Изобретение относится к области обработки давлением магниевых сплавов и может быть использовано в прокатном производстве листов и плит из промышленных магниевых сплавов.
Наиболее близким способом производства листов и плит из магниевых сплавов является способ, описанный в справочнике М. Б. Альтман и др. "Магниевые сплавы", 1978, т. 2, с. 149-156, включающий нагрев слябов до температуры прокатки 370-450oС и их последующую горячую прокатку в подогретых валках за несколько проходов с кантовкой слябов после, по меньшей мере, одного прохода.
Задачей изобретения является получение высококачественных плит и листов, с высоким уровнем механических свойств, отсутствием анизотропии и неравномерной толщины по сечению полуфабриката и высоким качеством выкатки (отсутствие закатов, плен на поверхности, коробоватости и т.д.).
Данная задача решается тем, что в способе производства листов и плит из магниевых сплавов, включающем нагрев слябов до температуры прокатки (370-450oС) и их последующую горячую прокатку в подогретых валках за несколько проходов с кантовкой слябов после, по меньшей мере, одного прохода, прокатку проводят в валках, выполненных с лощиной в центре валка вдоль его оси и нагретых до 100-170oС, а после достижения степени деформации 10-40% осуществляют обжим боковых граней энжирами.
В частных воплощениях изобретения задача решается тем, что глубина лощины составляет 0,1-0,8% от диаметра торца валка.
Для производства листов толщиной до 2 мм прокатку проводят в одной или двух реверсивных клетях и непрерывной многоклетевой чистовой группе, оборудованной моталкой с ременным захлестывателем и расположенными за последней клетью и дисковыми ножницами.
Полученную горячекатаную заготовку толщиной 4-6 мм можно смотать в рулоны, а затем осуществлять теплую прокатку. В этом случае для получения тонких до 0,5 мм толщиной листов с высоким качеством поверхности теплую прокатку проводят за несколько проходов на нереверсивном прокатном стане с нагретыми до 60-100oС валками и степенью обжатия за один проход от 30 до 50%. Рулоны при этом размещают на шпулях и перед каждым проходом теплой прокатки их нагревают в проходной конвейерной печи с нахождением рулона в печи перед каждым проходом не более 150 минут.
Можно полученную горячекатаную заготовку раскроить в горячем состоянии на плиты толщиной 12-40 мм или подкат толщиной 4-6 мм, а затем, при необходимости, дополнительно провести теплую прокатку. Разделение прокатки на "горячую" и "теплую" в данном случае весьма относительно, поскольку температурные области горячей и теплой прокаток перекрываются. В случае проведения теплой прокатки ее ведут полистно на реверсивных станах "Дуо" или "Кварто" с раскатными полями в виде рольгангов длиной до 20 м и промежуточными нагревами до температур 330-430oС в течение 10-120 минут в зависимости от толщины листа и состава сплава, при этом рабочие валки имеют профиль цилиндра и их нагревают до 90±10oС.
Сущность изобретения состоит в следующем.
Магниевые сплавы отличаются высокой активностью при взаимодействии с кислородом и влагой атмосферы и поэтому все операции, связанные с нагревом, требуют внимательного и обоснованного выбора температурного режима. Нагрев магниевых слябов и промежуточного подката для прокатки на листы и плиты необходим, т. к. в холодном состоянии (комнатная температура) магниевые сплавы мало пластичны, что связано с гексагональной кристаллической решеткой и всего одной плоскостью скольжения в ней. При нагреве в районе 400oС в кристаллической решетке появляются дополнительные плоскости скольжения и деформация становится возможной без разрушения литой заготовки или листового подката.
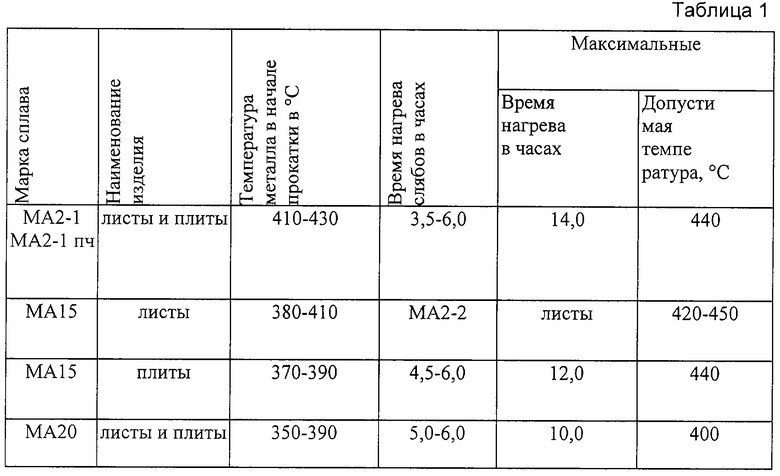
В таблице 1 приведены температуры нагрева слябов при горячей прокатке для различных сплавов.
