ФигЛ
ываемых деталей 7 в противоположных направлениях. Устройство работает следующим образом. Воздух из соплового аппарата 15 поступает втангенциальные отверстия 19 и попадает на лопатки рабочего колеса 18 пневмотурбинного привода, что приводит к вращению оправки В. Одновременно воздух взаимодействуете насечками 17 на поверх- ности обечайки 14 и выходит в атмосферу, а камера 4 получает вращение в направлении, противоположном направлению вращения оправки 8 с обрабатываемыми деталями 7, При вращении камеры 4 рабочие сопла 5 периодически совпадают с дополнительными соплами 6, и воздух из ресиверов 2 устремляется в полость камеры. 4, при этом
дробь из зоны сопел 5 выстреливает по сложной траектории в направлении к движущимся навстречу обрабатываемым деталям. При вращении оправки 8 вокруг продольной оси камеры 4 лопатки валиков 9 в совокупности с отсекателями 24 образуют привод вращения обрабатываемых деталей 7 вокруг оси, перпендикулярной продольной оси камеры 4. Совокупность разнонаправленных скоростных перемещений обрабатываемых деталей и дроби в сочетании с вращением обрабатываемой детали вокруг своей оси обеспечивает равномерную и интенсивную обработку всех поверхностей деталей. 2 з,п. ф-лы, 9 ил.
Изобретение относится к повышению усталостной прочности металлических деталей методом поверхностного пластического деформирования и может быть использовано в машиностроительной промышленности и ортопедической стоматологии. Цель - повышение производительности и компактности. Устройство содержит корпус 1 с полостями (ресиверами), соединенными с источником сжатого воздуха, камеру 4, полость которой соединена