Изобретение относится к сварке, в частности к способам электронно-лучевой сварки сканирующим электронным: лучом.
Целью изобретения является повьш1е- ние качества сварного шва путем сим- .метричного относительно плоскости стыка распределения энергии электронного луча по траектории сканирования.
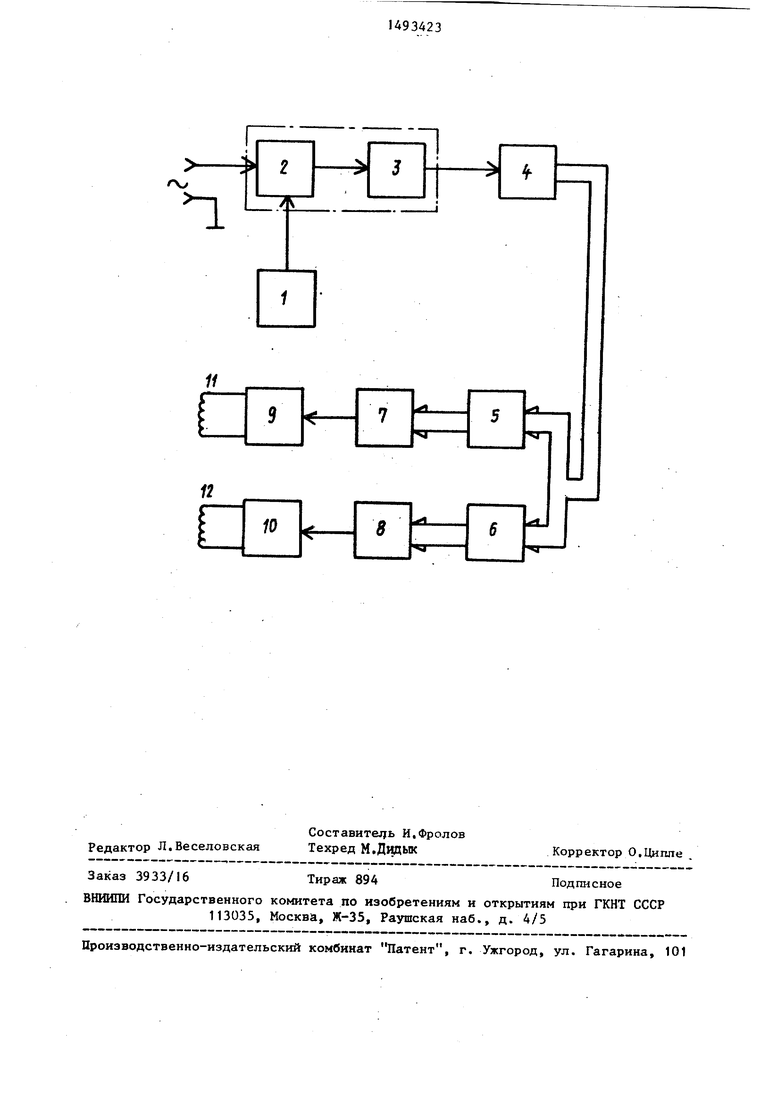
На чертеже приведена функциональная схема устройства для реализации способа.
Способ электронно-лучевой сварки заключается в достижении,постоянного во времени симметричного относительно
плоскости стыка распределения энергии электронного луча по траектории сканирования. Для этого частоту сканирования электронного луча выбирают кратной частоте питающей сети, фазу сканирования электронного луча синхронизируют с фазой напряжения питающей сети, поэтому изменения энергетических параметров электронного луча, вызываемз1е пульсациями источников питания, будут иметь место в строго определенных точках траектории сканирования электронно-лучевой устанив ки. Регулируя угол сдвига фаз, изменяют положение этих точек, добиваясь
симметричного распределения энергии оЧчюсительно плоскости стыка.
Устройство для реализ;щии способа содержит сварочную электронно-лу- чевую пушку с источниками питания,, подключенными к npoi-ышленной сети переменного тока (не показаны), задающее утройство 1, выход которого соединен с фазовращателем 2, подклю- ченным к сети переменного тока. Выход фазовращателя 2 через умножит(гль 3 частоты соединен со счетчиком 4,, Выход счетчика 4 подключен к адресны шинам постоянт)1х запокнн.акщих уст- ройств 5 и б, которые че)ез информационные шины соединены с цифроанало- Говыми преобразователями 7 и 8 Выходы цифроаналоговых пр еобразоват(гле 7 и 8 подключены к входам усилителей 9 и 10, выходы которых соединень с отклоняющими катушками 11 и 12,
При работе устройства фазу переменного напряжения питающей сети фазовращателем 2 сдвигают на угол, ус- танавливае1 ш задакндим устройством 1 затем умножитель 3 частоты формирует импульсы с частотой, кратной частоте питающей сети, поступающие на вход счетчика 4, С выхода счетчика 4 им- пульсы по адресным шинам поступают, в постоянные запоминающие устройства 5 и 6, где записаны кода координат, точек сканирования. Коды координат преобразуются цифроаналоговыми преобразователями 7 и 8 в сигналы., пропорциональные перемещению луча, Сигналы усиливаются усилителями 9 и 10 и подаются на отклоняюцие катушки 11 и 12, в которых создаются магнит- ные поля, перемещаюпще луч по определенной траектории.
