5°30
Если общее число ввода детали чрезмерно велико, то после п-крат- ного ввода измеряемой детали в угломер фиксируют сектор 3, устанавливают сектор 17 в исходное положение до упора в основание 1, копируют размер между измерительными поверхностями линеек 15 и 19 с помощью второго угломера, используя его как регулируемую меру - копню, фиксируют второй угломер на этом размере, устанавливают входное устройство основного угломера по установочному блоку угловых мер, размер которого может быть равен нулю, путем сдвига сектора 17 до касания измерительных поверхностей линеек 15 и 19 с уста- новочным блоком и стопорения сектора 17, освобождают сектор 3, вводят регулируемую меру в контакт с измерительными поверхностями линеек 15 и 19, выполняют указанный выше цикл действия m раз, где m - номер члена геометрической прогрессии
2п
4п; 8п; i/i.
равного Кh i/i, снимают результирующий отсчет и находят измеряемый размер. Например, измеряют угол35°30 с погрешностью отсчета 5.
Угольник 13 в державке линейкой 15.
Общее число подач детали с измеря емым углом должно составить i
14 заменяю
К
i,
24.
После первого ввода детали на угломер снимают отсчет А 35°, набирают Ьлок мер на размер М4 35 и после трех подач детали (п 3, показания 36°30М ), чтобы не производить еще
2.3; 4.3; 8.3;...,
показывающий при какой подаче регулируемой меры будет достигнуто заданное увеличение точности отсчета, равен
К
24. Снимают отсчет AQ, который
получается как
25
38
41 47
Результат измерения определяют по формуле
А
Вместо 24 подач детали на вход угломера произвели три подачи детали,
- 35°30.
