Из таблицы видно, что всегда есть возможность выдержать рекомендованное соотношение, своевременно вводя дополнительный деформирующий подэлемент 4. Например, в строке 5 соотношение ,4. но. введя два деформирующих подэлемента вместо одного (см. строка 6). снижаем его до 0,7. Сравните также строки 14 и 15.
Нагружающие элементы 3 выполнены в виде ступенчатых расширяющихся к периферии корпуса 1 стержней из материала с ПФ (память формы) например, из никелида титана ТН-1. Стержни подвергают термомеханической обработке на «память формы, так. что при их охлаждении до температуры прямого мартенситного превращения
(30-80°С) их длина уменьшается, а припеней в пазах 2 1. через тело
нагреве до температуры обратного мартен-стержней 3 и пружины 5 обеспечивают
ситного превращения (100-120°) - увели-извлечение деформирующих подэлементов 4
чивается. В стержнях 3 и опорном кольце 9из впадин шестерни 7. Удаляют обрабопредусмотрены каналы 12-15 для движения5 тайную шестерню 7.
горячего и холодного энергоносителя, в ка-В технологической цепи должно быть
честве которого могут быть приняты, напри-предусмотрено последовательное использомер, воздух или вода соответствующей тем-вание двух предлагаемых устройств: водном
пературы и т. п. Применение материала сиз них устанавливают деформирующие подПФ позволяет обойтись без сложного и до-элементы 4 с рельефом на их рабочей
рогого оборудования - мощных прессов.Ю поверхности, в другом - с гладкими рабочиДля увеличения усилия и перемещениями поверхностями. Наличие рельефа на рабо- конца нагружающего элемента - стержня 3, необходимо увеличивать площадь его поперечного сечения и длину. Однако размеры
сечения стержней 3 ограничены возможное- тями их размещения во впадинах шестерни 7 (фиг. 2). Поэтому стержни выполнены ступенчатыми. Радиальные пазы 2 корпуса 1 также выполнены ступенчатыми (фиг. 2). Ширина каждой ступени в пазу 2 корпуса 1
выполнена равной ширине соответствующей20 ступени нагружающего элемента 3. Это дает хорошее направление для нежесткого нагружающего элемента 3 и предохраняет его от продольного изгиба. Длины ступеней пазов
выполнены больше длин соответствующих25 0 - -З- снабжения каждого деформирую- ступеней нагружающих элементов 3 на вели-щего подэлемента индивидуальным нагру- чину более 10% длины стержней 3. так какжающим элементом, а также сопряжения величина удлинения, связанного с эффектомдеформирующих и нагружающих элементов ПФ, у сплава ТЫ-I составляет 10% от дли-через сферические шарниры достигается ны стержня. Это позволяет стержням 3 сво-максимально возможная компенсация несов- бодыо деформироваться вдоль их оси при из-30 падения геометрических форм рабочих по- менении их температуры. верхностей нагружающих подэлементов и Устройство работает следующим образом.обрабатываемой поверхности. В результате На палец 8 надевают обрабатываемуюдостигается минимально возможная неодно- шестерню 7 до упора в торец втулки 6.родность ППД. Качество обработки повы- Через каналы 12-14 в отверстия 15 по-шается. В результате изготовления нагру- дают горячий энергоноситель. Нагружаю-35 жающих элементов из материала с ПФ от- щие элементы 3 разогреваются, удлиня-падает необходимость в использовании ются и подают деформирующие под-сложного и дорогого оборудования. Себе- элементы 4 во впадины шестерни 7. Вслед-стоимость обработки уменьшается. Кроме ствие наличия нескольких деформирующихтого, расширяются технологические возмож- подэлементов 4 в каждой впадине, инди-ности обработки. При увеличении модуля и видуальных нагружающих элементов, а так-длины зуба обрабатываемой шестерни рано же торцовых сферических шарниров дефор-или поздно наступает такое их сочетание, мирующие подэлементы 4 самоустанавли-когда мощности существующих прессов недо- ваются по обрабатываемой поверхности истаточны для эффективного ППД шестерен, обеспечивают минимальную неоднородностьДля предлагаемого устройства с увеличением ППД. а следовательно, повышение качества45 паРаметРов шестерни ничто не мешает увеличен поверхности деформирующих элементов резко повышает величину давления на единицу площади обрабатываемой поверхности и. как следствие, интенсифицирует процесс ППД, что повышает качество обработки. Затем полученный на обрабатываемой поверхности рельеф сглаживают деформирующими элементами с гладкой рабочей поверхностью.
Таким образом, предлагаемое устройство имеет следующие преимущества перед прототипом: вследствие разделения по высоте деформирующих элементов на подэлементы с соотношением поперечных размеров
обработки. Гибкие пружины 5 не препятствуют процессу са.моустановки. Зазор между отверстием шестерни 7 и пальцем 8 позволяет шестерне 7 самоустановиться под действием радиальных сил .нагружающих элементов 3 и компенсировать их возможную неодинаковость. Опорное кольцо 9 воспринимает и уравновешивает в себе радиальные силы, возникающие при обработке.
