П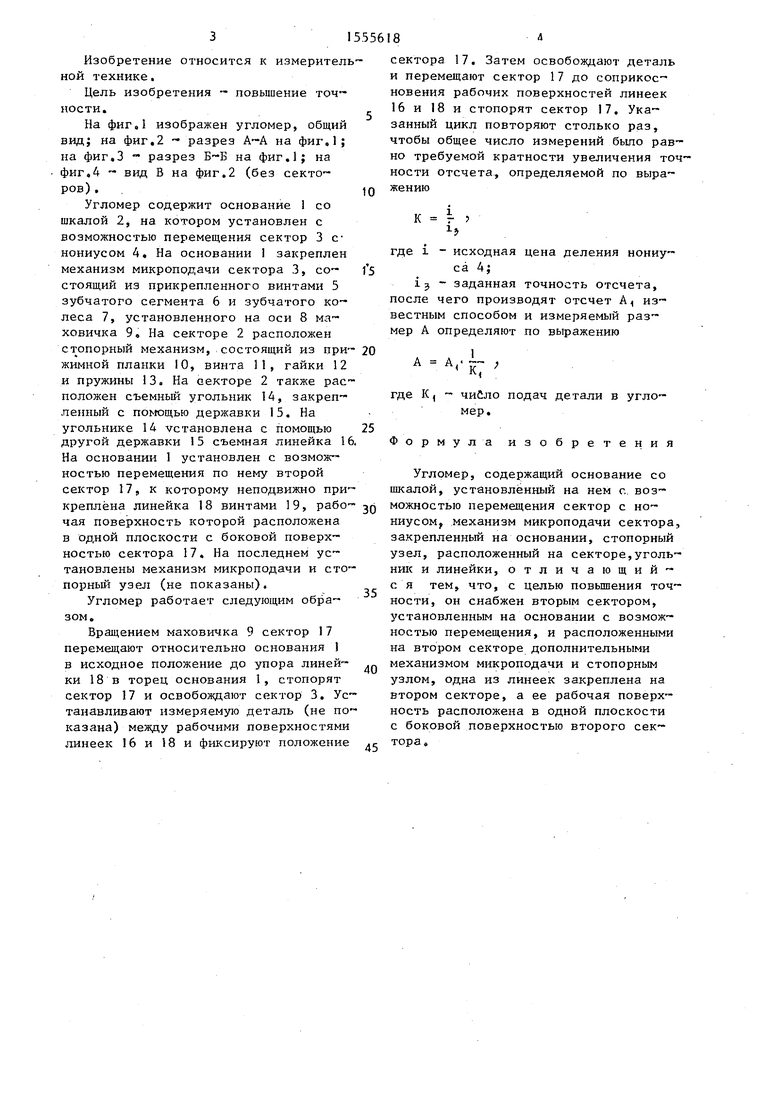
| название | год | авторы | номер документа |
|---|---|---|---|
| Угломер | 1987 |
|
SU1551962A1 |
| Прибор для измерения углов режущего инструмента | 1987 |
|
SU1479816A1 |
| ДЕЛИТЕЛЬНОЕ ПРИСПОСОБЛЕНИЕ К МЕТАЛЛОРЕЖУЩИМ СТАНКАМ, В ОСОБЕННОСТИ ДЛЯ СЛЕПЫХ | 1936 |
|
SU49725A1 |
| Прибор для построения лекал деталей одежды | 1979 |
|
SU785064A1 |
| Станок для резки труб | 1983 |
|
SU1139580A1 |
| Грейферный механизм подачи к штампу | 1990 |
|
SU1729664A1 |
| Чертежный прибор | 1981 |
|
SU977214A1 |
| Станок для сверления щитовых деталей мебели | 1973 |
|
SU472006A1 |
| СПОСОБ БАЛАНСИРОВКИ ЛОПАТОЧНОГО КОЛЕСА МАШИНЫ И УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЛОПАТОК ЛОПАТОЧНОГО КОЛЕСА МАШИНЫ | 1994 |
|
RU2082072C1 |
| Вычислительный прибор для определения установочных геометрических параметров | 1980 |
|
SU935974A1 |
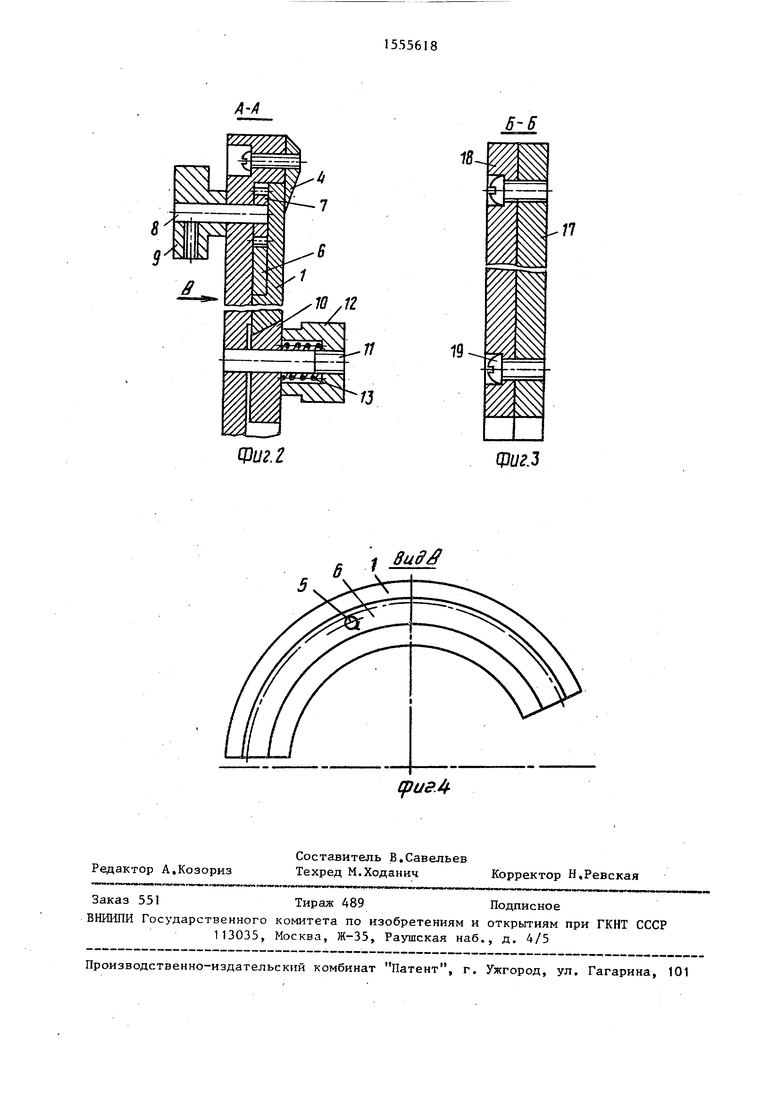
Изобретение относится к измерительной технике. Цель изобретения - повышение точности. Угломер содержит основание 1 со шкалой 2, установленный на нем с возможностью перемещения сектор 3 с нониусом 4, угольник 14 и линейки 16 и 18. При измерении второй сектор 17, установленный на основании 1, перемещают до упора линейки 18 так, чтобы ее рабочая поверхность находилась в одной плоскости с боковой поверхностью сектора 17 и при помощи механизма микроподачи, установленного на секторе 3, перемещают сектор 3. Между линейками 16 и 18 устанавливают деталь и фиксируют положение сектора 17 дополнительным стопорным узлом, расположенным на секторе 17. Затем убирают деталь, перемещают сектор 17 до соприкосновения рабочих поверхностей линеек 16 и 18 и стопорят сектор 17. Указанный цикл повторяют столько раз, чтобы их общее число было равно требуемой кратности повышения точности отсчета. 4 ил.
Фиг. Z
Фиг.з
1 8uffЈ
| Бурдун Г.Д | |||
| и др | |||
| Линейные и угловые измерения | |||
| М.: Стандарты, 1977, 348 с |