Для горячей прокатки литых заготовок (слябов) магниевых сплавов используют реверсивные станы "Дуо", "Кварто" или нереверсивные станы "Трио" с качающимся задающим рольгангом. При этом литые слябы перед прокаткой подвергаются фрезеровке больших и малых граней на глубину, позволяющую полностью устранить поверхностные литейные дефекты, особое влияние на результаты горячей прокатки оказывает структура сляба. В случае наличия крупнокристаллической, столбчатой структуры возможность успешной горячей прокатки снижается, практически, до нуля.
Слябы для прокатки не должны иметь столбчатых кристаллов, что достигается особой технологией плавки и литья, либо глубокой фрезеровкой больших граней до полного устранения зоны столбчатых кристаллов. Это связано с тем, что столбчатые кристаллы имеют очень сильную анизотропию свойств в долевом и поперечном направлениях. Пластичность (δ%) отличается в 3-4 раза. И при прокатке, когда возникают растягивающие напряжения в очаге деформации из-за малой пластичности в поперечном направлении, неизбежно возникают трещины. Эти трещины при последующей прокатке листов раскатываются в плены и расслоение, которые при дальнейшей прокатке устранить невозможно. Листы, прокатанные из слитков с наличием столбчатых кристаллов, имеют неудовлетворительное качество поверхности, а также обладают пониженным пределом текучести (β02) и относительным удлинением (δ).
Экспериментальным путем было установлено, что при горячей прокатке необходим подогрев рабочих валков, в зависимости от состава сплава, до 100-170oС.
Развитие трещин при горячей прокатке происходит так же из-за неравномерного нагрева рабочих валков, что связано с необходимостью одновременно иметь два противоположных процесса: с одной стороны, нагрев валков, а с другой стороны, охлаждения шейки валка в подшипниках. Это приводит к тому, что в отличие от прокатки алюминиевых слябов расстояние от шейки валка до его рабочей части в два раза больше, чем при прокатке алюминиевых сплавов. Кроме того, наличие охлаждения шейки валков приводит к перепаду температур по поперечному сечению прокатываемой полосы или плиты и возможности растрескивания кромки.
Для устранения этого обстоятельства необходимо применять одновременно с прокаткой обжим боковых граней энжирами. Наиболее благоприятные условия для обжима - достижение 10-40% степени деформации.
При горячей прокатке рабочие валки должны иметь "лощину", представляющую собой углубление, на рабочей поверхности валка. Его глубина в центре валка может составлять 0,20-0,80 мм в зависимости от марки сплава и толщины конечного проката. "Лощина" - принятый в технике термин и означает, что валок имеет в центральном поперечном сечении диаметр меньше, чем на краях (на торцах) валка, причем диаметр валка постепенно уменьшается от торцов к центру, так что его поверхность образована двумя коническими поверхностями. Глубина лощины при этом равна разности радиусов центрального сечения валка и его торцов.
Наличие лощины при одновременном предварительном подогреве рабочих валков компенсирует противоизгиб и линейное расширение валка при горячей деформации.
Горячая прокатка слитков магниевых сплавов проводится с эмульсией концентрации 1,5-2,5% на базе смазки состава, мас.%: аминовая кислота - 10, триэтаноламин - 6, трансформаторное масло - остальное.
Эмульсия предварительно нагревается до 80oС.
Прокатку сплава МА2-1 ведут на масле.
Перед смоткой в рулон необходима обрезка боковых кромок. Ширина обрезаемой кромки зависит от правильно выбранной технологии прокатки. Обрезка кромки необходима, так как при жесткой смотке появляющиеся напряжения могут реализоваться в трещины на базе надрывов, если не было обрезки кромки.
Изобретение может быть проиллюстрировано следующими примерами.