с ресиверами рабочими 5 и дополнительными соплами, средство крепления обрабатываемых деталей 7, привод вращения камеры 4 и привод вращения средства установки деталей относительно продольной оси камеры 4. Приводы вращения камеры 4 и обрабатываемых деталей 7 выполнены соответственно в виде вихревого и турбинного пневмоприводов с общим сопловым аппаратом 15 и возможностью вращения при этом камеры 4 и обрабатываемых деталей 7 в противоположных направлениях. Устройство работает следующим образом. Воздух из соплового аппарата 15 поступает в тангенциальные отверстия 19 и попадает на лопатки рабочего колеса 18 пневмотурбинного привода, что приводит к вращению оправки 8. Одновременно воздух взаимодействует с насечками 17 на поверхности обечайки 14 и выходит в атмосферу, а камера 4 получает вращение в направлении, противоположном направлению вращения оправки 8 с обрабатываемыми деталями 7. При вращении камеры 4 рабочие сопла 5 периодически совпадают с дополнительными соплами 6, и воздух из ресиверов 2 устремляется в полость камеры 4. При этом дробь из зоны сопел 5 "выстреливает" по сложной траектории в направлении к движущимся навстречу обрабатываемым деталям. При вращении оправки 8 вокруг продольной оси камеры 4 лопатки валиков 9 в совокупности с отсекателями 24 образуют привод вращения обрабатываемых деталей 7 вокруг оси, перпендикулярной продольной оси камеры 4. Совокупность разнонаправленных скоростных перемещений обрабатываемых деталей и дроби в сочетании с вращением обрабатываемой детали вокруг своей оси обеспечивает равномерную и интенсивную обработку всех поверхностей деталей. 2 з.п. ф-лы, 9 ил.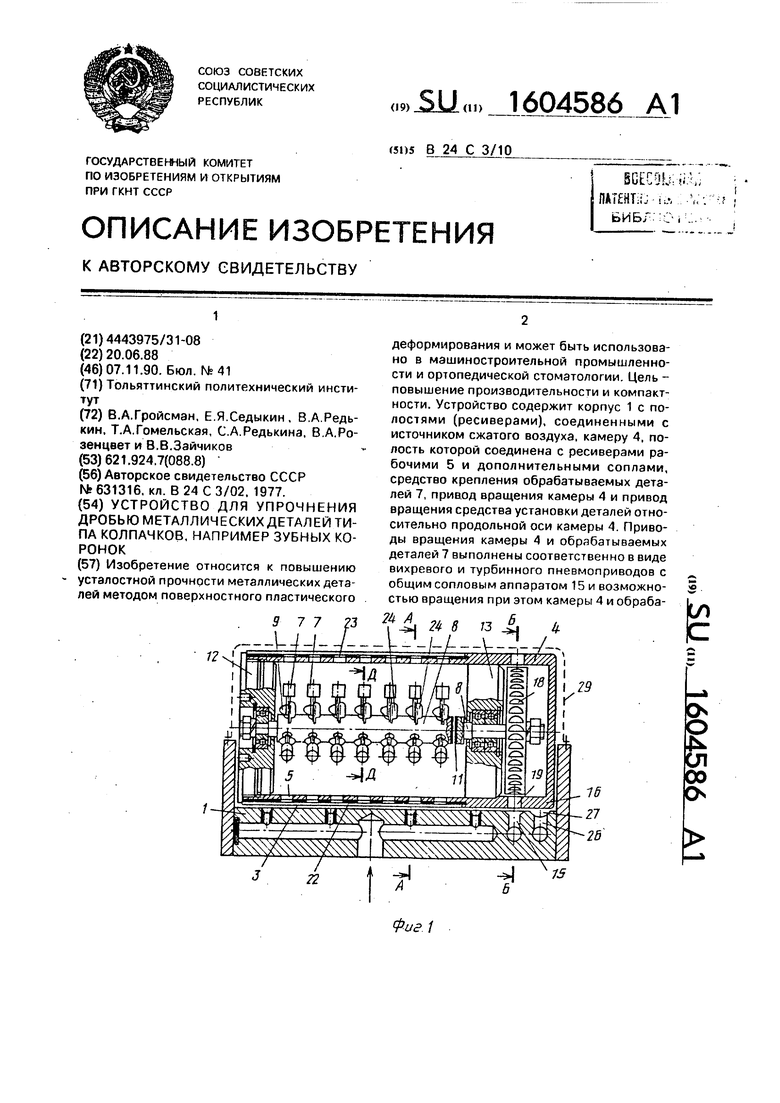
