Изобретение относится к черной и цветной металлургии и может быть-использовано при прокатке листов, лент или сортовых заготовок со смазкой.
Цель изобретения - повышение эффективности действия смазки.
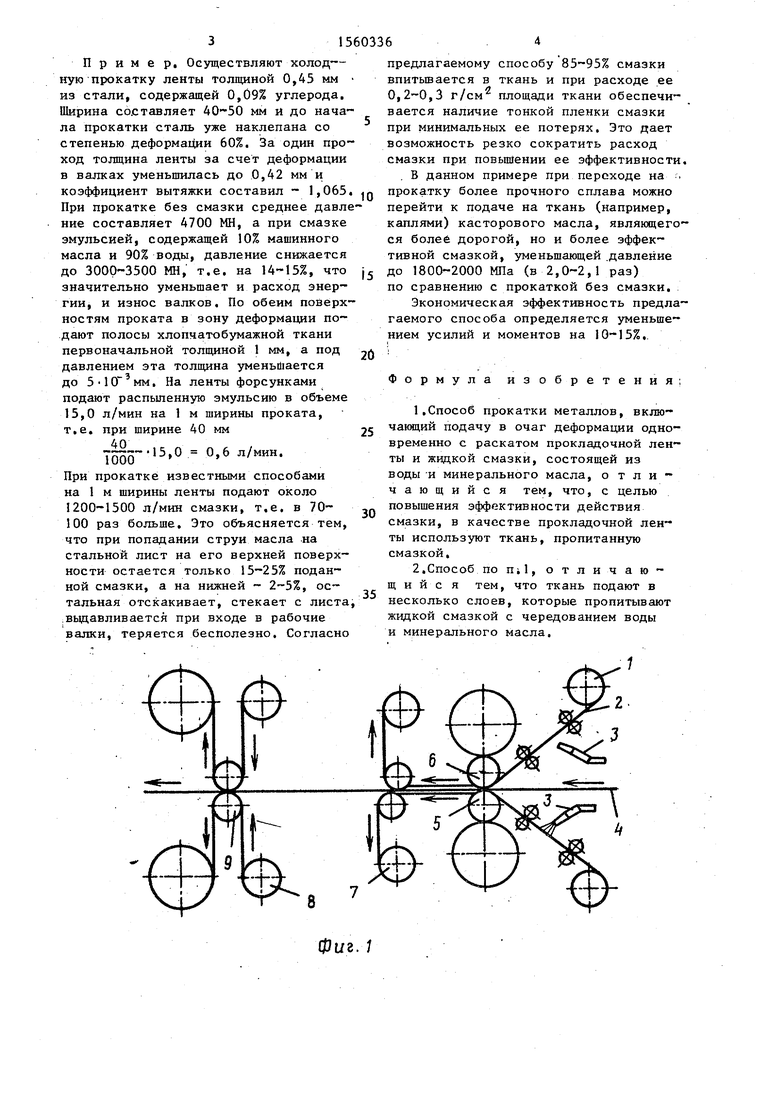
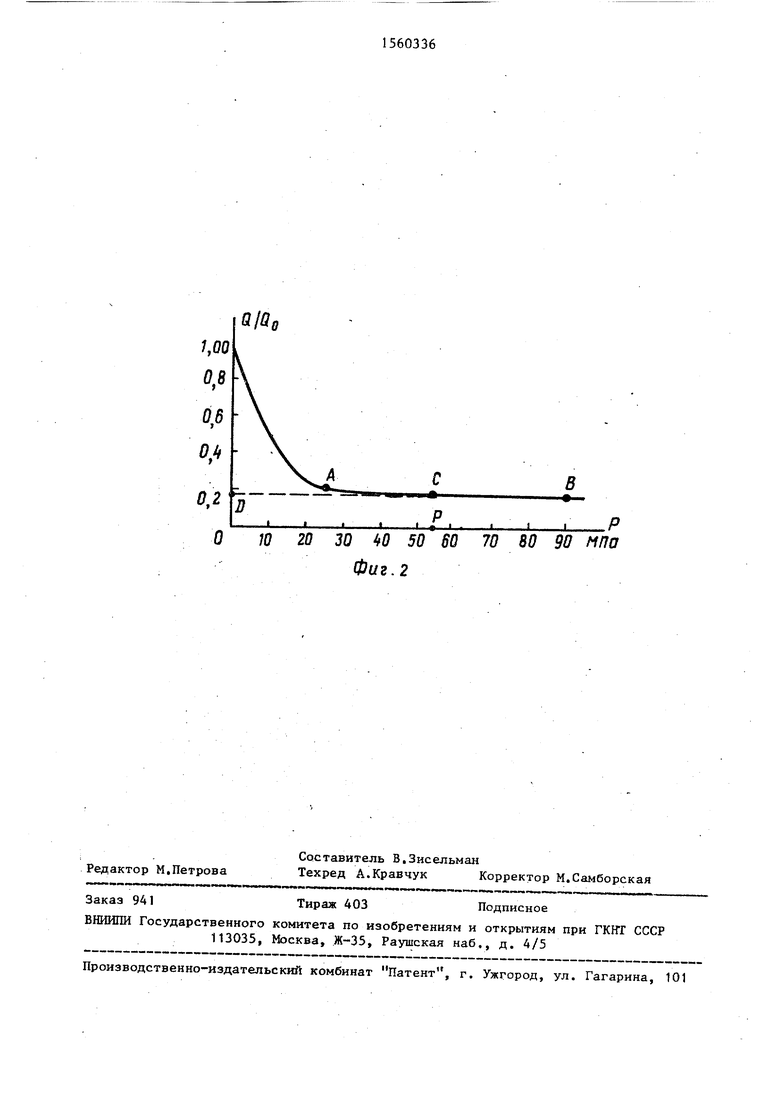
На фиг.1 показан стан для холодной прокатки тонкой ленты по предлагаемому способу; на фиг.2 - график зависимости количества жидкости в ткани от давления
Из рулонов 1 ленты ткани 2 посту- пают5 предварительно захватив смазку от форсунок 3, к прокатываемой ленте 41 и далее в валки 5 и 6. После прокатки ткань сматывают в рулоны 7. Установки 8 предназначены для перемотки рулонов сухой ткани с прижимом их роликами 9 к поверхности проката для частичного удаления с него слоя смазки и использования его при прокатке новых заготовок.
при . Величина
резко снижаИз графика на фиг.2 видно, что отношение количества жидкости в единице площади ткани фиксированной толщины равно Q при давлении р и Q0 .2- Qo
ется с увеличением р при малых давлениях, а затем медленно уменьшается. На участке АВ (и при больших р)
(фиг.2) зависимость -г- (р) близка
Ч0
к линейной. Если жидкость при сжатии ткани частично удаляется вообще из зоны деформации, например при малой ширине проката, то разгрузка от точки С соответствует пунктирной линии CD (фиг.2). При поворотной нагрузке вновь происходит перемещение по линии от D к С н при р р количество жидкости в ткани за счет сжатия не уменьшается (жидкость из ткани не выдавливается).
31560336
Пример. Осуществляют холод- ную прокатку ленты толщиной 0,45 мм из стали, содержащей 0,09% углерода. Ширина составляет 40-50 мм и до начала прокатки сталь уже наклепана со степенью деформации 60%. За один про- ход толщина ленты за счет деформации в валках уменьшилась до 0,42 мм и
