Изобретение относится к области машиностроения и предназначено для стабилизации параметров сварочных электронно-лучевых пушек.
Целью изобретения является повышение срока службы катода.
Мощность нагрева катода диметром dk до температуры эмиссии Ts
Я.
ndl
где /и - ток накала;
U« - напряжение накала;
Rk - сопротивление катода;
р - удельное сопротивление материала
катода;
/- длина катода.
По мере износа (испарения) материала катода его диаметр уменьшается, а сопротивление увеличивается. Стабилизация тока накала приводит к увеличению падения напряжения И« на катоде и соответственно к повышению мощности накала, локальному перегреву и перегоранию катода
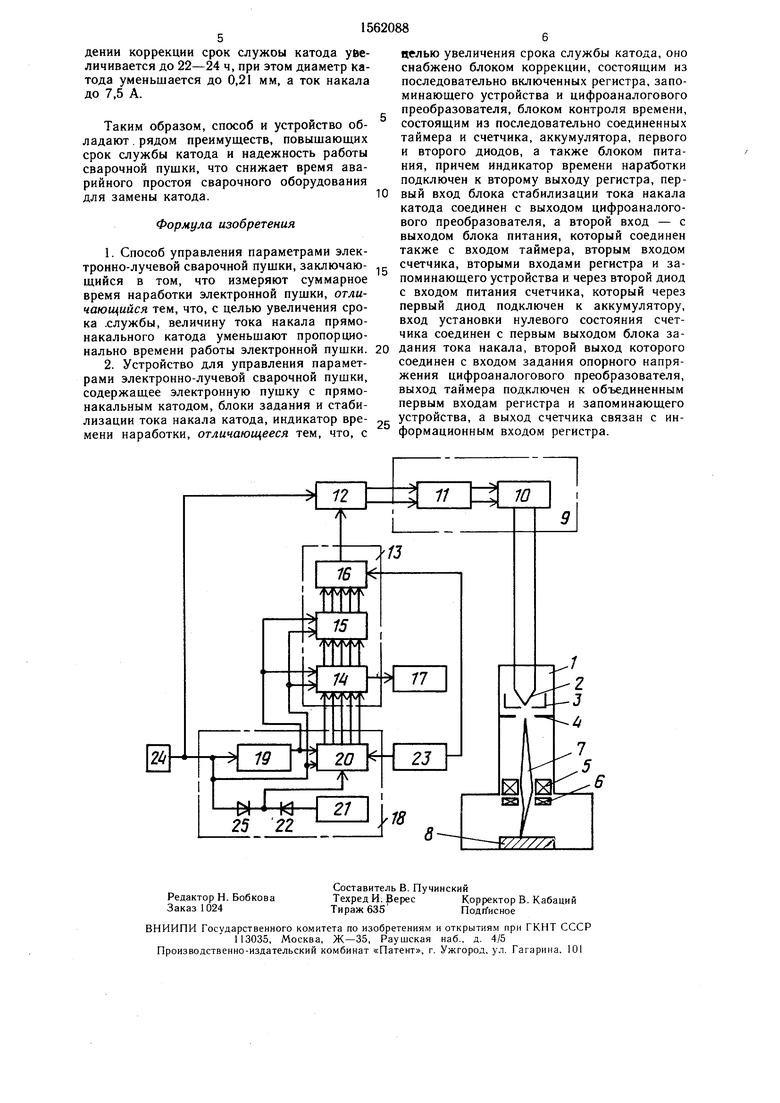
На чертеже представлена блок-схема устройства для реализации способа управления параметрами электронно-лучевой сварочной пушки.
Закон коррекции тока накала можно ус- танобить исходя из уравнения (1), из которого следует, что ток накала необходимо уменьшать пропорционально уменьшению диаметра катода. В реальных условиях возможно отклонение от этой закономерности из-за необходимости сохранения заданного тока эмиссии с катода меньшего диаметра, и, кроме естественного износа катода от нагрева, происходит уменьшение диметра его
СЛ О Ю
О 00 00
эмиттирующей части за счет ионного разрушения материала катода в процессе сварки изделия. Поэтому целесообразно установить экспериментальную зависимость изменения срока службы катода от характера уменьПри первом включении катода 2 счетчик 20 устанавливается в исходное положение кнопкой, размещенной в блоке 23 задания тока накала. При включении питания стабилизатора 12 тока накала одновременно
сварки, т. е. установить
шения тока накала катода реальной конструк- 5 включается таймер 19, который генерирует
импульсную последовательность. Первый импульс этой последовательности записывает данные счетчика 20 в регистр 14 и запоминающее устройство 15, из которого код тока
ции в условиях зависимость
(/), средний срок службы катода.
Функция изменения тока накала может ю накала поступает на вход цифроаналогового быть плавной или дискретной, т. е. коррек- преобразователя 16. На последний поступает также опорное напряжение от блока 23
где tk
цию тока накала можно вводить непрерывно или через определенные промежутки времени.
