Изобретение относится к машиностроению, а именно к средствам контроля резьб.
Известно устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки. Оно является стационарным, снабжено второй кареткой, установленной на первой каретке с возможностью перемещения под углом относительно оси установочного стержня, и измерительный наконечник, установленной на этой каретке с возможностью перемещения по линии, параллельной касательной к расчетному профилю резьбы.
Недостатком указанного устройства является отсутствие возможности контроля гайки на обрабатывающем станке при ее изготовлении, без съема с технических баз.
Известно устройство - накладное, позволяющее производить контроль гайки без
сьема с технологических баз станка. Устройство содержит корпус, жестко связанный с корпусом базирующий элемент, установочный стержень, связанный с базирующим элементом, отсчетный узел, измерительный наконечник передаточного механизма, воздействующего на отсчетный узел. Базирующий элемент выполнен в виде призмы с отверстием, ось которого параллельна оси симметрии призмы, установочный стержень выполнен полым и размещен в отверстии призмы с возможностью перемещения вдоль оси отверстия, передаточный механизм и отсчетный узел закреплены на установочном стержне и расположены в его внутренней полости.
Недостатками устройства является сложность кинематики измерительной цепи (неблагоприятные условия работы двух из-ч
4
4j
00 СЛ О
мерительных рычагов), сложность и многоступенчатость операций при установке устройства, необходимость сьема устройства с детали в процессе измерения, трудоемкость изготовления, невозможность измерений гаек с левым и правым направлениями резьбы. Таким образом для измерения гаек одного типоразмера с левым и правым направлениями резьбы необходимо иметь два разных устройства.
По технической сущности и количеству сходных признаков устройство является наиболее близким к предлагаемому изобретению и принято в качество прототипа.
Целью изобретения является повышение производительности и расширение технологических возможностей.
Цель достигается тем, что в устройстве, содержащем корпус, выполненный в виде призмы с отверстием, ось которого параллельна плоскости симметрии призмы, уста- новочный стержень, два базирующих элемента, одним из которых является призма, а вторым базирующим элементом является установочный стержень, измерительный наконечник, установленный в призме с возможностью перемещения вдоль оси отверстия, и отсчетный узел, кинематически связанный с измерительным наконечником, установочный стержень размещен в отверстии призмы с возможностью осевого и кругового движения относи- тельно последнего и жестко связан с измерительным наконечником.
Возможность установки измерительного наконечника, жестко связанного с установочным стержнем, в двух положениях, параллельных плоскости оси симметрии призмы с разных сторон относительно оси отверстия призмы, резко повышает производительность, так как после первого замера не требуется снимать призму с детали, выводить измерительный наконечник с установочным стержнем из окна гайки, поворачивать устройство на 180° и вновь вводить наконечник с установочным стержнем в окно гайки, вновь устанавливать приз- му на деталь и лишь после этого производить второй отсчет.
Использование устройства позволяет . после проведения первого отсчета, не снимая устройства с детали, сдвинуть установочный стержень до касания другой стороны окна гайки, предварительно повернув наконечник на 180°, и произвести второй отсчет.
Жесткая связь установочного стержня с измерительным наконечником обеспечивает возможность измерений гаек с левым и правым направлениями резьбы. Перемещение установочного стержня вдоль отверстия призмы при переналадках обеспечивает возможность контроля гаек с разными диаметрами резьб.
Наличие возможности измерения гаек с
левым и правым направлениями различных
диаметров резьб существенно расширяет
технологические возможности устройства.
