00 СЭ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1984 |
|
SU1268339A1 |
| Устройство для сварки | 1982 |
|
SU1123801A1 |
| Тиристорный регулятор | 1990 |
|
SU1753555A1 |
| Устройство для сварки | 1986 |
|
SU1382616A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754362A1 |
| КОМПЕНСАТОР РЕАКТИВНОЙ МОЩНОСТИ | 2001 |
|
RU2187873C1 |
| СВАРОЧНЫЙ ВЫПРЯМИТЕЛЬ ДЛЯ ДУГОВОЙ СВАРКИ | 1994 |
|
RU2069128C1 |
| Устройство для защиты электродвигателя от работы на двух фазах | 1978 |
|
SU904076A1 |
| ИСТОЧНИК СВАРОЧНОГО ТОКА | 1998 |
|
RU2131338C1 |
| ИСТОЧНИК ПИТАНИЯ СВАРОЧНОЙ ДУГИ ПОСТОЯННОГО ТОКА | 1991 |
|
RU2018424C1 |
Изобретение относится к сварке и может быть использовано для введения сварочного процесса в монтажных условиях. Цель изобретения - повышение производительности. Формирование сигнала управления в устройстве осуществляется дифференциальным методом с помощью двух раздельных нагрузок для его двух симметричных плеч чисто активного характера - нагрузочного сопротивления и блока управления. Каждое плечо содержит по одной первичной и две вторичных обмоток сварочного трансформатора, по два диода, трансформатор тока, однофазный выпрямитель с ограничительными элементами и входной усилитель, выполненный с двумя входами. Запомнившийся сигнал управления, который задается переменным регулировочным сопротивлением в блоке управления в момент сварочного трансформатора, с выхода запоминающего устройства через последовательно соединенные с ним выходной усилитель, управляемый выпрямитель и элемент регулирования сварочного тока определяет величину сварочного тока в момент сварки. Для уменьшения инерционности при переходе с одного режима сварки на другой имеется релейный элемент с нулевым порогом срабатывания, всплески напряжения на выходе которого имеют место каждый раз кратковременно или длительно, как только сигнал управления