Пример 1. Фрезерованные слитки сечением 250•1200 мм из сплава МА2-1 (системы Mg-Al-Zn-Mn) подвергались предварительному гомогенизационному отжигу, а затем нагревались в конвейерных электрических печах с принудительной циркуляцией воздуха при температуре 400-420oС. Горячая прокатка производилась на реверсивном стане "Кварто-2800" до толщины 6 мм за 15 проходов. Рабочие валки имели температуру 150oС. По кромке полос наблюдались отдельные поперечные трещины несмотря на то, что при горячей прокатке на раскат 150-100 мм подвергались энжировке в вертикальных валках, которые в данном случае не подогревались. Перед сверткой в рулон кромки полос обрезались на дисковых ножницах, затем полосы шириной 1200-1500 мм сворачивались на концевую моталку барабанного типа в рулон с внутренним диаметром 750 мм. В процессе прокатки на 3-м проходе слябы подвергались кантовке для достижения заданной ширины полосы и устранения анизотропии свойств.
Пример 2. Фрезерованные и гомогенизированные слитки из сплава МА-20 (системы Мg-Zn-Zr-Р.3.М.) нагревались в конверсионной проходной печи с принудительной циркуляцией воздуха до температуры 380-400oС и прокатывались по технологии (пример 1), со смоткой в аналогичный рулон. В отличие от полос сплава МА2-1 полосы сплава МА-20 не имеют трещин по кромке, тем не менее, производилась обрезка кромок в пределах 10 мм перед смоткой в рулон.
Пример 3. Производилась прокатка слябов МА2-1, но вместо свертки в рулон полоса в горячем состоянии при температуре 360oС рубилась на гильотинных ножницах на заданный размер (1000•1500 мм). Полученные горячекатаные листы толщиной 5 мм подвергались травлению в серии ванн (основной раствор - азотная кислота), затем либо сдавались заказчику, либо подвергались дальнейшей теплой прокатке преимущественно на станах "Дуо-2000" с промежуточными нагревами до толщины 1 мм.
Перед теплой прокаткой валки разогревали до температуры 60-100oС. Прокатку производили с технической смазкой, равномерно нанесенной на валки.
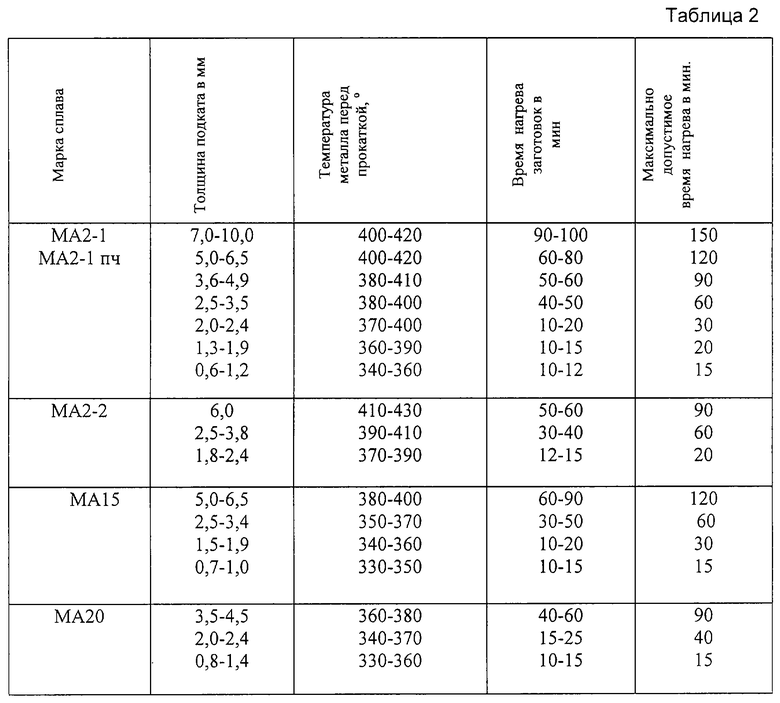
Листы из магниевых сплавов подвергали правке после отжига под грузом. Однако сплавы МА2-2, МА-15 и МА-20 могут быть подвергнуты правке на роликоправильных машинах. Это наиболее приемлемо для тонких листов и нагретых толстых листов. Режимы нагрева подката различных сплавов перед теплой прокаткой даны в таблице 2.