предлагаемому способу 85-95% смазки впитьюается в ткань и при расходе ее 0,2-0,3 г/см площади ткани обеспечивается наличие тонкой пленки смазки при минимальных ее потерях. Это дает возможность резко сократить расход смазки при повышении ее эффективности. В данном примере при переходе на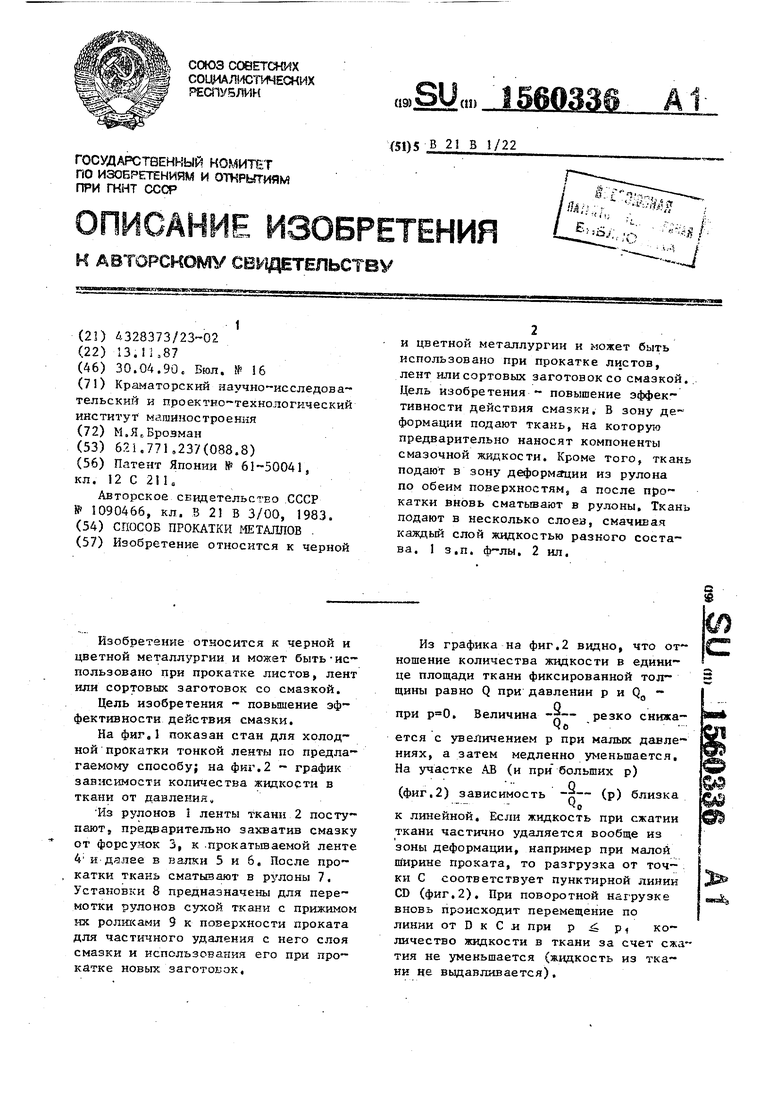
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения технологического масла для холодной прокатки металлов | 1990 |
|
SU1765173A1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ И ПЛИТ ИЗ МАГНИЕВЫХ СПЛАВОВ | 2002 |
|
RU2215599C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 1999 |
|
RU2165320C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ НАМОТКИ ПОЛОСЫ С ИЗМЕНЯЮЩЕЙСЯ ТОЛЩИНОЙ ПОЛОСЫ, В ЧАСТНОСТИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2010 |
|
RU2483819C2 |
| КОНЦЕНТРАТ ДЛЯ ПРИГОТОВЛЕНИЯ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ДЛЯ ХОЛОДНОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 1997 |
|
RU2131452C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕЛАТУННОЙ МНОГОСЛОЙНОЙ КОМПОЗИЦИИ | 2006 |
|
RU2347655C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| Способ приготовления технологической смазки для прокатки | 1991 |
|
SU1784310A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ БИМЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 2001 |
|
RU2184641C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЗ НИХРОМА И ПОДОБНЫХ СПЛАВОВ | 2008 |
|
RU2385778C2 |
Изобретение относится к черной и цветной металлургии и может быть использовано при прокатке листов, лент или сортовых заготовок со смазкой. Цель изобретения - повышение эффективности действия смазки. В зону деформации подают ткань, на которую предварительно наносят компоненты смазочной жидкости. Кроме того, ткань подают в зону деформации из рулона по обеим поверхностям, а после прокатки вновь сматывают в рулоны. Ткань подают в несколько слоев, смачивая каждый слой жидкостью разного состава. 1 з.п.ф-лы, 2 ил.