Изобретение относится к повышению усталостной прочности металлических деталей методом поверхностного пластического деформировани5Г-и может быть использовано в машиностроительной промышленности и в ортопедической стоматологии .
Цель изобретения - повышение производительности и компактности.
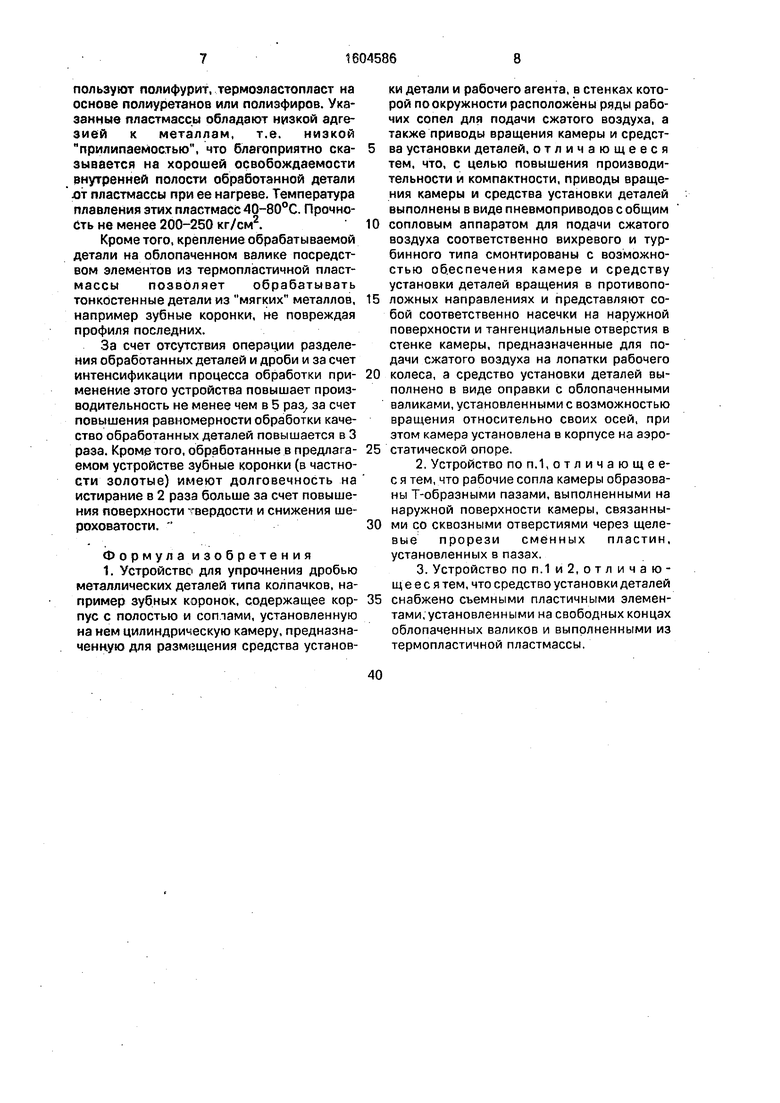
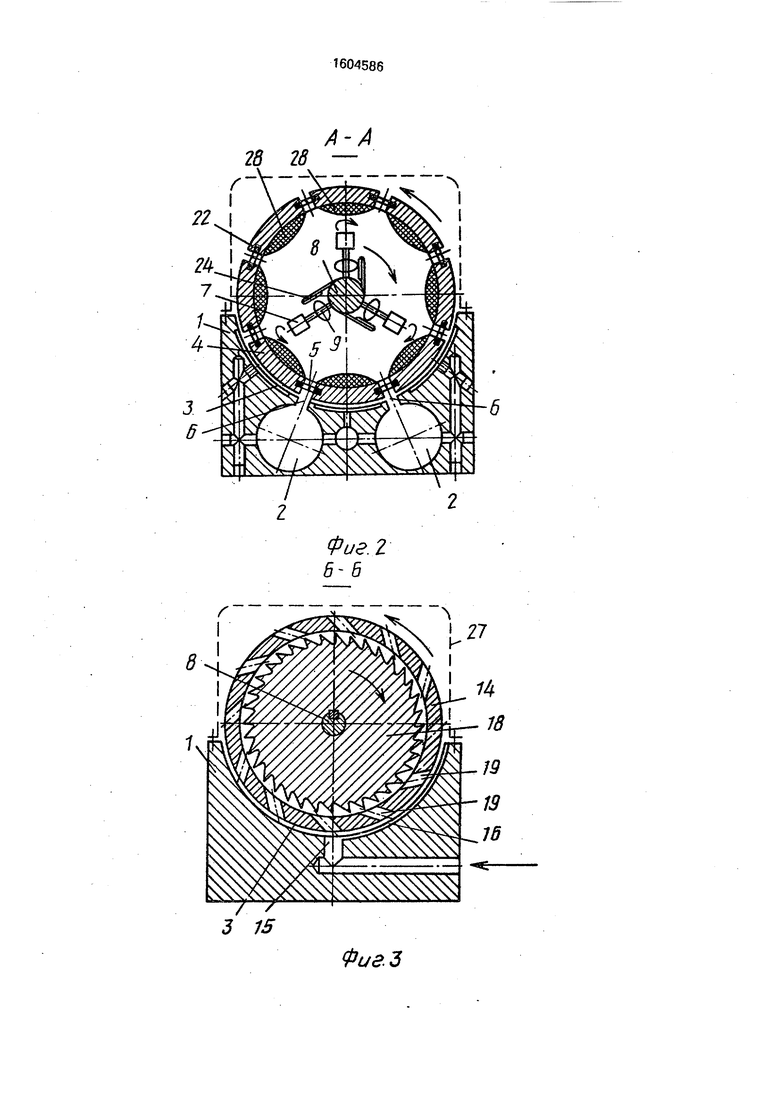
На фиг. 1 изображено устройство для упрочнения дробью металлических деталей типа колпачков, поперечный разрез; на фиг. 2 -разрез А-А на фиг. 1; на фиг.7-разрез Б - Б на фиг.1: на фиг.4 - камера, общий вид; на фиг.5 - сечение В - В на фиг.4; на фиг, 6 - сечение Г- Г на фиг. 4; на фиг. 7 - вставная пластина; на фиг. 8 - разрез Д - Д на фиг. 1, средство крепления обрабатываемой детали; на фиг. 9 - облопаченный валик.
Устройство содерж ит корпус 1 с полостью (ресиверами) 2, соединенными с источником сжатого воздуха, установленную в корпусе 1 на аэростатической опоре 3 цилиндрическую камеру 4. полость которой соединена с ресиверами 2 рабочими 5 и дополнительными 6 соплами, средство установки обрабатываемых деталей 7, размещенное в полости камеры 4, привод вращения камеры 4 и привод вращения обрабатываемых деталей 7 относительно продольной оси камеры 4.
Средство установки обрабатываемых деталей 7 выполнено в виде оправки 8 и установленных на ней с возможностью вращения вокруг своей оси,перпендикулярной оси камеры 4, облопаченных валиков 9. Обрабатываемые детали 7 установлены на свободных концах облопаченных валиков 9 посредством съемных пластичных элеменов 10, выполненных из термопластичной ластмассы.