В следующих примерах показаны два вида теплой прокатки листов: в рулонах и в виде листовой прокатки.
Пример 4. Теплая прокатка в рулонах с толщины 6 мм до толщины 1,2 мм. Рулоны нагревались до температуры 380-400oС и прокатывались на реверсивном стане "Кварто-1800", предназначенном для производства лент. Нагретые рулоны подавались на конический разматыватель стана, конец полосы отгибался и через систему тянущих роликов подавался в предварительно нагретые до 140oС рабочие валки и заднюю моталку. Операция заправки полосы занимала значительное время, кроме того, контакт полосы с арматурой стана вызывал сильное охлаждение полосы до температуры (250-300oС); в результате чего после первого прохода при смотке в рулон температура составляла 100-170oС и на поверхности рулонов сплава МА2-1 были заметны линии скольжения. На полосах сплава МА-20 их не было. Потребовались 4-6 проходов в зависимости от состава сплава для получения рулонов толщиной 1,2 мм.
Пример 5. Теплая прокатка рулонов сплавов МА2-1 и МА-20 на нереверсивном стане "Кварто-2300". Рулоны нагревались в колпаковой печи до температуры 380-400oС на шпуле. Рулон на шпуле помещался на моталку и при помощи ременного захлестывателя полоса задавалась в рабочие валки, после прохождения которых со средней степенью деформации 50% сматывалась так же на шпулю задней моталки. Затем рулоны на шпуле помещались в проходную конвейерную печь, расположенную параллельно прокатному стану и моталкам. Загрузка производилась со стороны задней моталки, а выгрузка - со стороны передней моталки Рулоны на шпуле в печи нагревались до 400oС, передавались на переднюю моталку и лента задавалась в валки. За один проход подобная технология позволяет дать деформацию от 30 до 50% за проход, что существенно увеличивает производительность процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТОВ ИЗ СПЛАВА НА ОСНОВЕ МАГНИЯ ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ ИСТОЧНИКОВ ТОКА | 2003 |
|
RU2253521C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И МИНИ-СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2254182C2 |
| СПОСОБ ПРОИЗВОДСТВА АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ТОНКОЛИСТОВОЙ СТАЛИ | 2002 |
|
RU2224030C2 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2254183C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| РЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА ТОНКОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ | 2002 |
|
RU2259244C2 |
| СПОСОБ ШИРОКОПОЛОСОВОЙ ГОРЯЧЕЙ ПРОКАТКИ НА СТАНЕ, СОДЕРЖАЩЕМ НЕПРЕРЫВНУЮ ПОДГРУППУ ИЗ ЧЕРНОВЫХ КЛЕТЕЙ | 2003 |
|
RU2235611C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОГО ПОДКАТА ДЛЯ ПРОИЗВОДСТВА ХОЛОДНОКАТАНЫХ ПОЛОС АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2002 |
|
RU2224029C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКИХ ЛИСТОВ ИЗ ДВУХФАЗНЫХ ТИТАНОВЫХ СПЛАВОВ | 2021 |
|
RU2785129C1 |
Изобретение относится к области обработки давлением магниевых сплавов и может быть использовано в прокатном производстве листов и плит из промышленных магниевых сплавов. Задача изобретения - повышение качества изделий. Способ производства листов и плит из магниевых сплавов включает нагрев слябов до температуры прокатки 370-450oС и их последующую горячую прокатку за несколько проходов с кантовкой слябов после по меньшей мере одного прохода в валках, выполненных с лощиной в центре валка вдоль его оси глубиной 0,2-0,8 мм и нагретых до 100-170oС, при этом после достижения степени деформации 10-40% осуществляют обжим боковых граней энжирами. Техническим результатом является получение высококачественных плит и листов, с высоким уровнем механических свойств, отсутствием анизотропии и неравномерной толщины по сечению полуфабриката и высоким качеством выкатки (отсутствие закатов, плен на поверхности, коробоватости и т.д.). 8 з.п.ф-лы, 2 табл.
| АЛЬТМАН М.Б | |||
| и др | |||
| Магниевые сплавы | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
| RU 2059736 C1, 10.05.1996 | |||
| СПОСОБ ОБРАБОТКИ МАГНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2148104C1 |
| Способ обработки сплавов на магниевой основе | 1982 |
|
SU1033569A1 |
| US 3404048, 01.10.1968. | |||