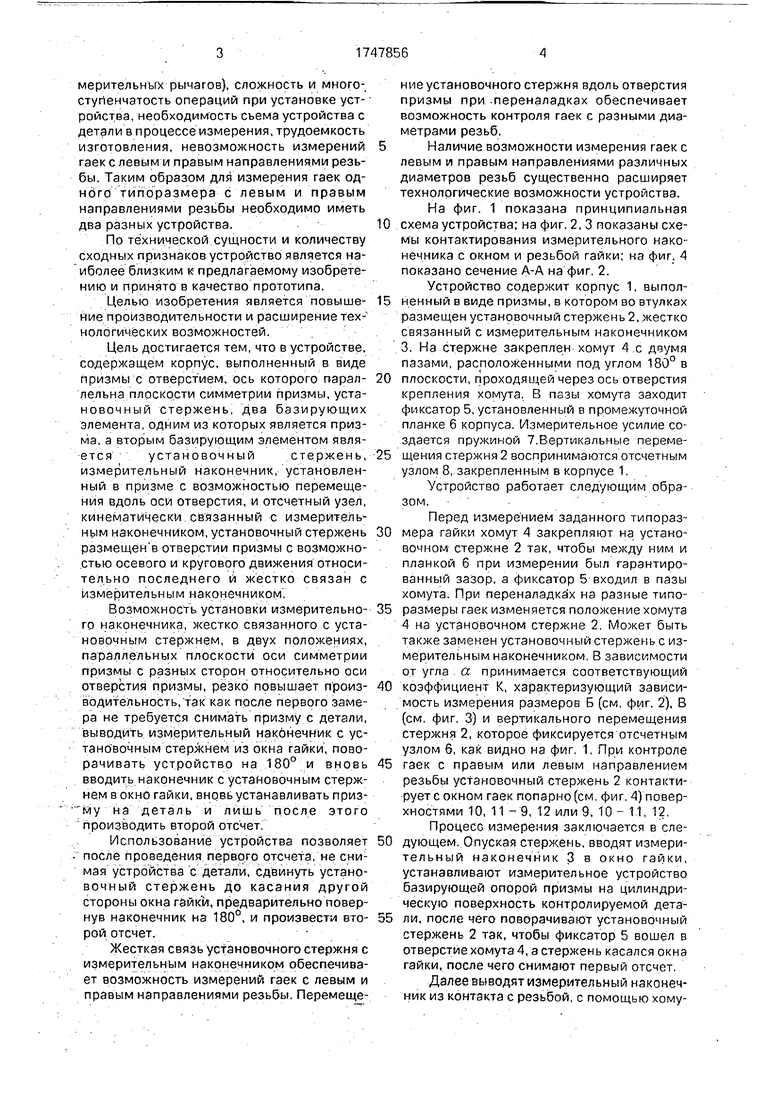
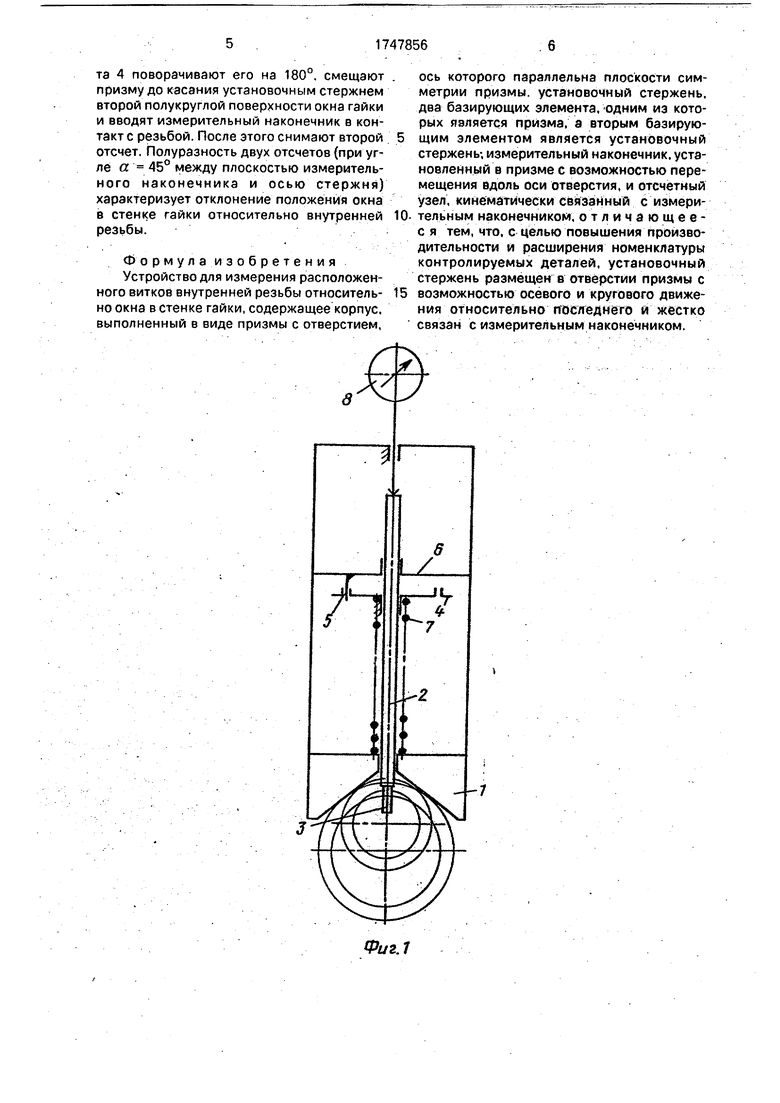
На фиг. 1 показана принципиальная
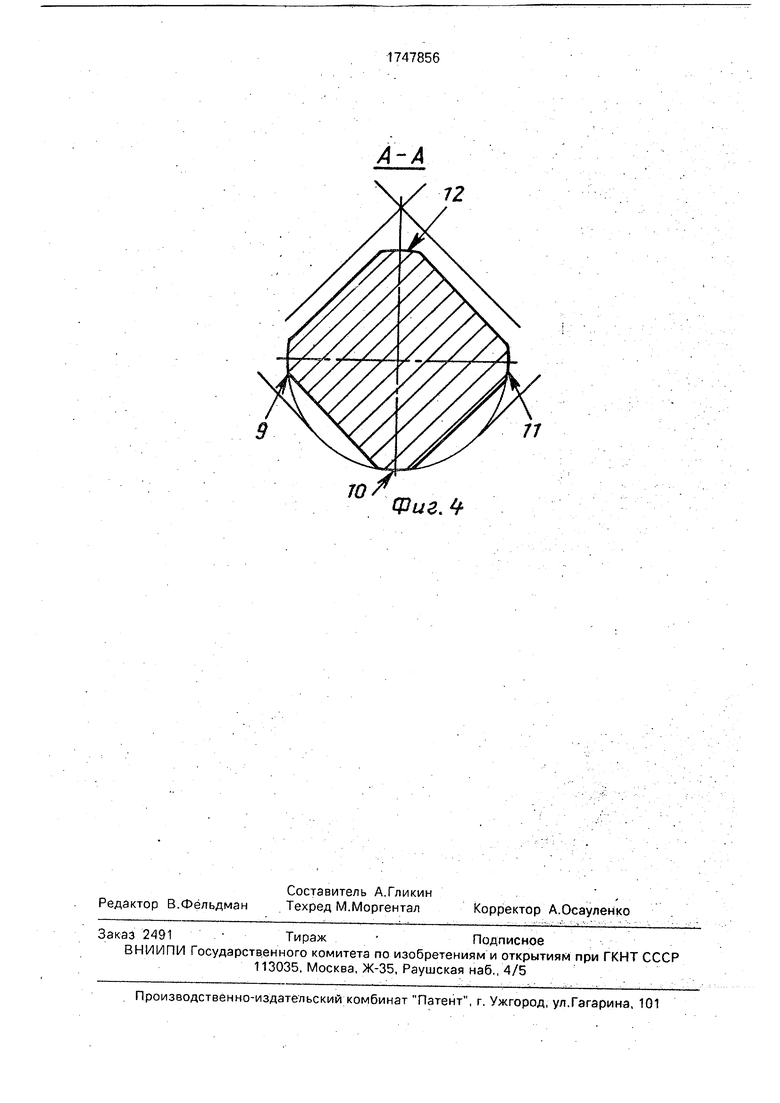
0 схема устройства; на фиг. 2, 3 показаны схемы контактирования измерительного наконечника с окном и резьбой гайки; на фиг. 4 показано сечение А-А на фиг. 2.
Устройство содержит корпус 1, выпол5 ненный в виде призмы, в котором во втулках размещен установочный стержень 2, жестко связанный с измерительным наконечником 3. На стержне закреплен хомут 4 с двумя пазами, расположенными под углом 180° в
0 плоскости, проходящей через ось отверстия крепления хомута. В пазы хомута заходит фиксатор 5, установленный е промежуточной планке 6 корпуса. Измерительное усилие создается пружиной 7,Вертикальные переме5 щения стержня 2 воспринимаются отсчетным узлом 8, закрепленным в корпусе 1.
Устройство работает следующим образом.