Оправка 8 состоит из съемной и несъемной (приводной) частей, связанных между собой центрирующе-фрикционной муфтой
11,разъемной в осевом направлении. Съемная часть оправки 8 установлена с возможностью вращения в центрирующей крышке
12,а несъемная (приводная) часть оправки 8 установлена с возможностью вращения в
центрирующей втулке 13,
Привод вращения камеры 4 представлен в виде пневмопривода вихревого типа, который выполнен из обечайки 14 камеры 4,
соплового аппарата 15, размещенного в корпусе 1, и рабочего канала 16 на поверхности аэростатической опоры. Наружная поверхность обечайки 14 снабжена насечками 17.
Привод вращения обрабатываемых деталей 7 относительно продольной оси камеры 4 представлен в виде пневмопривода турбинного типа, который выполнен из рабочего колеса 18, установленного в полости
камеры 4 и закрепленного на приводной части оправки 8, тангенциальных отверстий 19 в стенках обечайки 14 камеры 4 и соплового аппарата 15. Вихревой и турбинные пневмоприводы выполнены с общим сопловым аппаратом 15 и возможностью вращения при этом камеры 4 и обрабатываемых деталей 7 в противоположных направлениях.
Рабочие сопла 5 выполнены в стенках
камеры 4 по ее периметру и образованы Т-образными пазами 20 на наружной поверхности камеры 4, сквозными отверстиями 21, выполненными в основании этих пазов.
и вставными в Т-образные пазы 20 пластинками 22 со щелевыми прорезями 23.
На съемной части оправки 8 напротив облопаченных валиков 9 неподвижно закреплены отсекатели 24, которые установлены по отношению к этим валикам - со стороны нагфавления их вращения вокруг продольной оси камеры 4.
Наружная поверхность камеры 4 снабжена дополнительным рядом насечек 25 и дополнительными (реверсивными) сопловым аппаратом 26 и каналом 27. На внутренней поверхности камеры 4 закреплены дробеулавливающие и шумопоглощающие упругие вставки 28, Устройство снабжено защитным кожухом 29.
Устройство работает следующим образом.
В камеру 4 засыпают дробь, количество которой определяется из условия наличия гарантированного зазора между обрабатываемыми деталями 7, закрепленными на съемной части оправки 8, и уровнем дроби в рабочем положении камеры 4. Внутренние полости обрабатываемых деталей 7 обезжиривают и заполняют жидкой термопластичной пластмассой 10, после чего вводят в них свободные концы облопаченных валиков 9, установленных на съемной части оправки 8. После затвердевания пластмассы 10, съемную часть оправки 8 с обрабатываемыми деталями 7 помещают в камеру 4 и фиксируют ее с приводной частью оправки 8 через муфту 11 посредством закрывания крышки 12. Затем камеру 4 помещают в корпус 1 на аэростатическую опору 3, подключенную к источнику сжатого воздуха. Проверяют путем прокручивания от руки взвешенное состояние камеры 4,т.е. отсутствие металлического контакта между аэростатической опорой 3 корпуса 1 и поверхностью камеры 4. Устанавливают защитный кожух 27 и включают подачу сжатого воздуха в сопловой аппарат 15.
Воздух из соплового аппарата 15 поступает в тангенциальные отверстия 19 и в рабочий канал 16. Проходя через тангенциальные отверстия 19, волдух изменяет свое направление и попадает на лопатки рабочего колеса 18 пневмотурбинного привода, которое придает вращение оправке 8 с обрабатываемыми деталями 7 вокруг продольной оси камеры 4. Одновременно воздух, проходя по рабочему каналу 16 и завихряясь при этом, взаимодействует с насечками 17 на поверхности, обечайки 14. и. отдавая часть своей энергии, выходиг в атмосферу, а камера 4 получает вращение в направлении, противоположном направлеHi-tiQ вращения справки 8 с обрабатываемыми деталями 7,
При вращении камеры 4 рабочие сопла
5 периодически совпадают с дополнитель5 ными соплами 6 и воздух из ресиверов 2
устремляется в полость камеры 4, при этом
дробь из зоны сопел 5 выстреливает по
сложной траектории в направлении к двц,жущимся навстречу обрабатываемым дета10 лям.
