Йзобретение относится к машиностроению и может быть использовано при отделочно-зачистной обработке длинномерных цилиндрических деталей.
Цель изобретения - повышение качества обрабатывающей поверхности за счет обеспечения оптимального соотношения скоростей вращения по длине контакта поверхности иглофрезы с деталью.
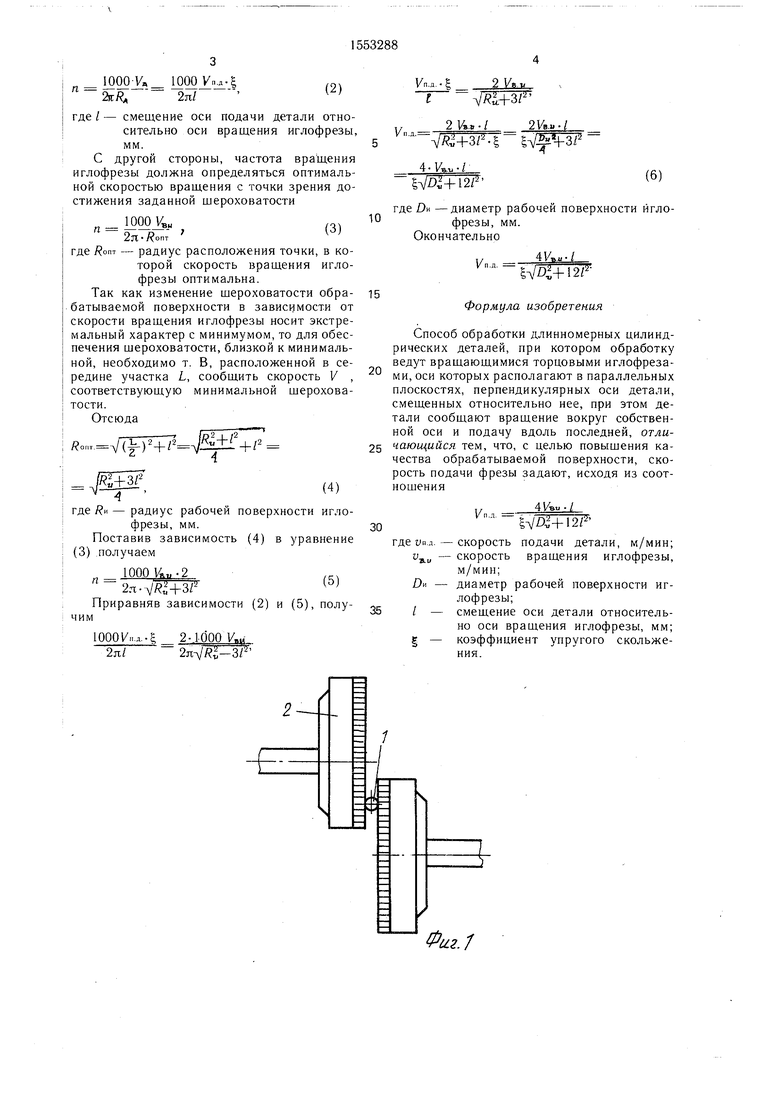
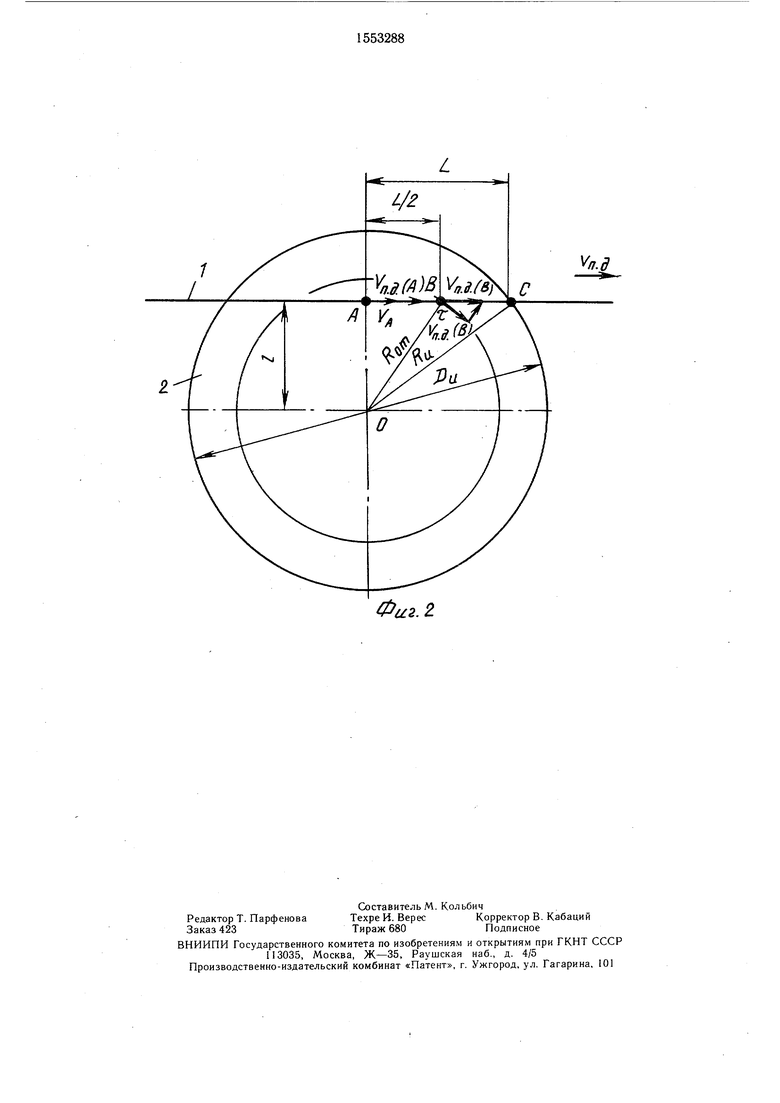
На фиг. 1 представлена схема реализации предлагаемого способа; на фиг. 2 - схема расчета скорости подачи.
Обрабатываемую деталь 1 приводят во вращение вокруг своей оси и сообщают ей движение подачи между прижатыми к ней торцовыми иглофрезами 2, вращающимися за счет сил трения между их рабочими поверхностями и поверхностью детали 1.
Ввиду различной удаленности детали от центра иглофрезы (фиг. 2) линейная скорость каждого участка рабочей поверхности, контактирующей с деталью, различна. В т. А скорость подачи детали сонаправлена с линейной скоростью вращения иглофрезы 1А При этом в любом другом участке рабочей поверхности, например в т. В, тангенциальная составляющая V$i скорости пода«и делали, стремящаяся повернуть иглофрезх. меньше УА. Поэтом скорость вращения иглофрезы обусловливается контактом с деталью в т. А
Исходя из изложенного, скорость рабочей поверхности иглофрезы в т А определяется
1/ ,
(1
сл
ел
ОО
го
00
оо
где V, i - скорость подачи детали, м/мин, Н, - коэффициент упругого скольжения.
Коэффициент упругого скольжения определяется плотностью набивки ворса иглофрезы, усилием прижатия иглофрезы к детали (ввиду относительной податливости иглофрезы) , наличием СОЖ и т. д.