на выходе входного усилителя достигает нулевых значений. Это дает возможность предотвратить сброс запомнившегося сигнала управления как в момент сварки, так и в момент полного кратковременного провала сетевого напряжения. Для ослабления влияний неполных провалов сетевого напряжения выходной усилитель имеет второй вход. При использовании сварочного трансформатора с нормальным магнитным рассеянием элемент регулирования сварочного тока выполнен в виде дросселя насыщения с двумя парами рабочих обмоток для воспроизводства переменных магнитных потоков в его двух магнитопроводах. При использовании сварочного трансформатора с увеличенным магнитным рассеянием элемент регулирования сварочного тока выполнен в виде магнитного шунта. 2 з.п. ф-лы, 5 ил.
Изобретение относится к области сварки и может быть использовано для ведения сварочного процесса в монтажных условиях.
Целью изобретения является повышение производительности.
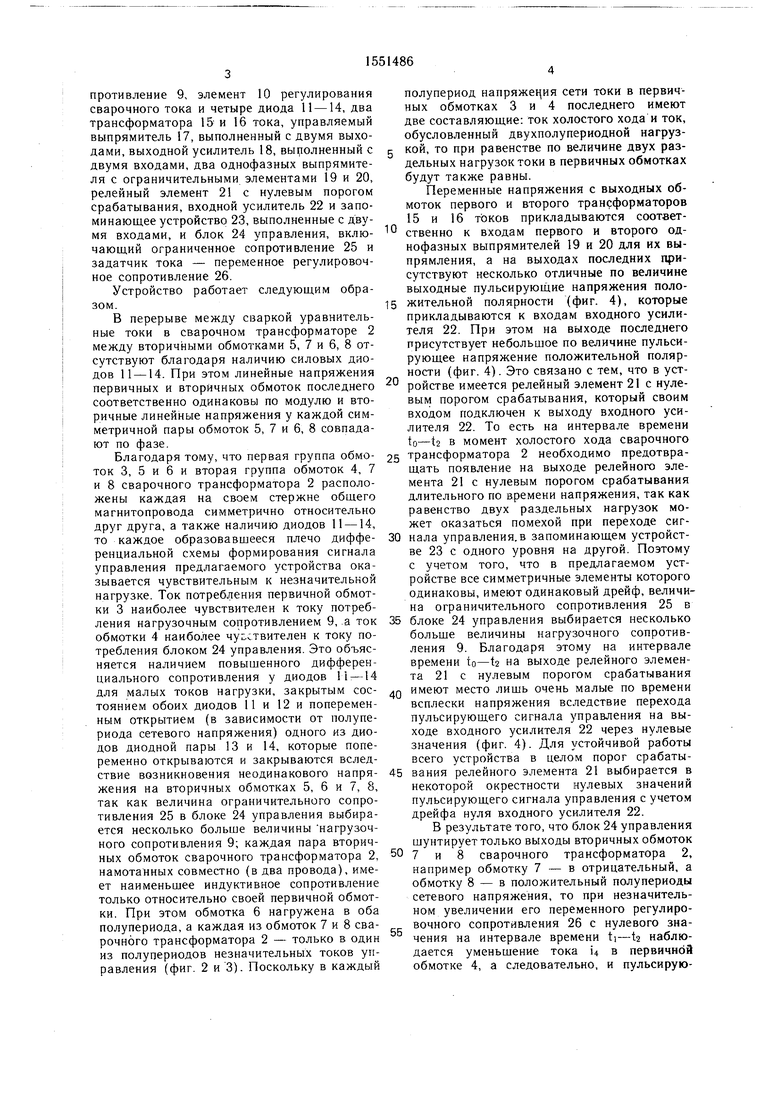
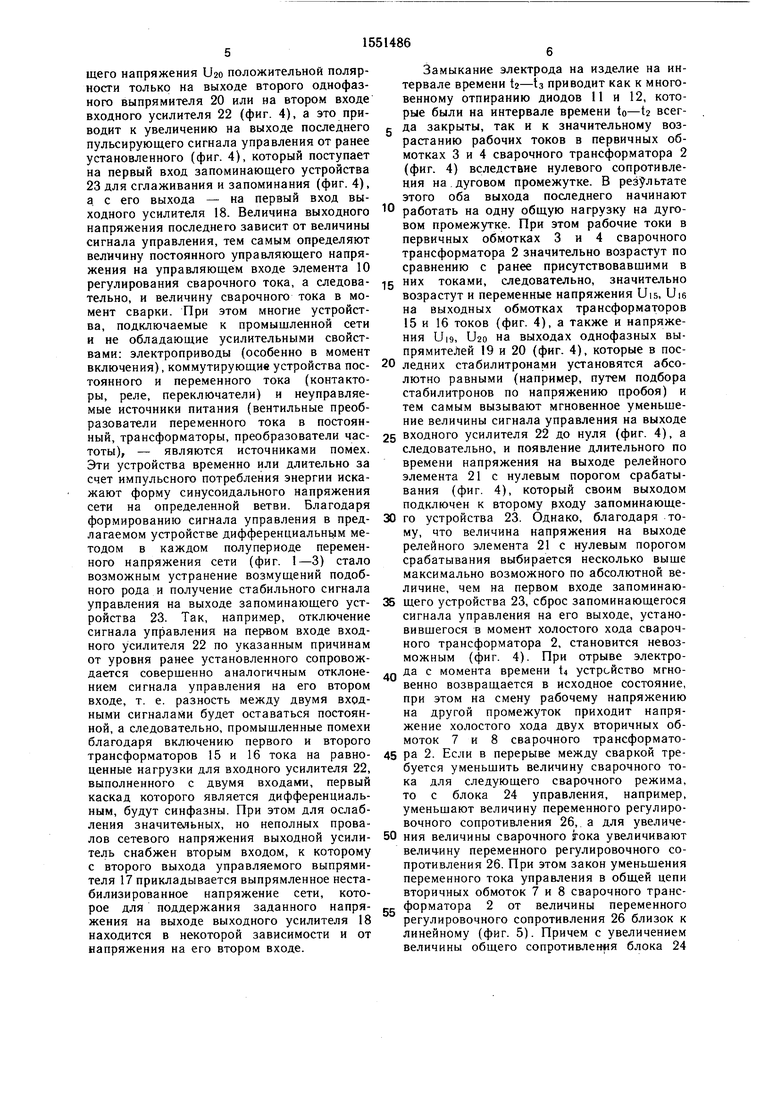
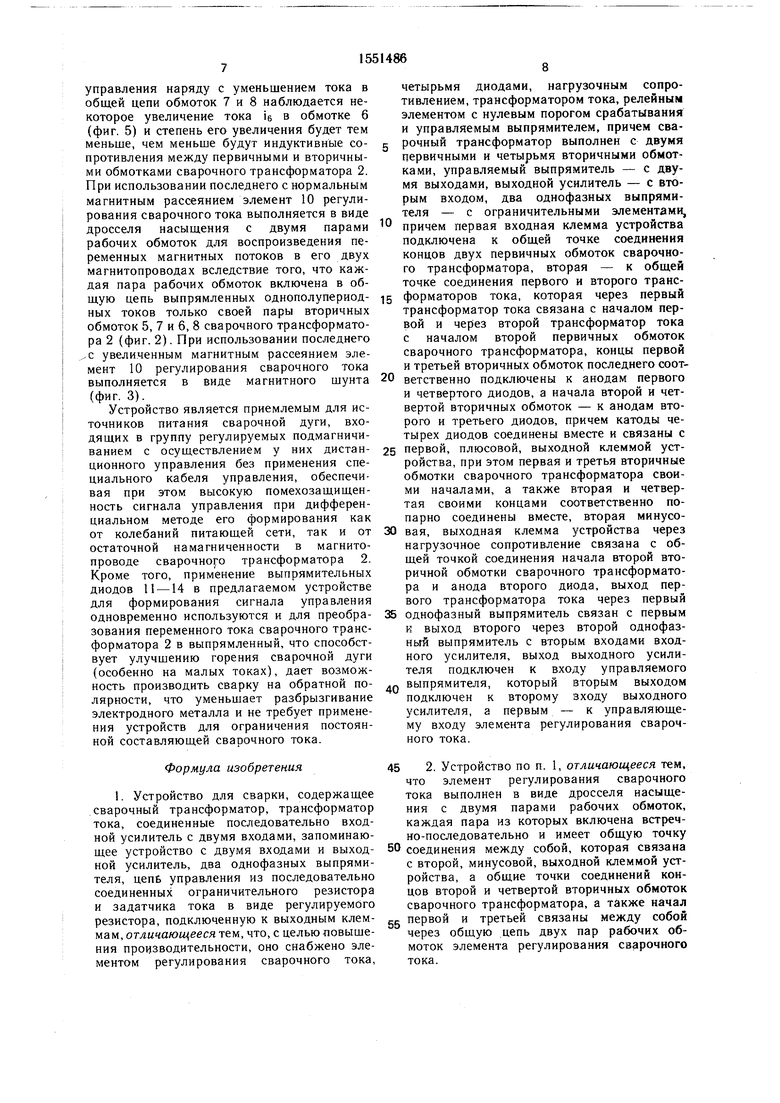
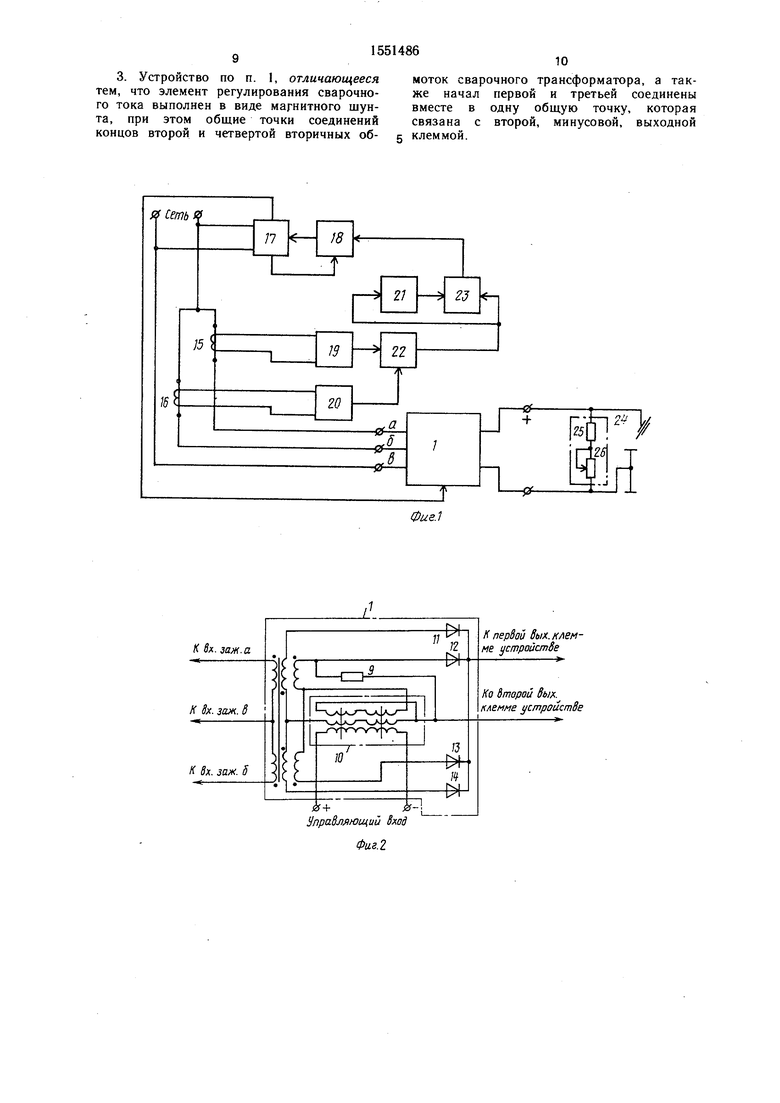
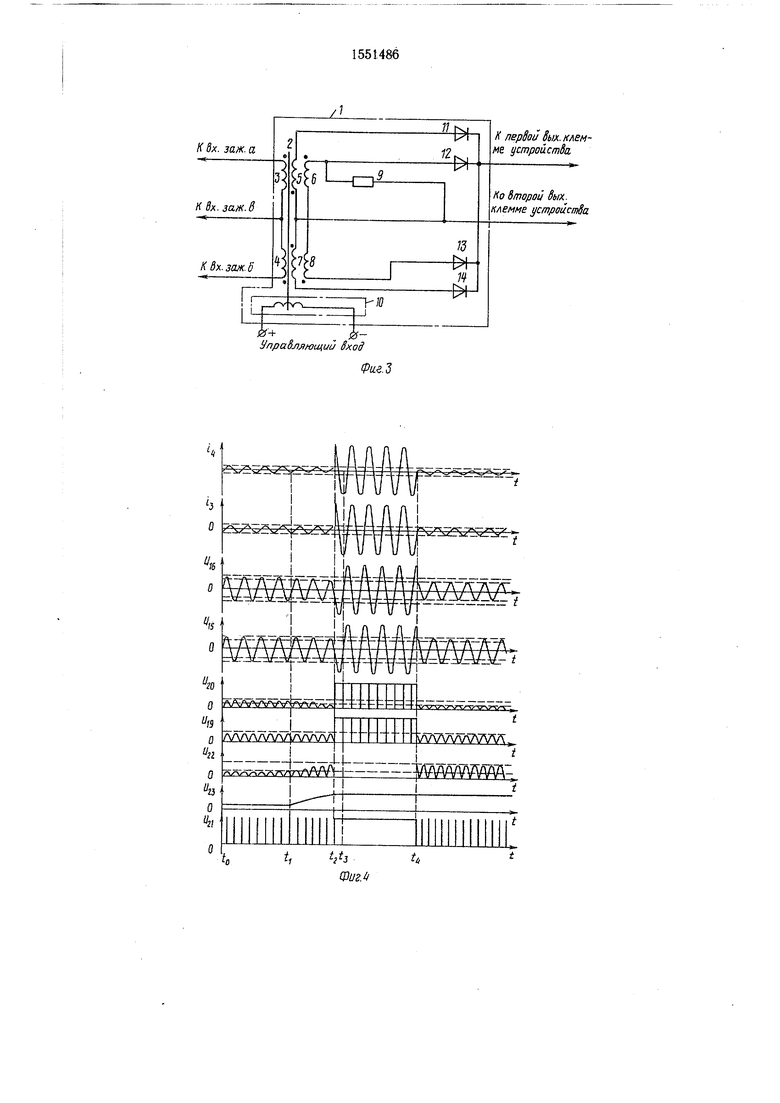
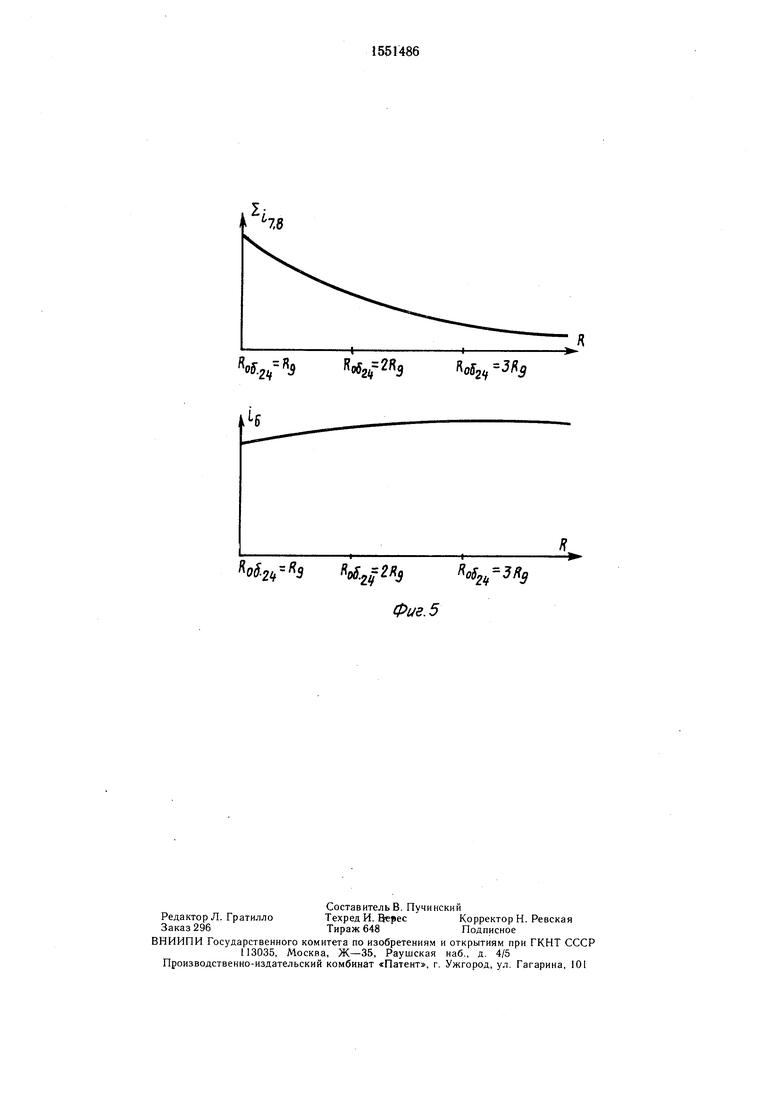
На фиг. 1 представлена функциональная схема устройства; на фиг. 2 - принципиальная схема источника сварочного тока при выполнении элемента регулирования сварочного тока в виде дросселя насыщения; на фиг. 3 - то ж.е, при выполнении элемента регулирования сварочного тока в виде магнитного шунта; на фиг. 4 - временные диаграммы работы устройства; на фиг. 5 - зависимости токов во вторичных обмотках сварочного трансформатора от величины сопротивления блока управления.
Устройство для сварки состоит из источника 1 (фиг. 1) сварочного тока, включающего сварочный трансформатор 2 с двумя первичными обмотками 3 и 4 и с четырьмя вторичными обмотками 5-8, нагрузочное сопротивление 9, элемент 10 регулирования сварочного тока и четыре диода 11 -14, два трансформатора 15 и 16 тока, управляемый выпрямитель 17, выполненный с двумя выходами, выходной усилитель 18, выполненный с двумя входами, два однофазных выпрямителя с ограничительными элементами 19 и 20, релейный элемент 21 с нулевым порогом срабатывания, входной усилитель 22 и запоминающее устройство 23, выполненные с двумя входами, и блок 24 управления, включающий ограниченное сопротивление 25 и задатчик тока - переменное регулировочное сопротивление 26.
Устройство работает следующим образом.
В перерыве между сваркой уравнительные токи в сварочном трансформаторе 2 между вторичными обмотками 5, 7 и 6, 8 отсутствуют благодаря наличию силовых диодов 11 -14. При этом линейные напряжения первичных и вторичных обмоток последнего соответственно одинаковы по модулю и вторичные линейные напряжения у каждой симметричной пары обмоток 5, 7 и 6, 8 совпадают по фазе.
