Изобретение относится к контролю . качества изделий электронной техники, может быть использовано при разбраковке и производстве герметизированных магнитоуправляемых контактов (герконов) и является усовершенствованием изобретения по авт. св. № 1394259.
Цель изобретения - повышение точности и достоверности контроля.
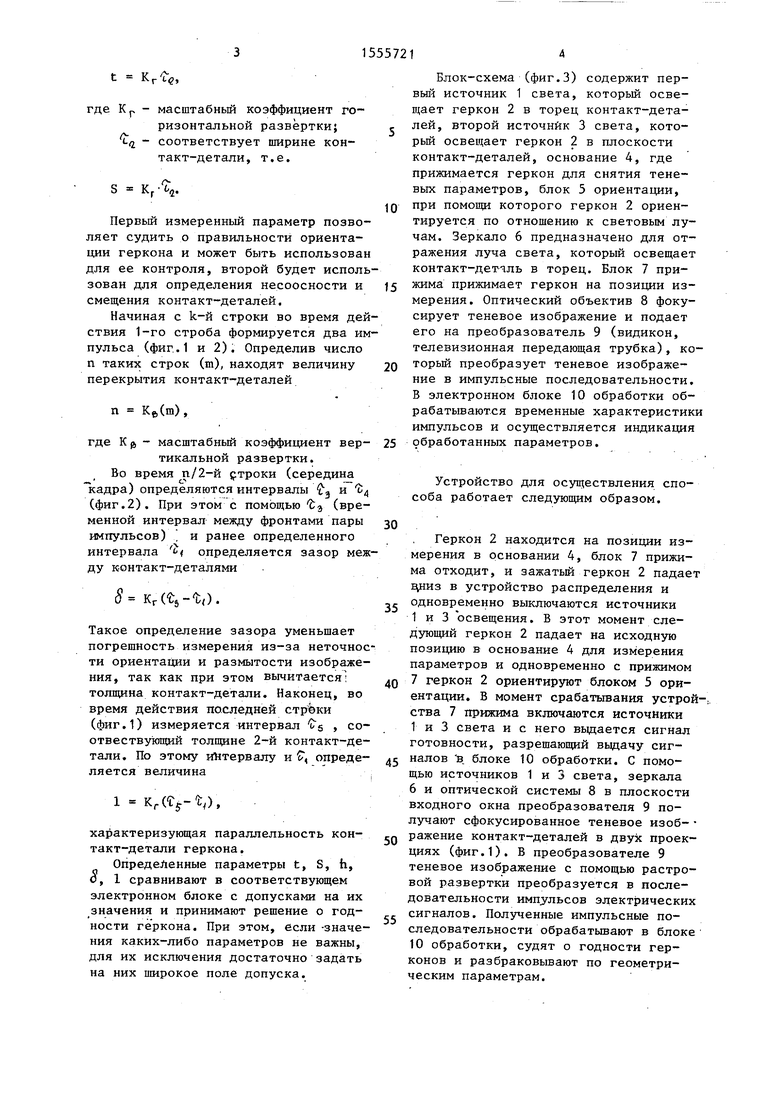
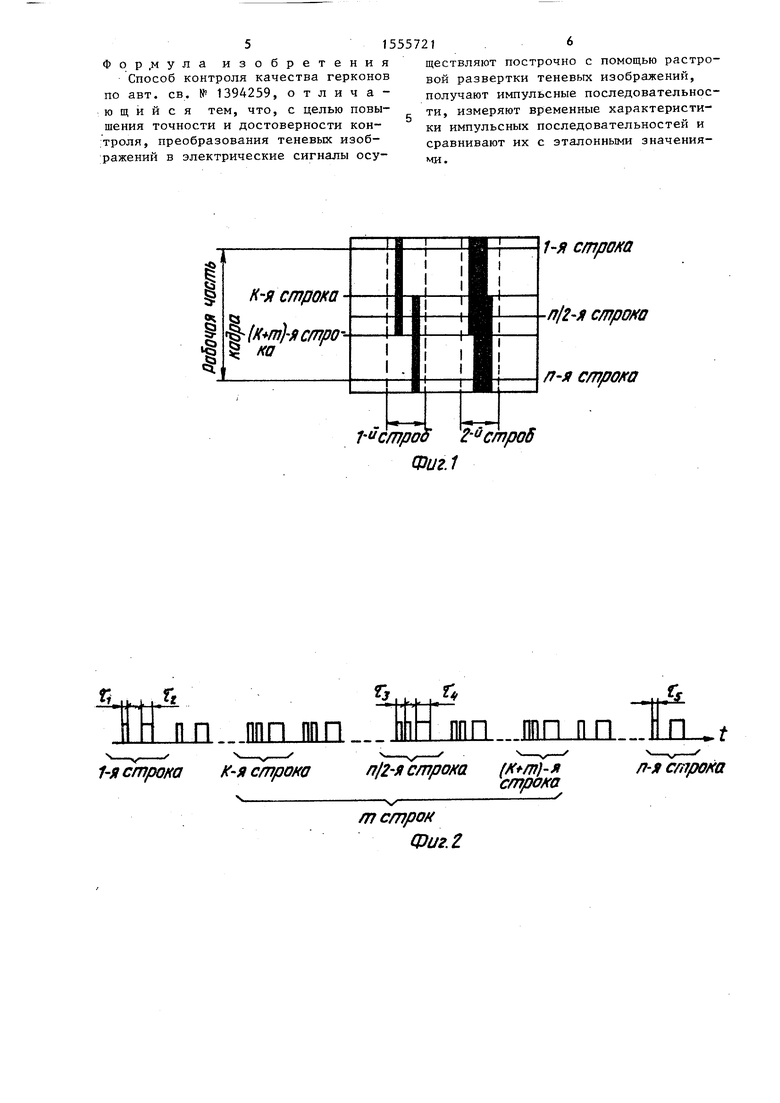
На фиг.1 показано изображение кадра,1 на фиг.2 - схема сформулированных импульсов, соответствующих данному кадруj на фиг.З - блок-схема для осуществления способа контроля качества герконов.
Развертка изображения согласно предлагаемому способу осуществляется построчно (фиг.1), причем направление строк перпендикулярно продольной
оси изображения контакт-деталей геркона в плоскости входного окна фотоприемника, т.е. с помощью двух источников света, зеркала и объектива, причем параметры оптической системы . должны обеспечивать удовлетворительную фокусировку обоих изображений. В качестве преобразователя применяют,
например, видикон (передающая теле- визионная трубка).
Изображение геометрических параметров производится во время одного кадра. При этом в стробы попадает только полезная часть изображения (фиг.1). Во время первой строки (фиг.1 и 2) измеряют длительности импульсов rC тл. Ъц , причем соот.вествует толщине контакт-детали, т.е. толщина
СП
сл ел to
N)
t ,
где Кг - масштабный коэффициент горизонтальной развёртки; tfl - соответствует ширине контакт-детали, т.е.
