Изобретение относится к машиностроению, а именно к средствам контроля резьб.
Цель изобретения - повышение точности путем обеспечения возможности производить контроль по рабочей поверхности профиля резьбы, расширение технологических возможностей за счет обеспечения контроля гаек с правым и левым направлениями резьбы и, кроме того, повышение производительности за счет обеспечения контроля левых и правых гаек без переналадки устройства.
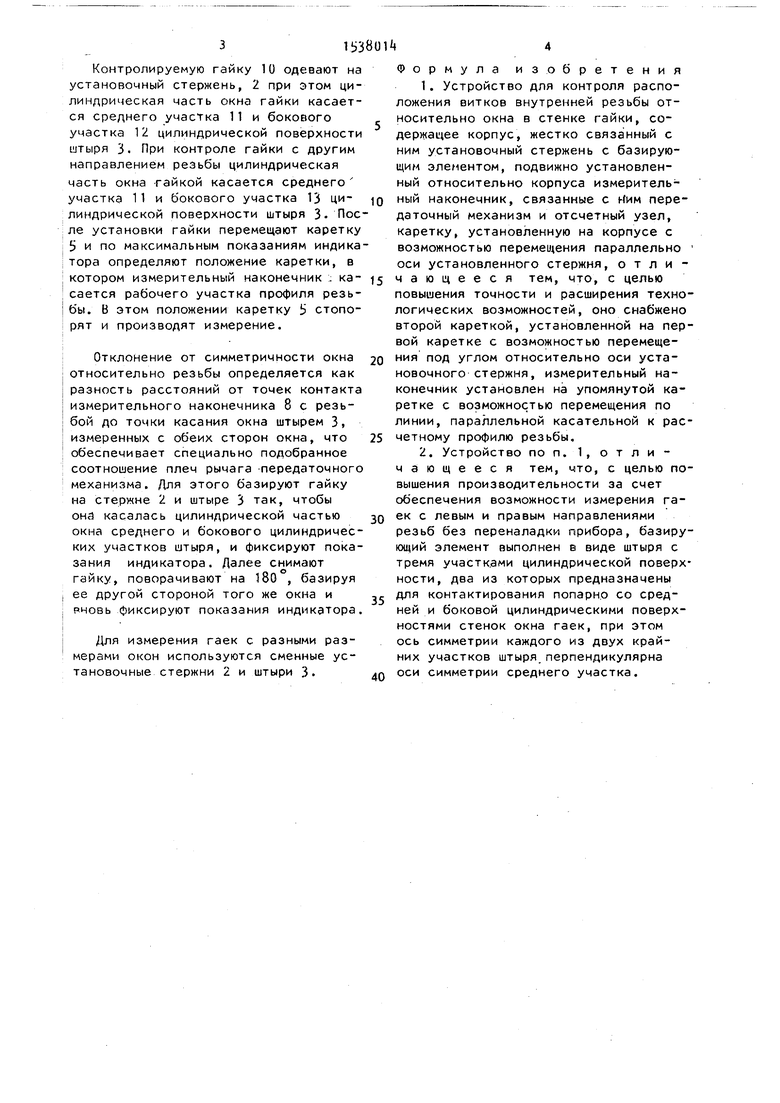
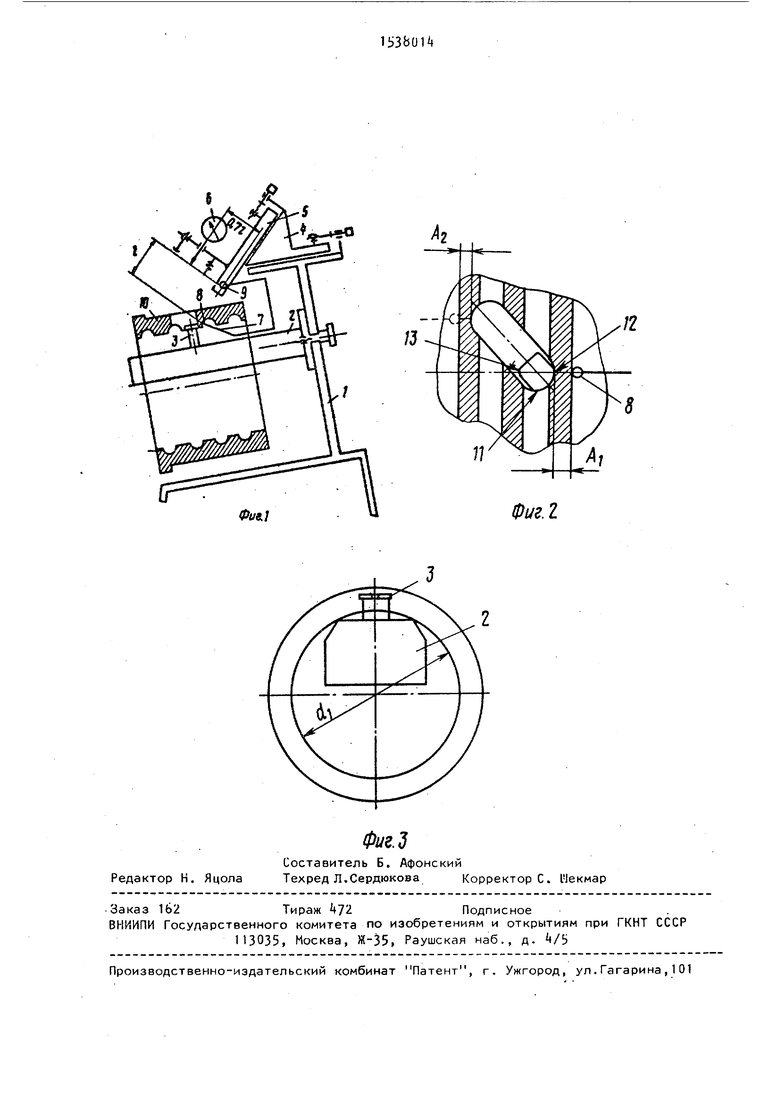
На фиг. 1 показана принципиальная схема устройства; на фиг. 2 - схема контактирования штыря со стенкой окна гайки; на фиг. 3 схема установки штыря симметрично относительно стержня .