Таким образом, устанавливают и стабилизируют -положение точек на траектории сканирования,, в которых изменяются параметры электронного луча, вызванные пульсациями источников питания электронно-лучевой установки, добиваясь минимальных возмущающих воздействий на свар очную ван
ну, что повышает качество шва.
Способ опробован при сварке njtac- тин из сплава АМГ-6 толщиной 15 мм на установке ЭЛУ-9Б с. источникагхв- питания У-250АМ и электронно-лучевой пушкой КЭП-2М при ускоряющем напряжении 25 кВ, скорости сварки 50 м/ч остросфокусированным лучом
5 0
5 О р
j
5
0
5
(ток сварки 190-мЛ), Были сварены контрольные швы способом без синхронизации фаз сканирования и питающей сети. После включения сканирующего устройства, синхронизированного с сетью,.задающим устройством устанавливался такой угол сдвига фаз сканирования и питающей сети, чтобы формообразование шва происходило без выбросов металла из сварочной ванш И с минимальными колебаниями усиления шва.
Установлено, что при сварке данным способом повысилось качество сварного соединения за C4et уменьшения нестабильности глубины проплавления в 1,5. раза, уменьшения неравномерности усилия шва в 1,5 раза и отсутствия выброса металла из сварочной ванны,
Предлагаемой способ электроннолучевой сварки устраняет влияние пульсаций источников питания электронно-лучевой установки на параметры электронного луча, что обеспечивает равномерное распределение энергии электронного луча по траектории сканирования, а следовательно, и по сварочной ванне. Таким образом, устраняются возмущающие; воздействия- на сварочную ванну, а следовательно, и дефек1Ъ сварного шва: неравномерность проплавления неравномерность усиления шв.а, искажение геометрии сварного шва, - что в общем приводит к повьшению качества сварного шва,
Формула изобретения
1,Способ электронно-лучевой сварки, при котором осуществляют сканирование электронным лучом по заданной траектории, отличающий- с я теМр что, с целью повьшгения качества сварного шва путем симметричного относительно плоскости стыка распределения энергии электронного луча по траектории сканирования, частоту сканирования электронного луча выбирают кратной частоте питающей сети и регулируют угол сдвига фазы сканирования электронного луча относительно фазы напряжения питающей сети,
2,Способ по п,1, отличающий с я тем,ЧТО фазу сканирования электронного луча синхронизируют с фазой напряжения питающей сети.
rv/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля канала проплавления при электронно-лучевой сварке | 1987 |
|
SU1433690A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1995 |
|
RU2113954C1 |
| Способ электронно-лучевой сварки | 1987 |
|
SU1750891A1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ КРУГОВЫХ СТЫКОВ | 2013 |
|
RU2561626C2 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ ВЫСОКОПРОЧНЫХ СТАЛЕЙ | 2003 |
|
RU2238828C1 |
| Способ электронно-лучевой сварки и устройство для его осуществления | 1984 |
|
SU1260142A1 |
| Способ гибридной лазерно-дуговой сварки кольцевых поворотных стыков трубопроводов | 2022 |
|
RU2792346C1 |
| Способ электронно-лучевой сварки трудносвариваемых сталей и сплавов | 1990 |
|
SU1810258A1 |
| Способ электронно-лучевой сварки с осцилляцией луча | 2020 |
|
RU2760201C1 |
| Способ электронно-лучевой сварки стыковых соединений | 2019 |
|
RU2701262C1 |
Изобретение относится к сварке ,в частности, к способам электронно-лучевой сварки сканирующим электронным лучом. Цель изобретения - повышение качества сварного шва путем симметричного относительно плоскости стыка распределения энергии электронного луча по траектории сканирования. Частоту сканирования электронного луча задают кратной частоте питающей сети. Фазу сканирования луча синхронизируют с фазой напряжения питающей сети. Поэтому изменения энергетических параметров электронного луча, вызываемые пульсациями источников питания, будут проявляться в строго определенных точках траектории сканирования. Регулируя угол сдвига фаз, изменяют положение этих точек, добиваясь симметричного распределения энергии электронного луча по траектории сканирования относительно плоскости стыка. При этом уменьшается нестабильность глубины проплавления, неравномерность усиления шва. Отсутствуют выбросы металла из сварочной ванны. 1 з.п.ф-лы, 1 ил.
| Назаренко O.K | |||
| и др | |||
| Электроннолучевая сварка | |||
| Киев: Наукова думка, 1987, с.186. |
