лось плотное прилегание наружных стенок коронки 1 к внутренней стенке трубки 2. После этого отрезок трубки 2 с коронкой 1 устанавливают вертикально и в трубку 2 со стороны внутренней полости коронки 1 заливают жидкую термопластичную пластмассу 3, уровень которой доводят до верхнего края трубки 2. Охлаждают пластмассу 3 при комнатной температуре в течение 3-5 мин до полного затвердевания. Затем коронку 1, заполненную термопластичной пластмассой 3, вынимают из резиновой трубки 2 и производят ее окончательную отделку поверхностным пластическим деформированием шариками в специальном устройстве, например барабане, в течение 1-2 ч. Загрузка коронок в устройство (барабан) производится партиями. В качестве рабочих тел использовались стеклянные и стальные шарики. По истечении времени, отведенного на окончательную обработку, коронку вынимают из устройства (барабана). Далее коронку помещают в среду, температура которой соответствует температуре плавления термопластичной пластмассы, и производят отделение коронок от пластмассы.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБНАЯ КОРОНКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1990 |
|
RU2054900C1 |
| СПОСОБ РЕГИСТРАЦИИ НАРУШЕНИЯ КРАЕВОГО ПРИЛЕГАНИЯ ОДИНОЧНЫХ КОРОНОК ИЛИ ОПОРНЫХ КОРОНОК МОСТОВИДНЫХ ПРОТЕЗОВ | 2006 |
|
RU2334489C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦЕЛЬНОЛИТЫХ КАРКАСОВ ПРОТЯЖЕННЫХ МОСТОВИДНЫХ ПРОТЕЗОВ С НЕСКОЛЬКИМИ ОПОРНЫМИ КОРОНКАМИ | 2007 |
|
RU2341228C2 |
| Устройство для упрочнения дробью металлических деталей типа колпачков, например зубных коронок | 1988 |
|
SU1604586A1 |
| Способ изготовления зубных коронок | 1960 |
|
SU146912A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕСЪЕМНОГО МЕТАЛЛОПОЛИМЕРНОГО ЗУБНОГО ПРОТЕЗА ЖЕВАТЕЛЬНОЙ ГРУППЫ ЗУБОВ | 2005 |
|
RU2290128C1 |
| Способ изготовления зубных коронок | 1989 |
|
SU1660693A1 |
| Зубная коронка | 1991 |
|
SU1811816A1 |
| ПРОТЕЗ ДЛЯ ЗУБА, ПОДВЕРГШЕГОСЯ КОРОНО-РАДИКУЛЯРНОЙ СЕПАРАЦИИ | 1996 |
|
RU2103941C1 |
| СПОСОБ ПРОТЕЗИРОВАНИЯ ШТИФТОВЫМ ЗУБОМ С ИСКУССТВЕННОЙ КУЛЬТЕЙ ИЗ МЕТАЛЛА | 2002 |
|
RU2223715C1 |
Изобретение относится к отделочно-зачистной и упрочняющей обработке сложнопрофильных изделий поверхностным пластическим деформированием стальными или стеклянными шариками и может быть использовано в медицинской технике, а именно в ортопедической стоматологии. Целью изобретения является повышение качества зубных коронок за счет исключения их деформации. Способ осуществляется следующим образом. Анатомическую форму зуба коронкам придают известным методом, заключающимся в предварительном отжиге гильзы (заготовки), последующей штамповке коронки из гильзы на индивидуально изготовленном легкоплавком металлическом штампике, выплавлении штампика из полости коронки, отбеливании коронки и ее подрезке по границе пришеечной части. Затем коронку 1 помещают в отрезок резиновой трубки 2 таким образом, чтобы край коронки углубился относительно края трубки на 2-3 мм. Трубку 2 при этом выбирают такого диаметра, чтобы обеспечивалось плотное прилегание наружных стенок коронки 1 к внутренней стенке трубки 2. После этого отрезок трубки 2 с коронкой 1 устанавливают вертикально и в трубку 2 со стороны внутренней полости коронки 1 заливают жидкую термопластичную пластмассу 3, уровень которой доводят