Перед измерением заданного типораз0 мера гайки хомут 4 закрепляют на установочном стержне 2 так, чтобы между ним и планкой 6 при измерении был гарантированный зазор, а фиксатор 5 входил в пазы хомута. При переналадках на разные типо5 размеры гаек изменяется положение хомута 4 на установочном стержне 2. Может быть также заменен установочный стержень с измерительным наконечником. В зависимости от угла а принимается соответствующий
0 коэффициент К, характеризующий зависимость измерения размеров Б (см. фиг. 2), В (см. фиг. 3) и вертикального перемещения стержня 2, которое фиксируется отсчетным узлом 6, как видно на фиг. 1. При контроле
5 гаек с правым или левым направлением резьбы установочный стержень 2 контактирует с окном гаек попарно (см. фиг. 4) поверхностями 10, 11 - 9, 12 или 9, 10 - 11, 12. Процесс измерения заключается в сле0 дующем. Опуская стержень, вводят измерительный наконечник 3 в окно гайки, устанавливают измерительное устройство базирующей опорой призмы на цилиндрическую поверхность контролируемой дета5 ли, после чего поворачивают установочный стержень 2 так, чтобы фиксатор 5 вошел в отверстие хомута 4, а стержень касался окна гайки, после чего снимают первый отсчет.
Далее выводят измерительный наконечник из контакта с резьбой, с помощью хомута 4 поворачивают его на 180°. смещают призму до касания установочным стержнем второй полукруглой поверхности окна гайки и вводят измерительный наконечник в контакте резьбой. После этого снимают второй отсчет. Полуразность двух отсчетов (при угле « 45° между плоскостью измерительного наконечника и осью стержня) характеризует отклонение положения окна в стенке гайки относительно внутренней резьбы.
Формула изобретения Устройство для измерения расположенного витков внутренней резьбы относительно окна в стенке гайки, содержащее корпус, выполненный в виде призмы с отверстием,
ось которого параллельна плоскости симметрии призмы, установочный стержень, два базирующих элемента, одним иэ которых является призма, а вторым базирующим элементом является установочный стержень; измерительный наконечник, установленный в призме с возможностью перемещения вдоль оси отверстия, и отсчетный узел, кинематически связанный с измерительным наконечником, отличающее- с я тем, что, с целью повышения производительности и расширения номенклатуры контролируемых деталей, установочный стержень размещен в отверстии призмы с
возможностью осевого и кругового движения относительно ггос/геднего и жестко связан с измерительным наконечником.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747855A1 |
| Устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки | 1988 |
|
SU1538014A1 |
| Устройство для контроля расположения поверхностей | 1990 |
|
SU1784835A1 |
| Устройство для измерения линейных размеров тел сложной формы | 1990 |
|
SU1795260A1 |
| Устройство для измерения шага резьб | 1983 |
|
SU1104353A1 |
| Устройство для измерения внутренних резьб и зубчатых зацеплений | 1989 |
|
SU1696834A1 |
| Устройство для контроля расположенияВиТКОВ ВНуТРЕННЕй РЕзьбы ОТНОСиТЕль-HO OKHA B CTEHKE гАйКи | 1979 |
|
SU808830A1 |
| Устройство для измерения углового расположения шатунных шеек коленчатого вала | 1988 |
|
SU1589034A1 |
| Устройство для контроля соосности резьбы гайки с ее наружной поверхностью | 1975 |
|
SU920352A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ РАДИУСА ИЗДЕЛИЯ | 1991 |
|
RU2031351C1 |
Изобретение относится к машиностроению, а именно к средствам контроля резьб. Цель изобретения - повышение производительности и расширение номенклатуры контролируемых деталей. Это достигается тем, что в устройстве, содержащем корпус в виде призмы с отверстием, два базирующих элемента в виде призмы и установочного стер- жня, измерительный наконечник, установленный в корпусе, и отсчетный узел, установочный стержень размещен в отверстии призмы с возможностью осевого и кру- гового движений и жестко связан с измерительным наконечником. 4 ил.
Фиг.1
фиг. 2
Фиг. J
i
А-А
72
Фие.4
| Устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки | 1988 |
|
SU1538014A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для контроля расположенияВиТКОВ ВНуТРЕННЕй РЕзьбы ОТНОСиТЕль-HO OKHA B CTEHKE гАйКи | 1979 |
|
SU808830A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