Затем в отверстие 15 подают холодный энергоноситель. Нагружающие элементы 3
50
чению числа деформирующих подэлементов и площади поперечного сечения нагружающих элементов.
Формула изобретения
1. Устройство для поверхностного пластического деформирования впадин и боковых поверхностей зубчатых профилей, содержащее кольцеобразный корпус с радиалыю расположенными пазами, в которых размеохлаждаются, их длина уменьшается. Наи- 55 щены нагружающие элементы, сопряженные большие ступени стержней 3, опираясь свои- через торцовые сферические шарниры с де- ми заплечиками 16 на дно наибольших сту- формирующими элементами, отличающееся
ми поверхностями. Наличие рельефа на рабо-
0 - -З- снабжения каждого деформирую- щего подэлемента индивидуальным нагру- жающим элементом, а также сопряжения деформирующих и нагружающих элементов через сферические шарниры достигается максимально возможная компенсация несов- падения геометрических форм рабочих по- верхностей нагружающих подэлементов и обрабатываемой поверхности. В результате достигается минимально возможная неодно- родность ППД. Качество обработки повы- шается. В результате изготовления нагру- жающих элементов из материала с ПФ от- падает необходимость в использовании сложного и дорогого оборудования. Себе- стоимость обработки уменьшается. Кроме того, расширяются технологические возмож- ности обработки. При увеличении модуля и лины зуба обрабатываемой шестерни рано или поздно наступает такое их сочетание, когда мощности существующих прессов недо- статочны для эффективного ППД шестерен, Для предлагаемого устройства с увеличением паРаметРов шестерни ничто не мешает увеличен поверхности деформирующих элементов резко повышает величину давления на единицу площади обрабатываемой поверхности и. как следствие, интенсифицирует процесс ППД, что повышает качество обработки. Затем полученный на обрабатываемой поверхности рельеф сглаживают деформирующими элементами с гладкой рабочей поверхностью.
Таким образом, предлагаемое устройство имеет следующие преимущества перед прототипом: вследствие разделения по высоте деформирующих элементов на подэлементы с соотношением поперечных размеров
5 0 - -З- снабжения каждого деформирую- щего подэлемента индивидуальным нагру- жающим элементом, а также сопряжения деформирующих и нагружающих элементов через сферические шарниры достигается максимально возможная компенсация несов- 0 падения геометрических форм рабочих по- верхностей нагружающих подэлементов и обрабатываемой поверхности. В результате достигается минимально возможная неодно- родность ППД. Качество обработки повы- шается. В результате изготовления нагру- 5 жающих элементов из материала с ПФ от- падает необходимость в использовании сложного и дорогого оборудования. Себе- стоимость обработки уменьшается. Кроме того, расширяются технологические возмож- ности обработки. При увеличении модуля и длины зуба обрабатываемой шестерни рано или поздно наступает такое их сочетание, когда мощности существующих прессов недо- статочны для эффективного ППД шестерен, Для предлагаемого устройства с увеличением 5 паРаметРов шестерни ничто не мешает увели0
чению числа деформирующих подэлементов и площади поперечного сечения нагружающих элементов.
Формула изобретения
1. Устройство для поверхностного пластического деформирования впадин и боковых поверхностей зубчатых профилей, содержащее кольцеобразный корпус с радиалыю расположенными пазами, в которых разме5 щены нагружающие элементы, сопряженные через торцовые сферические шарниры с де- формирующими элементами, отличающееся
тем. что. с целью повышения качества при обработке крупномодульных широких зубчатых колес за счет более равномерного на- гружения и сокращения энергозатрат, оно снабжено установленным концентрично кор- пусу опорным кольцом, при этом деформирующие элементы выполнены составными по меньшей мере из нескольких частей по высоте, а нагружающие элементы выполнены в виде ступенчатого расширяющегося к опорному кольцу стержня из материала с памятью формы, причем количество нагружающих
элементов выполнено по числу частей деформирующих элементов, выполненных с соотношением размеров в поперечном сечении 0,7- 1,3 и соединенных с нагружающими элементами пружиной.