S - Кг Ј2.
Первый измеренный параметр позволяет судить о правильности ориентации геркона и может быть использован для ее контроля, второй будет использован для определения несоосности и смещения контакт-деталей.
Начиная с k-й строки во время действия 1-го строба формируется два импульса (фиг.1 и 2). Определив число п таких строк (т), находят величину перекрытия контакт-деталей
п Ке(т),
где Kg,- масштабный коэффициент вер-
тикальной развертки. Во время n/2-й строки (середина кадра) определяются интервалы Јэ и (фиг.2). При этом с помощью Јэ (временной интервал между фронтами пары импульсов) и ранее определенного интервала Ј определяется зазор между контакт-деталями
S Mtj-fy).
Такое определение зазора уменьшает погрешность измерения из-за неточности ориентации и размытости изображения, так как при этом вычитается толщина контакт-детали. Наконец, во время действия последней строки (фиг.1) измеряется интервал Ј5 , со- отвествующий толщине 2-й контакт-Детали. По этому интервалу и Ј опреде- ляется величина
1 Kr(iy-
характеризующая параллельность кон- такт-детали геркона.
Определенные параметры t, S, h, о, 1 сравнивают в соответствующем электронном блоке с допусками на их значения и принимают решение о годности геркона. При этом, если -значения каких-либо параметров не важны, для их исключения достаточно задать на них широкое поле допуска.
0
5
0
5
Q 5
,.