Благодаря тому, что первая группа обмоток 3, 5 и 6 и вторая группа обмоток 4, 7 и 8 сварочного трансформатора 2 расположены каждая на своем стержне общего магнитопровода симметрично относительно друг друга, а также наличию диодов 11 -14, то каждое образовавшееся плечо дифференциальной схемы формирования сигнала управления предлагаемого устройства оказывается чувствительным к незначительной нагрузке. Ток потребления первичной обмотки 3 наиболее чувствителен к току потребления нагрузочным сопротивлением 9, а ток обмотки 4 наиболее чувствителен к току потребления блоком 24 управления. Это объясняется наличием повышенного дифференциального сопротивления у диодов 11 -14 для малых токов нагрузки, закрытым состоянием обоих диодов 11 и 12 и попеременным открытием (в зависимости от полупериода сетевого напряжения) одного из диодов диодной пары 13 и 14, которые попеременно открываются и закрываются вследствие возникновения неодинакового напряжения на вторичных обмотках 5, 6 и 7, 8, так как величина ограничительного сопротивления 25 в блоке 24 управления выбирается несколько больше величины нагрузочного сопротивления 9; каждая пара вторичных обмоток сварочного трансформатора 2, намотанных совместно (в два провода), имеет наименьшее индуктивное сопротивление только относительно своей первичной обмотки. При этом обмотка 6 нагружена в оба полупериода, а каждая из обмоток 7 и 8 сварочного трансформатора 2 - только в один из полупериодов незначительных токов управления (фиг. 2 и 3). Поскольку в каждый
0
полупериод напряжеция сети токи в первичных обмотках 3 и 4 последнего имеют две составляющие: ток холостого хода и ток, обусловленный двухполупериодной нагрузкой, то при равенстве по величине двух раздельных нагрузок токи в первичных обмотках будут также равны.
Переменные напряжения с выходных обмоток первого и второго трансформаторов 15 и 16 токов прикладываются соответственно к входам первого и второго однофазных выпрямителей 19 и 20 для их выпрямления, а на выходах последних присутствуют несколько отличные по величине выходные пульсирующие напряжения положительной полярности (фиг. 4), которые прикладываются к входам входного усилителя 22. При этом на выходе последнего присутствует небольшое по величине пульсирующее напряжение положительной полярности (фиг. 4). Это связано с тем, что в уст® ройстве имеется релейный элемент 21 с нулевым порогом срабатывания, который своим входом подключен к выходу входного усилителя 22. То есть на интервале времени в момент холостого хода сварочного
5 трансформатора 2 необходимо предотвращать появление на выходе релейного элемента 21 с нулевым порогом срабатывания длительного по времени напряжения, так как равенство двух раздельных нагрузок может оказаться помехой при переходе сиг0 нала управления.в запоминающем устройстве 23 с одного уровня на другой. Поэтому с учетом того, что в предлагаемом устройстве все симметричные элементы которого одинаковы, имеют одинаковый дрейф, величина ограничительного сопротивления 25 в
5 блоке 24 управления выбирается несколько больше величины нагрузочного сопротивления 9. Благодаря этому на интервале времени 10-12 на выходе релейного элемента 21 с нулевым порогом срабатывания
Q имеют место лишь очень малые по времени всплески напряжения вследствие перехода пульсирующего сигнала управления на выходе входного усилителя 22 через нулевые значения (фиг. 4). Для устойчивой работы всего устройства в целом порог срабаты5 вания релейного элемента 21 выбирается в некоторой окрестности нулевых значений пульсирующего сигнала управления с учетом дрейфа нуля входного усилителя 22.