три операции копирования регулируемой меры.
и той подачи
0
5
0
Формула изобретения
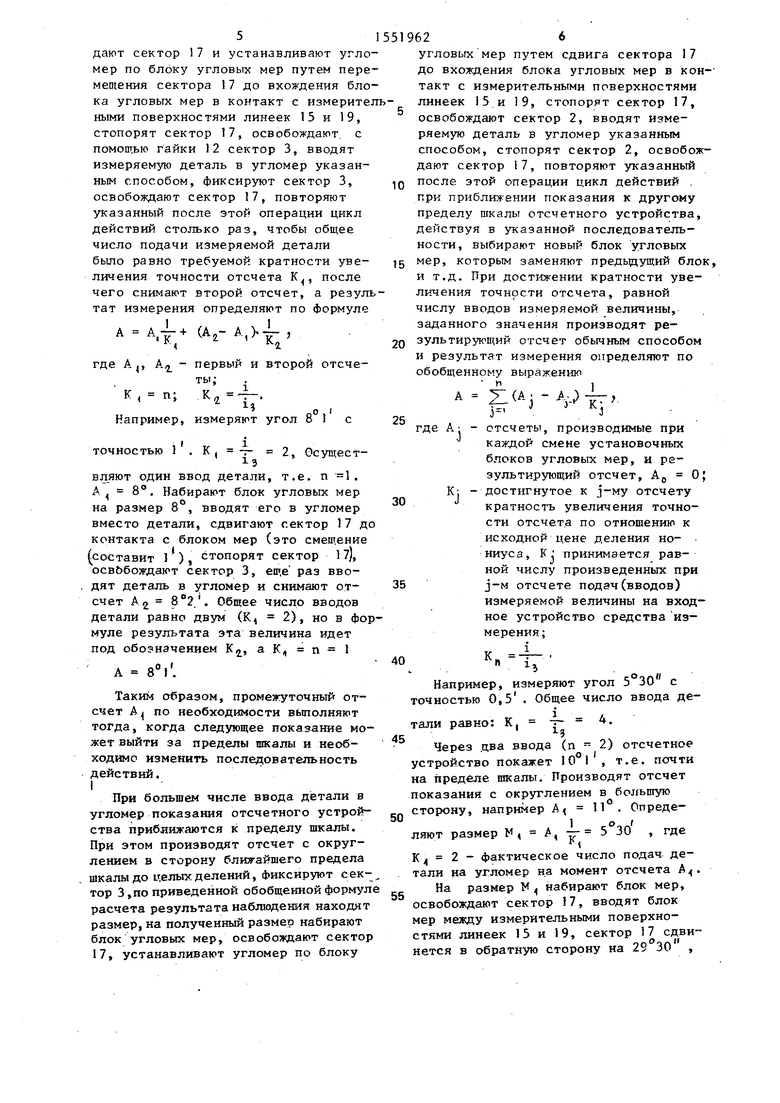
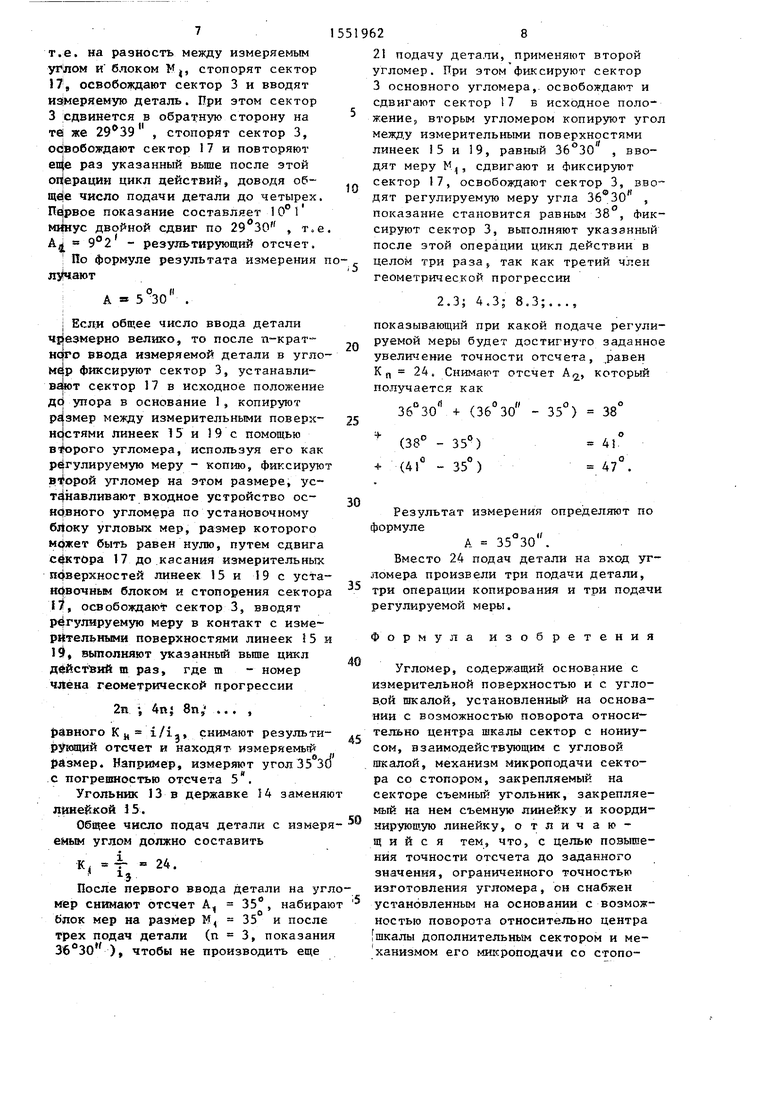
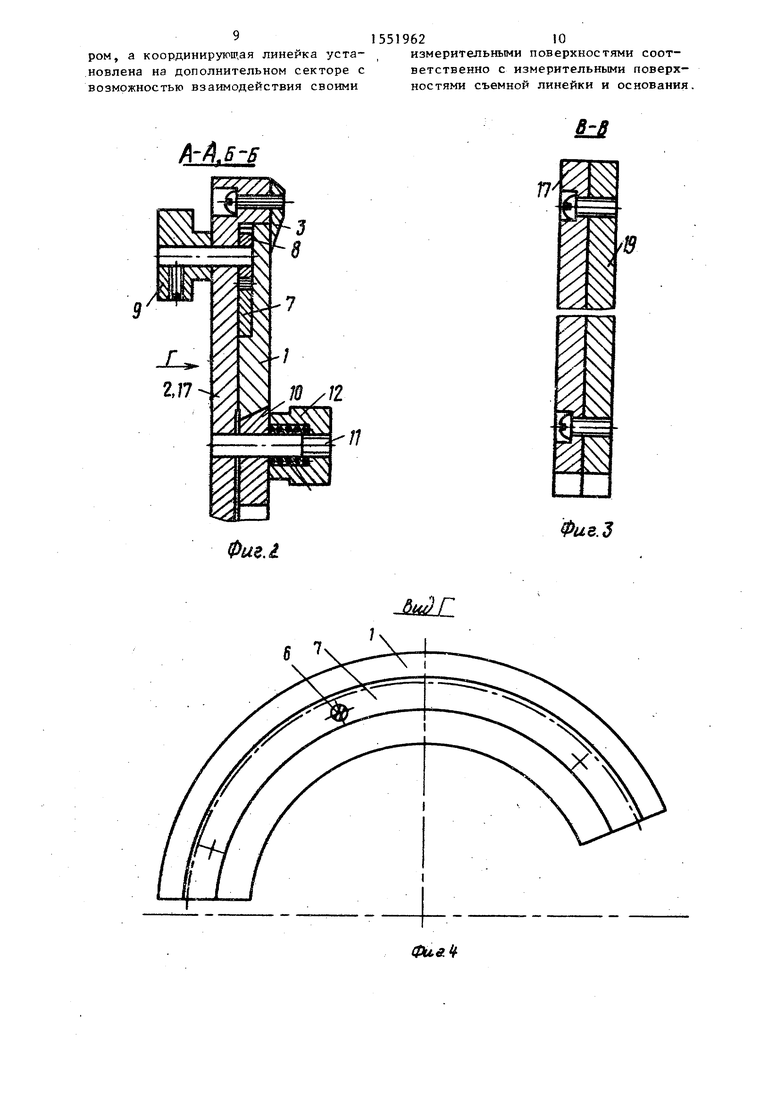
Угломер, содержащий основание с измерительной поверхностью и с угловой шкалой, установленный на основании с возможностью поворота относительно центра шкалы сектор с нониусом, взаимодействующим с угловой шкалой, механизм микроподачи сектора со стопором, закрепляемый на секторе съемный угольник, закрепляемый на нем съемную линейку и координирующую линейку, отличающийся тем, что, с целью повышения точности отсчета до заданного значения, ограниченного точностью изготовления угломера, он снабжен установленным на основании с возможностью поворота относительно центра шкалы дополнительным сектором и механизмом его микроподачи со сгопоновлена на дополнительном секторе с возможностью взаимодействия своими
ветственно с измерительными поверхностями съемной линейки и основания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Угломер | 1987 |
|
SU1555618A1 |
| УГЛОМЕР ДЛЯ ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ | 1970 |
|
SU260198A1 |
| ОТСЧЁТНО-СТОПОРНОЕ УСТРОЙСТВО | 2022 |
|
RU2811361C1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ПЛОСКИХ ДЕТАЛЕЙ, НАПРИМЕР ШАБЛОНОВ | 1967 |
|
SU196363A1 |
| Угломер якимова | 1978 |
|
SU750256A1 |
| Универсальный шаблон для измерения заготовок конических зубчатых колес | 1961 |
|
SU146499A1 |
| Угломер | 1981 |
|
SU1004742A1 |
| Угломер | 1978 |
|
SU781536A1 |
| Устройство для контроля геометрических параметров деталей | 1983 |