2. Устройство по п. 1, отличающееся тем. что на рабочей поверхности частей деформирующих элементов выполнен рельеф, образованный зубцами треугольной формы высотой 5-35 мкм и углом при вершине 60-90°
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361716C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ПОВЕРХНОСТНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2361717C1 |
| УСТРОЙСТВО ДЛЯ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ЩЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2479408C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ НАРУЖНЫХ ШЛИЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2011 |
|
RU2469834C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ МЕТОДОМ ДЕФОРМИРУЮЩЕГО ПРОТЯГИВАНИЯ | 2006 |
|
RU2320469C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОЙ ОБРАБОТКИ ВИНТОВ МЕТОДОМ ПРОТЯГИВАНИЯ | 2006 |
|
RU2317888C1 |
| УСТРОЙСТВО ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2371299C1 |
| СПОСОБ ИМПУЛЬСНОГО УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2370355C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332294C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2006 |
|
RU2332293C1 |
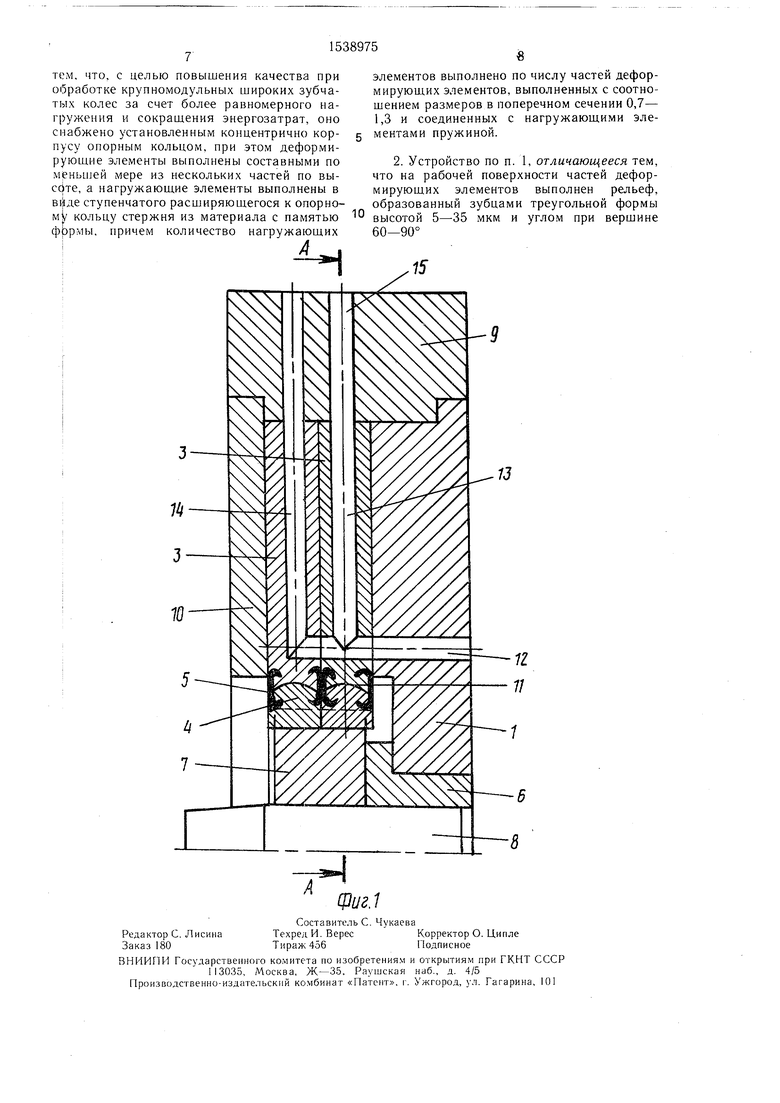
Изобретение относится к металлообработке, а именно к обработке поверхностно-пластическим деформированием (ППД), и может быть использовано для ППД впадин зубчатых колес, шлицевых валов и т.д.. Цель изобретения - повышение качества за счет более равномерного нагружения. В радиальных пазах кольцеобразного корпуса 1 размещены нагружающие элементы 2, сопряженные через шаровые шарниры с деформирующими элементами 3, рабочие поверхности которых выполнены гладкими или с рельефом. По высоте зуба обрабатываемой шестерни 4 расположено несколько элементов 3 с соотношением размеров в их поперечном сечении в пределах 0,7 - 1,3. Каждый деформирующий элемент 3 соединен пружиной 5 со своим индивидуальным элементом 2, который выполнен в виде ступенчатого расширяющегося к периферии стержня из материала с памятью формы. Радиальные пазы корпуса 1 также выполнены ступенчатыми, причем ширина каждой ступени паза равна ширине соответствующей ступени элемента 2. Длины ступеней пазов выполнены больше длин соответствующих ступеней нагружающих элементов на величину, не менее удлинения последних. Корпус 1 охвачен опорным кольцом. Это позволяет сократить энергозатраты при ППД 1 з.п. ф-лы, 1 табл.
Редактор С. Лисина Заказ 180
Фиг.1
Составитель С. Чукаева
Корректор О. Ципле Подписное
Техред И. Верес Тираж 456
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ
II3035, Москва, Ж-35. Раушская наб., д. 4/5 Производственно-издательский комбинат «Патент, i. Ужгород, ул. Гагарина
9
13
Корректор О. Ципле Подписное
| Устройство для упрочняющей обработки зубьев зубчатых колес | 1975 |
|
SU543502A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