В результате того, что блок 24 управления шунтирует только выходы вторичных обмоток
0 7 и 8 сварочного трансформатора 2, например обмотку 7 - в отрицательный, а обмотку 8 - в положительный полупериоды сетевого напряжения, то при незначительном увеличении его переменного регулировочного сопротивления 26 с нулевого значения на интервале времени наблюдается уменьшение тока i4 в первичной обмотке 4, а следовательно, и пульсирующего напряжения Lbo положительной полярности только на выходе второго однофазного выпрямителя 20 или на втором входе входного усилителя 22 (фиг. 4), а это приводит к увеличению на выходе последнего пульсирующего сигнала управления от ранее установленного (фиг. 4), который поступает на первый вход запоминающего устройства 23 для сглаживания и запоминания (фиг. 4), а с его выхода - на первый вход выходного усилителя 18. Величина выходного напряжения последнего зависит от величины сигнала управления, тем самым определяют величину постоянного управляющего напряжения на управляющем входе элемента 10 регулирования сварочного тока, а следовательно, и величину сварочного тока в момент сварки. При этом многие устройства, подключаемые к промышленной сети и не обладающие усилительными свойствами: электроприводы (особенно в момент включения), коммутирующие устройства постоянного и переменного тока (контакторы, реле, переключатели) и неуправляемые источники питания (вентильные преобразователи переменного тока в постоянный, трансформаторы, преобразователи частоты), - являются источниками помех. Эти устройства временно или длительно за счет импульсного потребления энергии искажают форму синусоидального напряжения сети на определенной ветви. Благодаря формированию сигнала управления в предлагаемом устройстве дифференциальным методом в каждом полупериоде переменного напряжения сети (фиг. 1-3) стало возможным устранение возмущений подобного рода и получение стабильного сигнала управления на выходе запоминающего устройства 23. Так, например, отключение сигнала управления на первом входе входного усилителя 22 по указанным причинам от уровня ранее установленного сопровождается совершенно аналогичным отклонением сигнала управления на его втором входе, т. е. разность между двумя входными сигналами будет оставаться постоянной, а следовательно, промышленные помехи благодаря включению первого и второго трансформаторов 15 и 16 тока на равноценные нагрузки для входного усилителя 22, выполненного с двумя входами, первый каскад которого является дифференциальным, будут синфазны. При этом для ослабления значительных, но неполных провалов сетевого напряжения выходной усилитель снабжен вторым входом, к которому с второго выхода управляемого выпрямителя 17 прикладывается выпрямленное нестабилизированное напряжение сети, которое для поддержания заданного напряжения на выходе выходного усилителя 18 находится в некоторой зависимости и от напряжения на его втором входе.
Замыкание электрода на изделие на интервале времени t2-Ь приводит как к многовенному отпиранию диодов 11 и 12, которые были на интервале времени всег- с да закрыты, так и к значительному возрастанию рабочих токов в первичных обмотках 3 и 4 сварочного трансформатора 2 (фиг. 4) вследствие нулевого сопротивления на дуговом промежутке. В результате этого оба выхода последнего начинают
работать на одну общую нагрузку на дуговом промежутке. При этом рабочие токи в первичных обмотках 3 и 4 сварочного трансформатора 2 значительно возрастут по сравнению с ранее присутствовавшими в
g них токами, следовательно, значительно возрастут и переменные напряжения Uis, Die на выходных обмотках трансформаторов 15 и 16 токов (фиг. 4), а также и напряжения U is, U2o на выходах однофазных выпрямителей 19 и 20 (фиг. 4), которые в пос0 ледних стабилитронами установятся абсолютно равными (например, путем подбора стабилитронов по напряжению пробоя) и тем самым вызывают мгновенное уменьшение величины сигнала управления на выходе
5 входного усилителя 22 до нуля (фиг. 4), а следовательно, и появление длительного по времени напряжения на выходе релейного элемента 21 с нулевым порогом срабатывания (фиг 4), который своим выходом подключен к второму входу запоминающе0 го устройства 23. Однако, благодаря тому, что величина напряжения на выходе релейного элемента 21 с нулевым порогом срабатывания выбирается несколько выше максимально возможного по абсолютной величине, чем на первом входе запоминаю5 щего устройства 23, сброс запоминающегося сигнала управления на его выходе, установившегося в момент холостого хода сварочного трансформатора 2, становится невозможным (фиг. 4). При отрыве электро0 да с момента времени t4 устройство мгновенно возвращается в исходное состояние, при этом на смену рабочему напряжению на другой промежуток приходит напряжение холостого хода двух вторичных обмоток 7 и 8 сварочного трансформато5 ра 2. Если в перерыве между сваркой требуется уменьшить величину сварочного тока для следующего сварочного режима, то с блока 24 управления, например, уменьшают величину переменного регулировочного сопротивления 26, а для увеличе0 ния величины сварочного гока увеличивают величину переменного регулировочного сопротивления 26. При этом закон уменьшения переменного тока управления в общей цепи вторичных обмоток 7 и 8 сварочного трансg форматора 2 от величины переменного регулировочного сопротивления 26 близок к линейному (фиг. 5). Причем с увеличением величины общего сопротивления блока 24
управления наряду с уменьшением тока в общей цепи обмоток 7 и 8 наблюдается некоторое увеличение тока i6 в обмотке 6 (фиг. 5) и степень его увеличения будет тем меньше, чем меньше будут индуктивные сопротивления между первичными и вторичными обмотками сварочного трансформатора 2. При использовании последнего с нормальным магнитным рассеянием элемент 10 регулирования сварочного тока выполняется в виде дросселя насыщения с двумя парами рабочих обмоток для воспроизведения переменных магнитных потоков в его двух магнитопроводах вследствие того, что каждая пара рабочих обмоток включена в общую цепь выпрямленных однополупериод- ных токов только своей пары вторичных обмоток 5, 7 и 6, 8 сварочного трансформатора 2 (фиг. 2). При использовании последнего -с увеличенным магнитным рассеянием элемент 10 регулирования сварочного тока выполняется в виде магнитного шунта (фиг. 3).