до верхнего края трубки 2. Охлаждают пластмассу 3 при комнатной температуре в течение 3-5 мин до полного затвердевания. Затем коронку 1, заполненную термопластичной пластмассой 3, вынимают из резиновой трубки 2 и производят ее окончательную отделку поверхностным пластическим деформированием шариками в специальном устройстве, например барабане, в течение 1-2 ч. Загрузка коронок в устройство (барабан) производится партиями. В качестве рабочих тел использовались стеклянные и стальные шарики. По истечении времени, отведенного на окончательную обработку, коронку вынимают из устройства (барабана). Далее коронку помещают в среду, температура которой соответствует температуре плавления термопластичной пластмассы, и производят отделение коронок от пластмассы.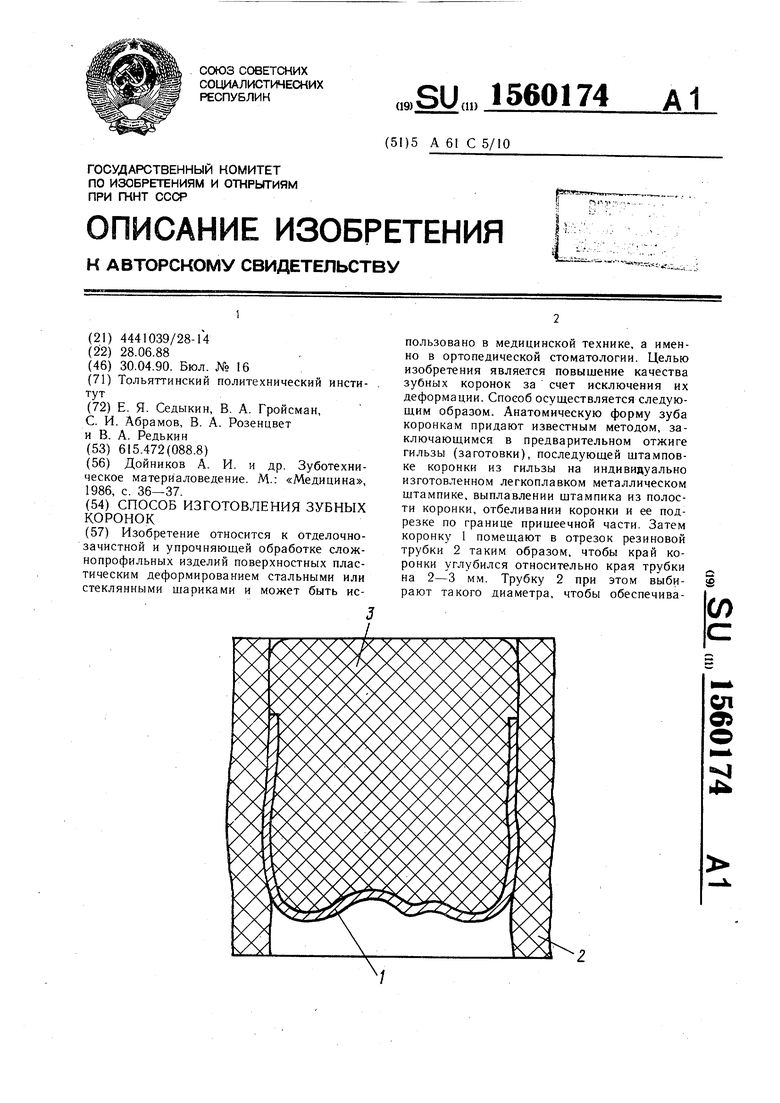
Изобретение относится к отделочно-за- чистной и упрочняющей обработке сложно- профильных изделий поверхностным пластическим деформированием стальными или стеклянными шариками и может быть использовано в медицинской технике, а именно в ортопедической стоматологии.
Цель изобретения - повышение качества зубной коронки за счет исключения ее деформации.
На чертеже представлены заполняемые термопластичной пластмассой полости коронки.
Способ осуществляется следующим образом.
Коронку 1 помещают в отрезок резиновой трубки 2 таким образом, чтобы край коронки углубился относительно края трубки на 2-3 мм. Трубку 2 при этом выбирают такого диаметра, чтобы обеспечивалось плотное прилегание наружных стенок коронки 1 к внутренней стенке трубки 2. После этого отрезок трубки 2 с коронкой 1 устанавливают вертикально и в трубку 2 со стороны внутренней полости коронки 1 заливают жидкую термопластичную пластмассу 3, уровень которой доводят до верхнего края трубки 2. Охлаждают пластмассу 3 при комнатной температуре в течение 3-5 мин до полного затвердевания. Затем коронку 1, заполненную термопластичной пластмассой 3, вынимают из
резиновой трубки 2 и производят ее окончательную отделку поверхностным пластическим деформированием (шариками) в специальном устройстве, например барабане, в течение 1-2 ч. Загрузка коронок в устJ- ройство (барабан) производится партиями. В качестве рабочих тел использовались стеклянные и стальные шарики.
По истечении времени, отведенного на окончательную обработку, коронку вынимают из устройства (барабана). Далее коронку
0 помещают в среду, температура которой соответствует температуре плавления термопластичной пластмассы, и производят отделение коронок от пластмассы.
Формула изобретения
Способ изготовления зубных коронок, включающий отжиг гильзы, штамповку коронки из гильзы на штампике из легкоплавкого материала, выплавление штампика из полости коронки, отбеливание, подрезку коронки по границе пришеечной части, шлифовку и полировку коронки, отличающийся тем, что, с целью повышения качества зубной коронки за счет исключения ее деформации, после подрезки коронки полость коронки заполняют жидкой термопластичной пластмассой, которую охлаждают до полного затвердевания, а после шлифовки и полировки коронки производят удаление пластмассы из полости коронки.
| Дойников А | |||
| И и др Зуботехни- ческое материаловедение | |||
| М.: «Медицина, 1986, с | |||
| Коридорная многокамерная вагонеточная углевыжигательная печь | 1921 |
|
SU36A1 |
