Устройство относится к области машиностроения и предназначено для автоматизации процесса сварки.
Известен способ управления процессом электронно-лучевой сварки и устройство для его осуществления (патент SU №1832614, опубл. 10.07.1996 г.), заключающийся в регулировании удельной энергии тепловложения по информации о токе, протекающем через изделие. Реализующее его устройство содержит задающий генератор, ключ, шаговый привод перемещения изделия. Недостатком устройства является зависимость параметров сварного соединения от работы шагового привода.
Наиболее близким аналогом (прототипом) является устройство для управления процессом электронно-лучевой сварки, содержащее электронную пушку, подключенную к отрицательному полюсу высоковольтного источника питания, источник питания управляющего электрода, вакуумную камеру с размещенной в ней подвижной платформой, снабженной приводом перемещения изделия и блоком управления пушкой (Устройство для регулирования процесса электронно-лучевой сварки, патент на полезную модель №64972, кл. В23К 15/00, опубликовано 27.07.2007 Бюл. №21).
Недостатком данного устройства является то, что параметры процесса сварки изменяются, несмотря на стабилизацию напряжения высоковольтного и ускоряющего источников напряжения. Нестабильность параметров сварки, проявляющаяся при непрерывном воздействии электронного пучка на изделие, приводит к снижению качества сварного соединения, особенно при сварке малогабаритных изделий.
Техническая задача, решаемая предлагаемым устройством, состоит в обеспечении стабильности параметров сварочной ванны путем контроля мощности и времени воздействия электронного пучка на изделие.
Поставленная задача решается тем, что в известное устройство, содержащее блок управления пушкой, электронную пушку, подключенную к отрицательному полюсу высоковольтного источника питания, источник питания управляющего электрода, вакуумную камеру с размещенной в ней подвижной платформой, снабженной приводом перемещения изделия с блоком управления двигателями, дополнительно введен блок формирования длительности и формы импульса тока луча, подключенный выходом к входу источника питания управляющего электрода, а входом - к выходу блока управления пушкой.
Кроме того, в предлагаемом устройстве блок формирования длительности и формы импульса тока луча может быть снабжен генератором импульсов, триггером, ключевым элементом, счетчиком импульсов, перепрограммируемым запоминающим устройством, цифроаналоговым преобразователем и дешифратором, подключенным выходом к входу сброса триггера, вход установки которого соединен с выходом блока управления пушкой, а выход - с управляющим входом ключевого элемента, подключенного сигнальным входом к выходу генератора импульсов, а выходом - к входу счетчика импульсов, связанного своими выходами одновременно с входами дешифратора и перепрограммируемого запоминающего устройства, подключенного выходами к входам цифроаналогового преобразователя, соединенного выходом с входом источника питания управляющего напряжения.
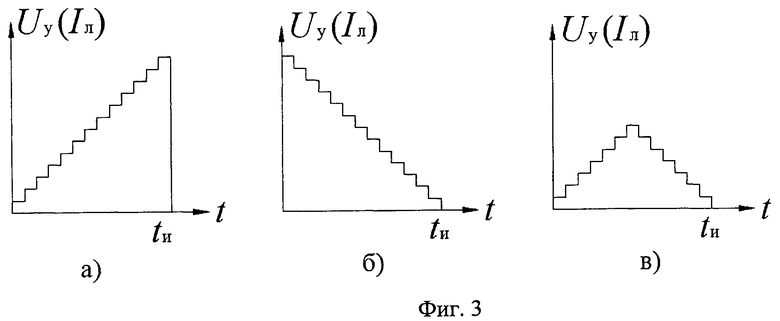
Устройство поясняется чертежами, где на фиг.1 приведена функциональная схема устройства для управления процессом электронно-лучевой сварки, на фиг.2 - схема блока формирования длительности и формы импульса тока луча, а на фиг.3 - временные диаграммы импульсов тока луча.
Устройство для управления процессом электронно-лучевой сварки содержит электронную пушку 1, подключенную к отрицательному полюсу высоковольтного источника питания 2, источник питания управляющего электрода 3, подключенный положительным полюсом к катоду 4 электронной пушки, а отрицательным полюсом - к управляющему электроду 5 электронной пушки. Электронная пушка 1 примыкает к вакуумной камере 6 с размещенными в ней подвижной платформой 7, на которой установлено изделие 8. Платформа 7 приводится в движение по двум координатам двигателями 9 и 10, подключенными к выходам блока управления двигателями 11. Блок управления электронной пушкой 12 подключен выходом к входу блока формирования длительности и формы импульса тока луча 13, соединенного своим выходом с входом источника питания управляющего электрода 3.
Предлагаемое устройство может содержать как однокоординатный, так и двухкоординатный привод перемещения изделия. Число координат привода перемещения изделия и типы двигателей не оказывают влияния на существо предложения.