Часть дроби ударяется о поверхности обрабатываемых деталей 7 и, оседая, отлетает в сторону, в другая ее часть описывает траекторию полета до соприкосновения с 15 упругими вставками 28. Таким образом, вся дробь, выстреливая из очередной пары рядов сопел 5, осаждается под действием центробежных сил в зоны сопел 5 соседних рядов. Траектория полета дроби является 0 результирующей от вектора скорости вращения сопла 5 и от вектора скорости движения воздуха, проходящего через это сопло, При вращении оправки 8 вокруг продольной оси камеры 4 лопатки валиков 9 в 5 совокупности с отсекателями 24 образуют привод вращения обрабатываемых деталей 7 вокруг оси, перпендикулярной продольной оси камеры 4. Рабочей средой этого привода является насыщенный дробью воз- 0 дух, который взаимодействует с неогражденными отсекателями 24 лопатками валика 9 и вращает последний.
Останов камеры производят путем переключения подачи сжатого воздуха от со- 5 плового.аппарата 15 к дополнительному (реверсивному) сопловому аппарату 26. Воздух из соплового аппарата 26, проходя по дополнительному каналу 27 и завихряясь при этом, взаимодействует с насечками 25 0 на поверхности камеры 4 и тормозит, таким образом, камеру до ее полного останова, после чего подача воздуха на сопловой аппарат 26 прекращается. Затем снимают кожух 29, вынимают камеру 4 и вынимают 5 крышку 12 вместе со сьемной частью оправки 8 и обработанными деталями 7. Съемную часть оправки 8 с обработанными деталями 7 помещают в среду, темперагура которой превышает температуру плавления термо- 0 пластичной пластмассы, снимая, таким образом, обработанные детали 7. На их место устанавливаются другие детали и процесс обработки повторяется.
Совокупность равнонаправленных ско- 5 ростных перемещений обрабатываемых деталей и дроби в сочетании с вращением обрабатываемой детали вокруг своей оси обеспечивает равномерную м интенсивную обработку всех поверхностей деталей. В качестве термопластичной пластмассы используют полифурит, термоэластопласт на основе полиуретанов или полиэфиров. Указанные пластмассы обладают низкой адгезией к металлам, т.е. низкой прилипаемостью, что благоприятно сказывается на хорошей освобождаемости внутренней полости обработанной детали лт пластмассы при ее нагреве. Температура плавления этих пластмасс 40-80°С. Прочность не менее 200-250 кг/см.
Кроме того, крепление обрабатываемой детали на облопаченном валике посредством элементов из термопл1астичной пластмассы позволяет обрабатывать тонкостенные детали из мягких металлов, например зубные коронки, не повреждая профиля последних.
За счет отсутствия операции разделения обработанных деталей и дроби и за счет интенсификации процесса обработки применение зтого устройства повышает производительность не менее чем в 5 раз за счет повышения равномерности обработки качество обработанных деталей повышается в 3 раза. Кроме того, обработанные в предлагаемом устройстве зубные коронки (в частности золотые) имеют долговечность на истирание в 2 раза больше за счет повышения поверхности твердости и снижения шероховатости.
Формула изобретения 1. Устройство для упрочнения дробью металлических деталей типа колпачков, например зубных коронок, содержащее корпус с полостью и сотами, установленную на нем цилиндрическую камеру, предназначенную для разм(зщения средства установки детали и рабочего агента, в стенках которой по окружности расположёны ряды рабочих сопел для подачи сжатого воздуха, а также приводы вращения камеры и средства установки деталей, отличающееся тем, что, с целью повышения производительности и компактности, приводы вращения камеры и средства установки деталей выполнены в виде пневмоприводов с общим
сопловым аппаратом для подачи сжатого воздуха соответственно вихревого и турбинного типа смонтированы с возможностью обеспечения камере и средству установки деталей вращения в противоположных направлениях и представляют собой соответственно насечки на наружной поверхности и тангенциальные отверстия в стенке камеры, предназначенные для подачи сжатого воздуха на лопатки рабочего
колеса, а средство установки деталей выполнено в виде оправки с облопаченными валиками, установленными с возможностью вращения относительно своих осей, при этом камера установлена в корпусе на аэростатической опоре.
снабжено съемными пластичными злемен- тами, установленными на свободных концах облопаченных валиков и выполненными из термопластичной пластмассы.
22
Фиг. г
3 15
ФигЗ
гв
В
20 2/
в-в
г-г
Фиг. 5 Фиг. 6
19
t
П
ФигЛ
7 17
25
СЧ «.Вiv. vxvxiк l
23 23
Фиг. 7
Фиг. 9
| Устройство для абразивной обработки изделий | 1974 |
|
SU631316A1 |
| кл | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