Частота вращения иглофрезы определяется
K) П
(2)
1/пд . | 2.У8-ЧI л/ +З/2 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ иглофрезерной зачистки цилиндрических деталей | 1990 |
|
SU1726065A1 |
| СПОСОБ ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2294819C1 |
| ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ С ИМПУЛЬСНЫМ НАГРУЖЕНИЕМ | 2005 |
|
RU2296652C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО ИГЛОФРЕЗЕРОВАНИЯ ПЛОСКОСТЕЙ | 2010 |
|
RU2428282C1 |
| УСТРОЙСТВО ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2003 |
|
RU2238667C1 |
| СПОСОБ ПЛАВНО-ПРЕРЫВИСТОГО ИГЛОФРЕЗЕРОВАНИЯ | 2003 |
|
RU2236932C1 |
| СПОСОБ ВИБРАЦИОННОГО ИГЛОФРЕЗЕРОВАНИЯ | 2010 |
|
RU2452598C1 |
| ОСЦИЛЛИРУЮЩАЯ ИГЛОФРЕЗА ДЛЯ ОБРАБОТКИ ПЛОСКОСТЕЙ | 2010 |
|
RU2428283C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ИГЛОФРЕЗЕРОВАНИЯ ИЛИ УПРОЧНЕНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2008 |
|
RU2367565C1 |
| СТАНОК ДЛЯ ИГЛОФРЕЗЕРОВАНИЯ | 1995 |
|
RU2080965C1 |
Изобретение относится к области машиностроения и может быть использовано при отделочно-зачистной обработке длинномерных цилиндрических деталей. Цель изобретения - повышение качества обрабатываемой поверхности. Обработку цилиндрических деталей ведут прижатыми к ним торцовыми иглофрезами. Детали сообщают вращение вокруг собственной оси и подачу вдоль последней. Иглофрезы получают вращение за счет сил трения между их рабочими поверхностями и поверхностью детали. Для достижения наименьшей шероховатости скорость (м/мин) подачи детали выбирают из соотношения Vп.д=4Vв.и.L:ξ√D2+12L2, где Vв.и - оптимальная скорость вращения иглофрезы, м/мин
Dи - диаметр рабочей поверхности иглофрезы, мм
L - смещение оси детали от параллельных плоскостей, в которых размещены оси иглофрез
ξ - коэффициент упругого скольжения. Плоскости перпендикулярны оси иглофрезы. 2 ил.
где / - смещение оси подачи детали относительно оси вращения иглофрезы, мм.
С другой стороны, частота вращения иглофрезы должна определяться оптимальной скоростью вращения с точки зрения достижения заданной шероховатости
iogoj/BU
(3)
где Rom - радиус расположения точки, в которой скорость вращения иглофрезы оптимальна.
Так как изменение шероховатости обрабатываемой поверхности в зависимости от скорости вращения иглофрезы носит экстремальный характер с минимумом, то для обеспечения шероховатости, близкой к минимальной, необходимо т В, расположенной в середине участка L, сообщить скорость V , соответствующую минимальной шероховатости.
Отсюда
Ј4
(4)
М+зТ7
4
где радиус рабочей поверхности иглофрезы, мм.
Поставив зависимость (4) в уравнение (3) получаем
л ЮОО У%-2,с}
Приравняв зависимости (2) и (5), получим
1000У,.д. 2-ЛООО V.u 2л/2nV/ Ј-3r
4-14л,-/
(6)
15
где DH -диаметр рабочей поверхности Юфрезы, мм.
Окончательно
Кпд 41/ви-/
ЈV5S+I2F
Формула изобретения
Способ обработки длинномерных цилиндрических деталей, при котором обработку ведут вращающимися торцовыми иглофреза- ми, оси которых располагают в параллельных плоскостях, перпендикулярных оси детали, смещенных относительно нее, при этом детали сообщают вращение вокруг собственной оси и подачу вдоль последней, отли- чающийся тем, что, с целью повышения качества обрабатываемой поверхности, скорость подачи фрезы задают, исходя из соотношения
К lV +12/2
гдеипд -скорость подачи детали, м/мин; илц - скорость вращения иглофрезы,
м/мин;
D - диаметр рабочей поверхности иглофрезы;
/ - смещение оси детали относительно оси вращения иглофрезы, мм; | - коэффициент упругого скольжения.
Фи.г.1
Фиг. 2.
| Устройство для очистки длинномерных цилиндрических изделий | 1981 |
|
SU1052283A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