Устройство состоит из корпуса 1 с закрепленным на нем сменным установочным стержнем 2, на котором закреплен базирующий элемент, выполненный в виде штыря 3. В направляющих корпуса 1 установлена каретка А, имеющая возможность наладочного перемещения параллельно оси установочного стержня 2. На каретке 4 установлены направляющие каретки 5 углового наладочного перемещения. На каретке 5 крепится отсчетный узел. На индикатор о воздействует рычаг 7, на конце которого закреплен измерительный наконечник 8. По ворот рычага 7 осуществляется в опорах У качения.
i
Наладка прибора заключается в следующем.
СП
со
00
Контролируемую гайку 10 одевают на установочный стержень, 2 при этом цилиндрическая часть окна гайки касается среднего участка 11 и бокового участка 12 цилиндрической поверхности штыря 3. При контроле гайки с другим направлением резьбы цилиндрическая часть окна гайкой касается среднего участка 11 и бокового участка 13 ци- линдрической поверхности штыря 3- После установки гайки перемещают каретку 5 и по максимальным показаниям индикатора определяют положение каретки, в котором измерительный наконечник , ка- сается рабочего участка профиля резьбы. В этом положении каретку 1 стопорят и производят измерение.
Отклонение от симметричности окна относительно резьбы определяется как разность расстояний от точек контакта измерительного наконечника 8 с резьбой до точки касания окна штырем 3, измеренных с обеих сторон окна, что обеспечивает специально подобранное соотношение плеч рычага передаточного механизма. Для этого базируют гайку на стержне 2 и штыре 3 так, чтобы они касалась цилиндрической частью окна среднего и бокового цилиндрических участков штыря, и фиксируют показания индикатора. Далее снимают гайку, поворачивают на 180°, базируя ее другой стороной того же окна и РНОВЬ фиксируют показания индикатора.
Для измерения гаек с разными размерами окон используются сменные установочные стержни 2 и штыри 3.
Q 5
0
5
0
5
0
Формула изобретения
1.Устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки, содержащее корпус, жестко связанный с ним установочный стержень с базирующим элементом, подвижно установленный относительно корпуса измерительный наконечник, связанные с Иим передаточный механизм и отсчетный узел, каретку, установленную на корпусе с возможностью перемещения параллельно оси установленного стержня, отличающееся тем, что, с целью повышения точности и расширения технологических возможностей, оно снабжено второй кареткой, установленной на первой каретке с возможностью перемещения под углом относительно оси установочного стержня, измерительный наконечник установлен на упомянутой каретке с возможностью перемещения по линии, параллельной касательной к расчетному профилю резьбы.
2.Устройство по п. 1, о т л и - чающееся тем, что, с целью повышения производительности за счет обеспечения возможности измерения гаек с левым и правым направлениями резьб без переналадки прибора, базирующий элемент выполнен в виде штыря с тремя участками цилиндрической поверхности, два из которых предназначены для контактирования попарно со средней и боковой цилиндрическими поверхностями стенок окна гаек, при этом ось симметрии каждого из двух крайних участков штыря,перпендикулярна оси симметрии среднего участка.