коэффициент вытяжки составил - 1,065. « прокатку более прочного сплава можно
При прокатке без смазки среднее давление составляет 4700 МН, а при смазке эмульсией, содержащей 10% машинного масла и 90% воды, давление снижается до 3000-3500 МН, т.е. на 14-15%, что значительно уменьшает и расход энергии, и износ валков. По обеим поверхностям проката в зону деформации подают полосы хлопчатобумажной ткани первоначальной толщиной 1 мм, а под давлением эта толщина уменьшается до . На ленты форсунками подают распыленную эмульсию в объеме 15,0 л/мин на 1 м ширины проката, т.е. при ширине 40 мм
перейти к подаче на ткань (например, каплями) касторового масла, являющег ся более дорогой, но и более эффективной смазкой, уменьшающей .давление J5 до 1800-2000 МПа (в 2,0-2,1 раз)
по сравнению с прокаткой без смазки.
Экономическая эффективность предл гаемого способа определяется уменьше нием усилий и моментов на 10-15%.
20
25
Формула изобретения
7ошГ 15 ° л/минПри прокатке известными способами на 1 м ширины ленты подают около 1200-1500 л/мин смазки, т.е. в 70- 100 раз больше. Это объясняется тем, что при попадании струи масла на стальной лист на его верхней поверхности остается только 15-25% поданной смазки, а на нижней - 2-5%, остальная отскакивает, стекает с листа, выдавливается при входе в рабочие валки, теряется бесполезно. Согласно
Фиг. 1
прокатку более прочного сплава можно
перейти к подаче на ткань (например, каплями) касторового масла, являющегося более дорогой, но и более эффективной смазкой, уменьшающей .давление до 1800-2000 МПа (в 2,0-2,1 раз)
по сравнению с прокаткой без смазки.
Экономическая эффективность предлагаемого способа определяется уменьшением усилий и моментов на 10-15%.
Формула изобретения;
/,00
О 10 20 30 W 50 60 70 80 90 МПа Фиг. 2
в
| Устройство для сортировки каменного угля | 1921 |
|
SU61A1 |
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
