно таким образом, что оно может быть расположено выше ленточно-штапелирующей машины. Благодаря этому может быть существенно уменьшена поверхность, необходимая для установки машины.
Преимущество реализации способа в соответствии с изобретением заключается прежде всего в том, что отклонения в состоянии жгута компенсируются при поступлении в ленточно-штапелирующую машину. Такими отклонениями могут быть отклонения ширины жгута, авиважного покрытия, извитости (гофрирования), уплотнения кипы, предшествовавшей остановки машины с вытекающими процессами релаксации, ползучести, высоты кипы (рулона) и т.д. которые тем не менее с помощью устройства подачи жгута устраняются быстро и надежно. Следствием компенсации отклонений состояния жгута является постоянный процесс штапелирования с хорошим качеством ленты. Кроме того, другим преимуществом является то, что впервые независимо от натяжения жгута, которое неизбежно создается вследствие отклонениям жгута и регулировки ширины жгута в питающей раме, можно устанавливать любое незначительное натяжение на входе. Можно отказаться также от ряда направляющих прутков в питающей раме, которые были необходимы для того, чтобы устанавливать необходимое в отдельных случаях высокое натяжение на входе. Наконец, можно отказаться от регулировок в ленточно-штапелирующей машине даже при изменении качества жгута. Испытания показали, что для переработки жгутов стандартного качества можно полностью отказаться от регулирования вытяжек в ленточной резально-штапелирующей машине, если натяжение на входе жгута устанавливают один раз. Эта установка может осуществляться быстро, например, путем регулировки потенциометром. Это отвечает желанию пользователя машины отказаться при смене жгута от часто трудоемкой и рискованной настройки машины и упростить ее обслуживание.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения штапелированной ленты из разноусадочных полиакрилонитрильных волокон | 1985 |
|
SU1288210A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРОТКОШТАПЕЛЬНОГО ЛЬНЯНОГО ВОЛОКНА | 1995 |
|
RU2090668C1 |
| Устройство для получения штапелированной ленты | 1989 |
|
SU1714001A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРЯЖИ ИЗ ЖГУТА ХИМИЧЕСКИХ ВОЛОКОН | 1986 |
|
RU1489225C |
| Способ получения штапелированной ленты из жгута химических нитей | 1990 |
|
SU1728308A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПОЛУЧЕНИЯ КОТОНИЗИРОВАННОГО ВОЛОКНА ИЗ КОРОТКОГО ЛЬНА | 1999 |
|
RU2153033C1 |
| СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ ВОЛОКНИСТЫХ ПОЛОТЕН ИЗ ХОЛСТОВ, ОРИЕНТИРОВАННЫХ В РАЗЛИЧНЫХ НАПРАВЛЕНИЯХ | 1998 |
|
RU2200777C2 |
| Устройство для штапелирования жгута химических нитей | 1984 |
|
SU1401081A1 |
| Устройство для штапелирования химических нитей разрывом | 1982 |
|
SU1106852A1 |
| Устройство для штапелирования жгутов химических волокон | 1982 |
|
SU1096315A1 |

Использование: для штапелирования, в частности штапелирования резанием жгутов из химических волокон в ленты. Сущность изобретения: жгут из химических волокон подается в зону штапелирования с регулируемым натяжением. Для регулирования натяжения на постоянную величину регулируется скорость подачи жгута из химических волокон в зависимости от измеренного натяжения, которое устанавливают меньшим, чем в предыдущих зонах подачи жгута. Измерение натяжения производят перед фибрилизацией волокон посредством измерительного датчика в виде весовой ячейки, нагруженной качающимся направляющим прутком. 2 с. и 1 з. п. ф-лы, 4 ил.
| ПАТЕНУЙО-ТЕХНИНЕОНАЯ] БЙЬЛИОТЬКА | 0 |
|
SU291547A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