Блок формирования длительности и формы импульса тока луча 13, образующий основу предлагаемого устройства, может быть реализован как аппаратными средствами (на так называемой «жесткой логике»), так и на программируемых контроллерах. На фиг.2 приведена схема одной из возможных реализации блока формирования длительности и формы импульса тока луча, который содержит генератор импульсов 14, триггер 15, ключевой элемент 16, счетчик импульсов 17, перепрограммируемое запоминающее устройство 18, цифроаналоговый преобразователь 19 и дешифратор 20. Дешифратор 20 подключен выходом к входу сброса триггера 15, вход установки которого соединен с выходом блока 13 управления пушкой, а выход - с управляющим входом ключевого элемента 16, подключенного сигнальным входом к выходу генератора импульсов 14, а выходом - к входу счетчика импульсов 17, связанного своими выходами одновременно с входами дешифратора 20 и перепрограммируемого запоминающего устройства 18, подключенного выходами к входам цифроаналогового преобразователя 19, соединенного выходом с входом источника питания управляющего напряжения 12.
Важной особенностью предлагаемого устройства является обеспечение стабильности условий формирования сварного соединения, которые достигаются импульсным воздействием на изделие тока луча с стабильными значениями мощности и времени. Очевидно, что в этом случае при однократной настройке длительности тока луча, его формы и величины будет обеспечиваться воспроизводимость заданного качества сварного соединения не только для данного конкретного изделия, но и последующих аналогичных изделий.
Устройство работает следующим образом. Каждый цикл сварки обеспечивается формированием на выходе блока управления пушкой 12 короткого импульса управления (значительно меньшей длительности в сравнении с длительностью цикла сварки). При этом состояние привода перемещения изделия не является существенным для работы предлагаемого устройства. Изделие может быть неподвижным или перемещаться по одной или двум координатам. Рассмотрим для определенности формирование сварного соединения при неподвижном изделии. Импульс управления, поступающий с выхода блока 12 на вход блока формирования длительности и формы импульса тока луча 13, приводит к тому, что на выходе последнего формируется аналоговый сигнал Uу, изменяющийся во времени по определенному заданному закону. Этот сигнал поступает на вход источника питания управляющего электрода 3, что приводит к изменению тока луча Iл, поступающего на изделие, по такому же закону. Форма импульса тока Iл луча и его длительность определяются параметрами изделия (материалом, толщиной свариваемых деталей и т.д.). На фиг.3 приведены возможные виды кривых импульса тока луча, от треугольной восходящей (фиг.3, а), до треугольной ниспадающей (фиг.3, в) и пирамидальной (фиг.3, б). Форма импульса тока луча и его длительность оказывают существенное влияние на форму и параметры сварочной ванны.
Наиболее целесообразные форма и длительность тока луча Iл для каждого конкретного изделия подбираются экспериментально при настройке режима сварки.
Блок формирования длительности и формы импульса тока луча 13, функциональная схема которого приведена на фиг.2, работает следующим образом. Генератор импульсов 14 непрерывно вырабатывает импульсы с высокой частотой, которые поступают на сигнальный вход ключевого элемента 16, однако на вход счетчика импульсов 17 они не проходят, поскольку с выхода триггера 15 на управляющий вход ключевого элемента поступает запрещающий (нулевой) сигнал. Такое состояние схемы является исходным и может сохраняться длительное время до поступления управляющего импульса с выхода блока управления пушкой 12. При этом сигнал Uу на выходе цифроаналогового преобразователя 19 равен нулю, что приводит к запиранию электронной пушки 1 и отсутствию тока луча (IЛ=0).
При формировании импульса управления на выходе блока управления пушкой 12 он поступает на вход установки триггера 15, который переключается и подает на управляющий вход ключевого элемента 16 единичный сигнал, разрешающий прохождение импульсов от генератора 14 на вход счетчика импульсов 17. По мере поступления импульсов на вход счетчика 17 на его выходах вырабатывается число, изменяющееся по линейному закону (см. фиг.3, а). Это линейно изменяющееся число преобразуется в цифроаналоговом преобразователе 19 в аналоговый сигнал, временная зависимость которого будет определяться программой, «зашитой» в перепрограммируемом запоминающем устройстве 18. Программа, введенная в перепрограммируемое запоминающее устройство 18, преобразует линейно изменяющийся код, вырабатываемый на выходе счетчика 17, в код, определяемый требуемой формой импульса Uу управления электронной пушкой. Изменение программы постоянного запоминающего устройства 18, т.е. его перепрограммирование позволяет при линейно изменяющемся коде на выходе счетчика 17 изменять код на входе цифроаналогового преобразователя 19 и, следовательно, форму импульса Uу. Возможные варианты формы импульсов управления пушкой Uу не ограничиваются временными диаграммами, приведенными на фиг.3.