Устройство для управления параметрами электронно-лучевой сварочной пушки содер- 15 жит сварочную пушку 1, имеющую катод 2, управляющий электрод 3, анод 4, фокусирующую линзу 5 и отклоняющую систему 6, управляющую положением пучка 7 на поверхзадания тока накала. В исходном положении код запоминающего устройства 15 и величина опорного напряжения на входе блока 23 задания тока накала задают величину тока накала, которая поддерживается в процессе сварки постоянной с помощью стабилизатора 12.
При работе пушки таймер 19 непрерывно
ности изделия 8, источник 9 высокого на- 20 выдает в счетчик 20 и регистр 14 импульсы,
пряжения, который содержит узлы управления током пучка 7, соответственно соединенные с управляющим электродом 3 и анодом 4. Источник 9 высокого напряжения имеет также выпрямитель 10, который вклюотмечающие временные интервалы работы катода, которые фиксируются индикатором 17 (в часах или минутах). С выхода регистра 14 код временных интервалов поступает в запоминающее устройство 15, в
чен между выходом высоковольтного транс- 25 память которого занесены кодированные знаформатора 11 и нитью накала катода 2. Первичная обмотка высоковольтного трансформатора 11 подсоединена к выходу стабилизатора 12 тока накала, первый вход которого подключен к выходу блока 13 коррекции, состоящего из последовательно включенных регистра 14, запоминающего устройства 15, цифроаналогового преобразователя 16, выход которого является выходом блока 13 коррекции. Индикатор 17 времени наработки подключен к второму выходу регистра 14. Блок 18 контроля времени имеет первый и второй выходы синхронизации и информационный выход, которые связаны соответственно с первыми и вторыми входами синхронизации регистра 14 и запоми30
35
чения тока накала. Код с выхода регистра 14 является адресом этих значений. Таким образом, включение в схему запоминающего устройства 15 позволяет задавать любой закон изменения тока накала в зависимости от времени наработки катода. В случае реализации линейного закона изменения тока накала запоминающее устройство 15 из схемы устройства можно исключить.
При отключении питания счетчик 20 через первый диод 22 подключается к аккумулятору 21, что позволяет хранить временной код работы катода при аварийном отключении сети. При повторном включении сети счетчик 20 подключается к источнику 24 питания через второй диод 25. Коммутанающего устройства 15, а также с инфор- 40 ция диодов 22 и 25 происходит вследствие
мационным входом регистра 14. Блок 18 контроля времени содержит таймер 19, выход которого связан с первым входом счетчика 20. Выход счетчика является информационным выходом блока 18 контроля времени, который включает также аккумулятор 4 сигналом счетчика 20.
того, что выходное напряжение источника 24 питания несколько больше, чем напряжение аккумулятора 21. Для обеспечения помехозащищенности устройства сигнал питания таймера 19 является управляющим
21, выход которого через первый диод 22 электрически связан с входом питания счетчика 20, вход установки нулевого состояния которого связан с первым выходом блока 23 задания тока накала, второй выход которого соединен с входом задания опорного напряжения цифроаналогового преобразователя 16. Выход блока. 24 питания соединен с вторым входом стабилизатора 12 тока накала, входом таймера 19, вторым вхоЭкспериментальная проверка работы устройства производится на установках для микросварки в лабораторных и в производственных условиях. В качестве катода ис- 5Q пользуется вольфрамовая проволока диаметром 0,27 мм. В память устройства 15 занесена программа, в соответствии с которой ток накала уменьшается сначала на 1% за каждый час первых пяти часов работы, а затем на 0,5% за каждый последующий час
дом счетчика 20 и через второй диод 25 с вхо- 55 работы катода. Ток накала первоначально дом питания счетчика 20, причем диоды 22 устанавливается равным 8,9 А.
В ходе экспериментов установлено, что при отсутствии коррекции тока накала срок службы катода составляет 6-8 ч. При ввеи 25 включены к нему своими катодами. Устройство работает следующим образом.
При первом включении катода 2 счетчик 20 устанавливается в исходное положение кнопкой, размещенной в блоке 23 задания тока накала. При включении питания стабилизатора 12 тока накала одновременно
включается таймер 19, который генерирует
накала поступает на вход цифроаналогового преобразователя 16. На последний поступает также опорное напряжение от блока 23
задания тока накала. В исходном положении код запоминающего устройства 15 и величина опорного напряжения на входе блока 23 задания тока накала задают величину тока накала, которая поддерживается в процессе сварки постоянной с помощью стабилизатора 12.
При работе пушки таймер 19 непрерывно
выдает в счетчик 20 и регистр 14 импульсы,
отмечающие временные интервалы работы катода, которые фиксируются индикатором 17 (в часах или минутах). С выхода регистра 14 код временных интервалов поступает в запоминающее устройство 15, в
память которого занесены кодированные знапамять которого занесены кодированные зна
чения тока накала. Код с выхода регистра 14 является адресом этих значений. Таким образом, включение в схему запоминающего устройства 15 позволяет задавать любой закон изменения тока накала в зависимости от времени наработки катода. В случае реализации линейного закона изменения тока накала запоминающее устройство 15 из схемы устройства можно исключить.