|
SU1211592A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ЛИНЕЙНЫХ РАЗМЕРОВ | 2013 |
|
RU2525720C1 |
Изобретение относится к измерительной технике. Целью изобретения является повышение точности отсчета до заданного значения, ограниченного точностью изготовления средства измерения, за счет многократного ввода измеряемой детали во входное устройство средства измерения. При измерении вводят деталь во входное устройство, перемещают сектор 3 до контакта детали с измерительными поверхностями координирующей линейки 19 и съемной линейки 15 и фиксируют в этом положении сектор 3. Затем освобождают дополнительный сектор 17, выводят деталь, перемещают сектор 17 до смыкания измерительных поверхностей линеек 19 и 15, стопорят сектор 17. После этой операции повторяют указанный выше цикл действий столько раз, чтобы общее число вводов детали равнялось требуемой кратности увеличения точности отсчета, определяемой по формуле K1=I/Iз, где I - исходная цена деления нониуса 4
I3 - заданная точность отсчета. Затем производят отсчет A1 по шкале 2 и определяют измеряемый размер по формуле: A=A1(1/K1). Заданная точность отсчета достигается за счет накопления размера детали в отсчетном устройстве, а следовательно, увеличения коэффициента преобразования средства измерения и уменьшения цены деления шкал отсчетного устройства. 4 ил.
A-A.s-f
Ю /72
;/
Фие.1
LJ
Фиг.З
J&IL
| Эйдинов В.Я | |||
| Измерение углов в машиностроении | |||
| М., 1963, с | |||
| Приспособление для подвешивания тележки при подъемках сошедших с рельс вагонов | 1920 |
|
SU216A1 |