Устройство является приемлемым для источников питания сварочной дуги, входящих в группу регулируемых подмагничи- ванием с осуществлением у них дистанционного управления без применения специального кабеля управления, обеспечивая при этом высокую помехозащищенность сигнала управления при дифференциальном методе его формирования как от колебаний питающей сети, так и от остаточной намагниченности в магнито- проводе сварочного трансформатора 2. Кроме того, применение выпрямительных диодов 11 -14 в предлагаемом устройстве для формирования сигнала управления одновременно используются и для преобразования переменного тока сварочного трансформатора 2 в выпрямленный, что способствует улучшению горения сварочной дуги (особенно на малых токах), дает возможность производить сварку на обратной полярности, что уменьшает разбрызгивание электродного металла и не требует применения устройств для ограничения постоянной составляющей сварочного тока.
Формула изобретения
четырьмя диодами, нагрузочным сопротивлением, трансформатором тока, релейным элементом с нулевым порогом срабатывания и управляемым выпрямителем, причем сварочный трансформатор выполнен с двумя первичными и четырьмя вторичными обмотками, управляемый выпрямитель - с двумя выходами, выходной усилитель - с вторым входом, два однофазных выпрямителя - с ограничительными элементами,
причем первая входная клемма устройства подключена к общей точке соединения концов двух первичных обмоток сварочного трансформатора, вторая - к общей точке соединения первого и второго трансформаторов тока, которая через первый трансформатор тока связана с началом первой и через второй трансформатор тока с началом второй первичных обмоток сварочного трансформатора, концы первой и третьей вторичных обмоток последнего соот0 ветственно подключены к анодам первого и четвертого диодов, а начала второй и четвертой вторичных обмоток - к анодам второго и третьего диодов, причем катоды четырех диодов соединены вместе и связаны с
5 первой, плюсовой, выходной клеммой устройства, при этом первая и третья вторичные обмотки сварочного трансформатора своими началами, а также вторая и четвертая своими концами соответственно попарно соединены вместе, вторая минусо0 вая, выходная клемма устройства через нагрузочное сопротивление связана с общей точкой соединения начала второй вторичной обмотки сварочного трансформатора и анода второго диода, выход первого трансформатора тока через первый
5 однофазный выпрямитель связан с первым к выход второго через второй однофазный выпрямитель с вторым входами входного усилителя, выход выходного усилителя подключен к входу управляемого
Q выпрямителя, который вторым выходом подключен к второму входу выходного усилителя, а первым - к управляющему входу элемента регулирования сварочного тока.
5 2. Устройство по п. 1, отличающееся тем, что элемент регулирования сварочного тока выполнен в виде дросселя насыщения с двумя парами рабочих обмоток, каждая пара из которых включена встречно-последовательно и имеет общую точку
0 соединения между собой, которая связана с второй, минусовой, выходной клеммой устройства, а общие точки соединений концов второй и четвертой вторичных обмоток сварочного трансформатора, а также начал
g первой и третьей связаны между собой через общую цепь двух пар рабочих обмоток элемента регулирования сварочного тока.
моток сварочного трансформатора, а также начал первой и третьей соединены вместе в одну общую точку, которая связана с второй, минусовой, выходной клеммой.
Упра&ляющий бход
На
Ko5.2tf 3K tf2 T2R3 oS2if-3f{9
Ко12, Hu,
,
щ Уofyif JRg
Фиг. 5
| Устройство для сварки | 1984 |
|
SU1268339A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