Длительность tи (см. фиг.3) импульса управления пушкой определяется числом, записанным в дешифраторе 20, и также может изменяться оператором. После того как дешифратор «отсчитает» требуемое число импульсов, соответствующее заданной длительности импульса tи, на его выходе вырабатывается сигнал, поступающий на вход сброса триггера 15. Последний переключается и вырабатывает на своем выходе нулевой сигнал, запирающий ключ 16. При этом подача импульсов на счетчик 17 прекращается и схема переходит в исходное состояние до прихода очередного импульса управления с выхода блока управления пушкой 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1796379A1 |
| Устройство для управления электроннолучевой сваркой | 1980 |
|
SU899301A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2011 |
|
RU2469827C1 |
| Устройство для сварки | 1988 |
|
SU1590284A1 |
| Устройство для электронно-лучевой сварки | 1987 |
|
SU1488100A1 |
| Способ сварки и устройство для его осуществления | 1988 |
|
SU1539013A1 |
| Способ управления параметрами электронно-лучевой сварочной пушки и устройство для его осуществления | 1988 |
|
SU1562088A1 |
| Способ контроля времени работы катода и подогревателя сварочной электронной пушки и устройство для его осуществления | 1988 |
|
SU1620247A1 |
| Способ визуализации стыка и шва при сварке электронным пучком и устройство для его осуществления | 1987 |
|
SU1496960A1 |
| УСТРОЙСТВО ДЛЯ ЛУЧЕВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2049630C1 |

Устройство предназначено для управления процессом электронно-лучевой сварки. Оно содержит электронную пушку (1), подключенную к отрицательному полюсу высоковольтного источника питания (2), источник питания управляющего электрода (3), блок управления включением и отключением управляющего напряжения электронной пушки (12) и вакуумную камеру (6) с размещенной в ней подвижной платформой 7 с приводом перемещения изделия (8) с двигателями (9, 10). Блок формирования длительности и формы импульса тока луча (13) подключен выходом к входу источника питания управляющего электрода (3), а входом - к выходу блока управления пушкой (12). В результате достигается стабильность параметров сварочной ванны в процессе сварки за счет контроля мощности и времени воздействия электронного луча на изделие. 1 з.п. ф-лы, 3 ил.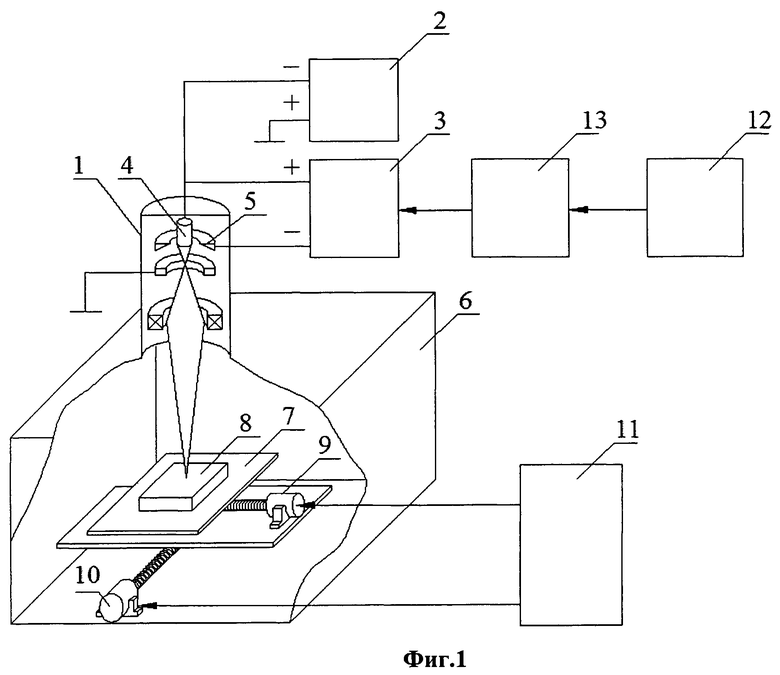
1. Устройство для управления процессом электронно-лучевой сварки, содержащее электронную пушку, подключенную к отрицательному полюсу высоковольтного источника питания, источник питания управляющего электрода, блок управления включением и отключением управляющего напряжения пушки и вакуумную камеру с размещенной в ней подвижной платформой с приводом перемещения изделия, отличающееся тем, что оно дополнительно содержит блок формирования длительности и формы импульса тока луча, подключенный выходом к входу источника питания управляющего электрода, а входом - к выходу блока управления включением и отключением управляющего напряжения пушки.
2. Устройство по п.1, отличающееся тем, что блок формирования длительности и формы импульса тока луча снабжен генератором импульсов, триггером, ключевым элементом, счетчиком импульсов, перепрограммируемым запоминающим устройством, цифроаналоговым преобразователем и дешифратором, подключенным выходом к входу сброса триггера, вход установки которого соединен с выходом блока управления пушкой, а выход - с управляющим входом ключевого элемента, подключенного сигнальным входом к выходу генератора импульсов, а выходом - к входу счетчика импульсов, связанного своими выходами одновременно с входами дешифратора и перепрограммируемого запоминающего устройства, подключенного выходами к входам цифроаналогового преобразователя, соединенного выходом с входом источника питания управляющего напряжения.
| Хлебопекарная печь | 1939 |
|
SU64972A1 |
| Способ управления частотой и длительностью импульсов тока электронного пучка | 1987 |
|
SU1489947A1 |
| СПОСОБ УПРАВЛЕНИЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
SU1466129A3 |
| УСТРОЙСТВО ДЛЯ ЛУЧЕВОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 1993 |
|
RU2049630C1 |
| GB 1371114 A, 23.10.1974. | |||