Блок-схема (фиг.З) содержит первый источник 1 света, который освещает геркон 2 в торец контакт-деталей, второй источник 3 света, который освещает геркон 2 в плоскости контакт-деталей, основание 4, где прижимается геркон для снятия теневых параметров, блок 5 ориентации, при помощи которого геркон 2 ориентируется по отношению к световым лучам. Зеркало 6 предназначено для отражения луча света, который освещает контакт-дегчлъ в торец. Блок 7 прижима прижимает геркон на позиции измерения. Оптический объектив 8 фокусирует теневое изображение и подает его на преобразователь 9 (видикон, телевизионная передающая трубка), который преобразует теневое изображение в импульсные последовательности. В электронном блоке 10 обработки обрабатываются временные характеристики импульсов и осуществляется индикация обработанных параметров.
Устройство для осуществления способа работает следующим образом.
Геркон 2 находится на позиции измерения в основании 4, блок 7 прижима отходит, и зажатый геркон 2 падает в,низ в устройство распределения и одновременно выключаются источники 1 и 3 освещения. В этот момент следующий геркон 2 падает на исходную позицию в основание 4 для измерения параметров и одновременно с прижимом 7 геркон 2 ориентируют блоком 5 ориентации. В момент срабатывания устройства 7 прижима включаются источники 1 и 3 света и с него выдается сигнал готовности, разрешающий выдачу сигналов в блоке 10 обработки. С помощью источников 1 и 3 света, зеркала 6 и оптической системы 8 в плоскости входного окна преобразователя 9 получают сфокусированное теневое изоб- ражение контакт-деталей в двух проекциях (фиг.1). В преобразователе 9 теневое изображение с помощью растровой развертки преобразуется в последовательности импульсов электрических сигналов. Полученные импульсные последовательности обрабатывают в блоке 10 обработки, судят о годности гер- конов и разбраковывают по геометрическим параметрам.
Фор.мула изобретения Способ контроля качества герконов по авт. св. № 1394259, отличающийся тем, что, с целью повышения точности и достоверности контроля, преобразования теневых изображений в электрические сигналы осуществляют построчно с помощью растровой развертки теневых изображений, получают импульсные последовательности, измеряют временные характеристики импульсных последовательностей и сравнивают их с эталонными значениями.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля качества герконов и устройство для его осуществления | 1986 |
|
SU1394259A1 |
| СПОСОБ ПОЛУЧЕНИЯ ВИДИМОГО ИЗОБРАЖЕНИЯ ПРИ СКАНИРОВАНИИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ КОРПУСА ЯДЕРНОГО РЕАКТОРА И ПЕРЕДАЮЩАЯ ТЕЛЕВИЗИОННАЯ КАМЕРА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2116702C1 |
| Автоматическая установка для контроля геометрии деталей круглого поперечного сечения | 1986 |
|
SU1374047A1 |
| Способ автоматического контроля дефектов поверхности деталей и изделий | 1990 |
|
SU1782314A3 |
| Теневой прибор | 1984 |
|
SU1173374A1 |
| Способ контроля дефектов поверхности | 1987 |
|
SU1444620A1 |
| УСТРОЙСТВО ДЛЯ БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 2000 |
|
RU2178140C1 |
| Устройство для распознавания геометрических фигур | 1977 |
|
SU652580A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ Л\АТЕРИАЛОВ ЭЛЕКТРОННЫМ ЛУЧОМ | 1971 |
|
SU288955A1 |
| СПОСОБ КОНТРОЛЯ РЕЛЬЕФА ПОВЕРХНОСТИ | 2007 |
|
RU2368869C2 |
Изобретение относится к контролю качества изделий электронной техники, в частности для использования при разбраковке в производстве герконов. Цель изобретения - повышение точности и достоверности контроля. В способе контроля качества герконов световой сигнал преобразуют в электрический с помощью развертки теневого изображения контакт-детали геркона в двух взаимноперпендикулярных плоскостях, из полученного электрического сигнала формируют импульсные последовательности, измеряют временные характеристики указанных последовательностей, соответствующие определенным элементам геометрии контакт-деталей геркона, сравнивают результаты измерений с заданными протипами поля допуска на соответствующий параметр. 2 ил.
1
I
|Ј
строка
VJ
1х+т)-яс/г рО ка
fittru
НН пп
ппп
1-я строка к-я строка
1-я строка
с/прока
л-я с/прока
1-истроо Z-°cmpo6 Фиг.1
Е
«
ППП ППП ПП
строка (#+л)- я строка
/т строк Фиг. Z
г
Фиг.з
| Способ контроля качества герметизированного магнитоуправляемого контакта и устройство для его осуществления | 1985 |
|
SU1367060A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ контроля качества герконов и устройство для его осуществления | 1986 |
|
SU1394259A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