Фив.}
Фиг. 2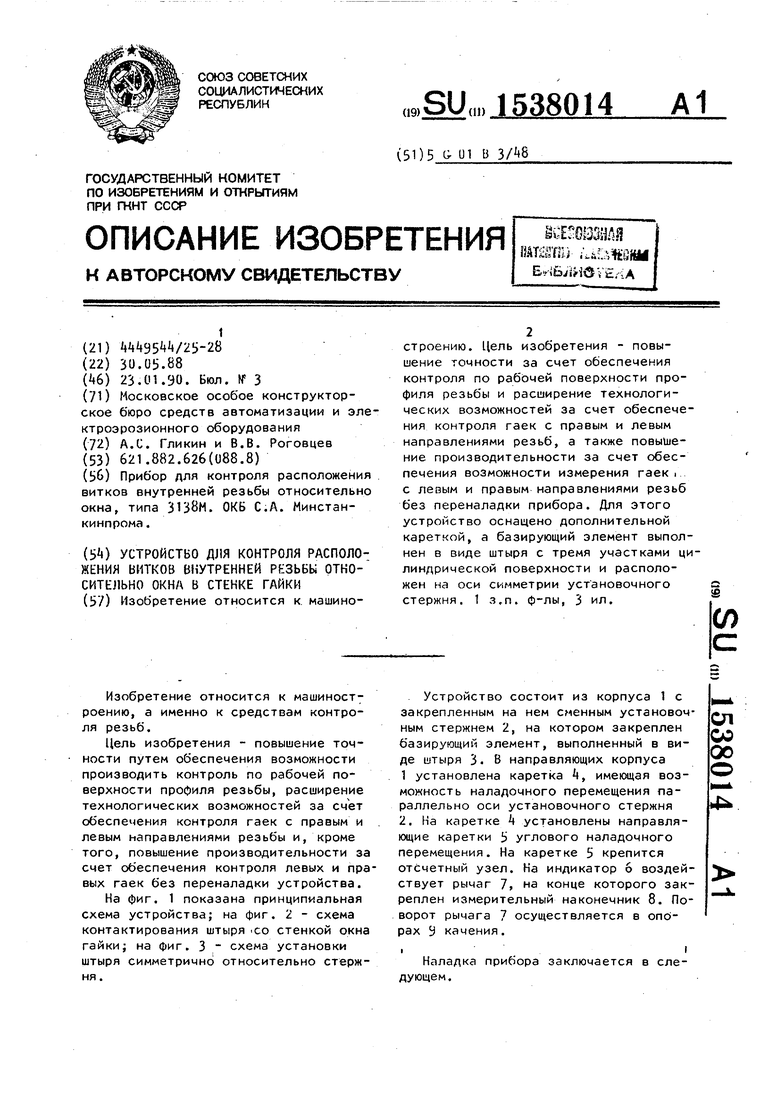
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747856A1 |
| Устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747855A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ДИАМЕТРОВ | 1998 |
|
RU2164003C2 |
| ПРИБОР ДЛЯ КОНТРОЛЯ ПАРАМЕТРОВ ОТВЕРСТИЙ БУКС КОЛЕСНЫХ ПАР ЖЕЛЕЗНОДОРОЖНЫХ ВАГОНОВ | 2003 |
|
RU2247315C1 |
| Устройство для контроля соосности резьбы гайки с ее наружной поверхностью | 1975 |
|
SU920352A1 |
| Устройство для контроля диаметров отверстий | 1990 |
|
SU1772614A1 |
| Устройство для контроля диаметра резьбы гаек шариковых винтовых пар | 1987 |
|
SU1413401A1 |
| Устройство для измерения внутренних резьб и зубчатых зацеплений | 1989 |
|
SU1696834A1 |
| Прибор для контроля ходовых винтов станков | 1981 |
|
SU986613A1 |
| Устройство для измерения диаметров валов | 1990 |
|
SU1719884A1 |
Изобретение относится к машиностроению. Цель изобретения - повышение точности за счет обеспечения контроля по рабочей поверхности профиля резьбы и расширение технологических возможностей за счет обеспечения контроля гаек с правым и левым направлениями резьбы, а также повышение производительности за счет обеспечения возможности измерения гаек с левым и правым направлениями резьб без переналадки прибора. Для этого устройство оснащено дополнительной кареткой, а базирующий элемент выполнен в виде штыря с тремя участками цилиндрической поверхности и расположен на оси симметрии установочного стержня. 1 з.п. ф-лы, 3 ил.
Редактор Н. Яцола
Составитель Б. Афонский
Техред Л. Сердюкова Корректоре. Шекмар
Фм.З
| Прибор для контроля расположения витков внутренней резьбы относительно окна, типа 3138М | |||
| ОКБ С.А | |||
| Минстан- кинпрома | |||
| ( УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАСПОЛОЖЕНИЯ ВИТКОВ ВНУТРЕННЕЙ РЕЗЬБЫ ОТНОСИТЕЛЬНО ОКНА В СТЕНКЕ ГАЙКИ |