При отключении питания счетчик 20 через первый диод 22 подключается к аккумулятору 21, что позволяет хранить временной код работы катода при аварийном отключении сети. При повторном включении сети счетчик 20 подключается к источнику 24 питания через второй диод 25. Коммутация диодов 22 и 25 происходит вследствие
сигналом счетчика 20.
того, что выходное напряжение источника 24 питания несколько больше, чем напряжение аккумулятора 21. Для обеспечения помехозащищенности устройства сигнал питания таймера 19 является управляющим
Экспериментальная проверка работы устройства производится на установках для микросварки в лабораторных и в производственных условиях. В качестве катода ис- Q пользуется вольфрамовая проволока диаметром 0,27 мм. В память устройства 15 занесена программа, в соответствии с которой ток накала уменьшается сначала на 1% за каждый час первых пяти часов работы, а затем на 0,5% за каждый последующий час
дении коррекции срок служоы катода увеличивается до 22-24 ч, при этом диаметр катода уменьшается до 0,21 мм, а ток накала до 7,5 А.
Таким образом, способ и устройство обладают . рядом преимуществ, повышающих срок службы катода и надежность работы сварочной пушки, что снижает время аварийного простоя сварочного оборудования для замены катода.
Формула изобретения
целью увеличения срока службы катода, оно снабжено блоком коррекции, состоящим из последовательно включенных регистра, запоминающего устройства и цифроаналогового преобразователя, блоком контроля времени, состоящим из последовательно соединенных таймера и счетчика, аккумулятора, первого и второго диодов, а также блоком питания, причем индикатор времени наработки подключен к второму выходу регистра, пер- 10 вый вход блока стабилизации тока накала катода соединен с выходом цифроаналогового преобразователя, а второй вход - с выходом блока питания, который соединен
1.Способ управления параметрами элек- также с входом таймера, вторым входом тронно-лучевой сварочной пушки, заключаю- 15 счетчика, вторыми входами регистра и за- щийся в том, что измеряют суммарное поминающего устройства и через второй диод время наработки электронной пушки, отли- с входом питания счетчика, который через чающийся тем, что, с целью увеличения сро- первый диод подключен к аккумулятору, ка .службы, величину тока накала прямо- вход установки нулевого состояния счет- накального катода уменьшают пропорцио- чика соединен с первым выходом блока за- нально времени работы электронной пушки. 20 Дания тока накала, второй выход которого
2.Устройство для управления парамет- соединен с входом задания опорного напря- рами электронно-лучевой сварочной пушки, жения цифроаналогового преобразователя, содержащее электронную пушку с прямо- выход таймера подключен к объединенным накальным катодом, блоки задания и стаби- первым входам регистра и запоминающего лизации тока накала катода, индикатор вре- 25 устройства, а выход счетчика связан с ин- мени наработки, отличающееся тем, что, с формационным входом регистра.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2011 |
|
RU2467849C1 |
| Способ контроля времени работы катода и подогревателя сварочной электронной пушки и устройство для его осуществления | 1988 |
|
SU1620247A1 |
| Устройство для сварки | 1988 |
|
SU1590284A1 |
| Система управления автоматической трансмиссией транспортного средства | 1989 |
|
SU1731661A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Способ контроля длины электронного пучка и устройство для его осуществления | 1987 |
|
SU1547990A1 |
| Источник питания для электронно-лучевой сварочной установки | 1987 |
|
SU1433693A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1750892A1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1493423A1 |
Изобретение относится к машиностроению и предназначено для стабилизации параметров сварочных электронно-лучевых пушек. Целью изобретения является увеличение срока службы катода путем уменьшения тока накала в зависимости от времени наработки электронной пушки. По мере износа материала катода его диаметр уменьшается, а сопротивление увеличивается. Уменьшение тока накала в процессе работы катода по экспериментальной или теоретической зависимости его диаметра от времени наработки стабилизирует выделяемую на нем мощность. Устройство состоит из электронной пушки с прямонакальным катодом, стабилизатора тока накала, блока контроля и индикатора времени наработки катода, блока коррекции тока накала. Зависимость тока накала от времени наработки хранится в запоминающем устройстве. Выдачей информации на стабилизатор тока накала управляет блок контроля времени наработки. Изобретение снижает время аварийного простоя электронно-лучевого оборудования путем продления ресурса наработки катода. 2 с.п. ф-лы, 1 ил.
м 1 и гП 1R
25 22 47g
| Кравчук Л | |||
| А., Небесный С | |||
| В., Пикуля Л | |||
| Г | |||
| Электронно-оптическая колонна для прецизионной ЭЛС | |||
| - Автоматическая сварка, 1986, № 12, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
