Фиг.1
Изобретение относится к машиностроению и может быть использовано при контроле конических поверхностей
Целью изобретения является расширение диапазона контролируемых ква- литетов точности обработанных конических внутренних и наружных поверхностей одним калибром.
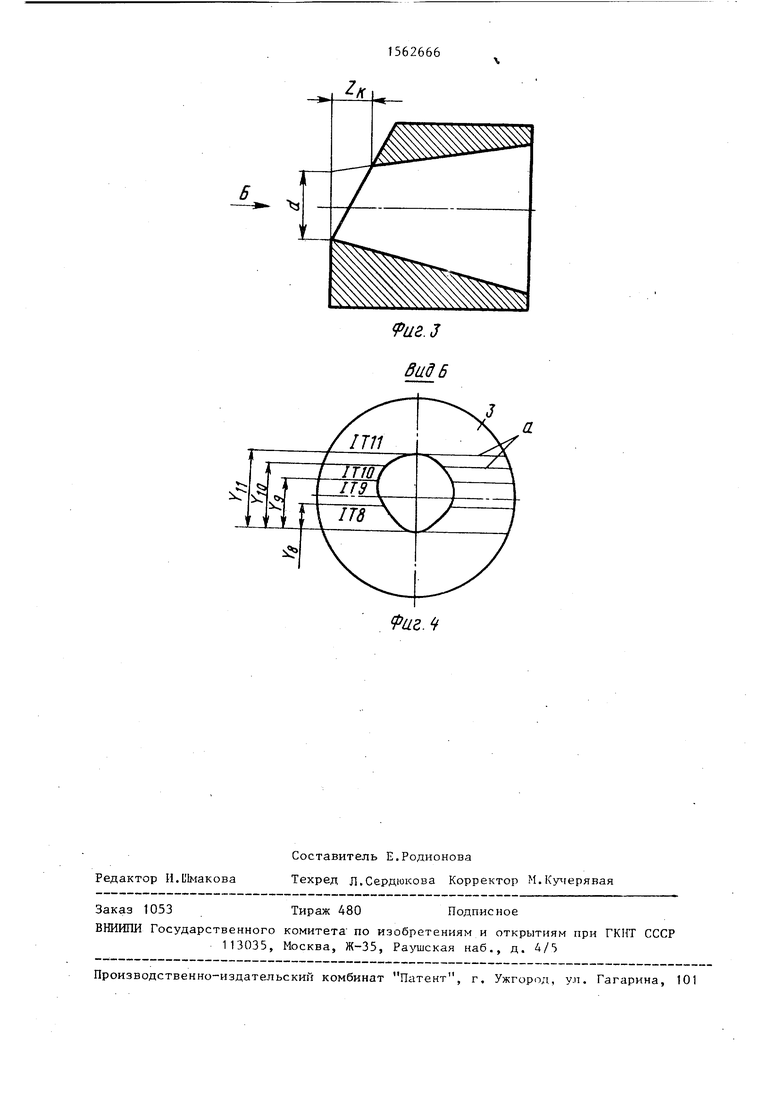
На фиг.1 представлен калибр-пробк общий вид; на Фиг.2 - вид А на фиг.1 На фиг.3 - калибр-втулка, общий вид; на фиг,4 - вид Б на фиг.З.
Калибр состоит из рукоятки 1 (в случае необходимости) и контрольной поверхности в виде усеченного конуса выполненного как измерительная пробка 2 для внутренних конических поверхностей и как втулка 3 для наружных. Один из торцов усеченного конуса выполнен наклонным под углом ср , определяемым по формуле
t, arctg т--|5 - ,
где ZR - базорасстояние калибра для изделия самого грубого ква- лигета точности из выбранного диапазона; уклон конуса; диаметр конуса в сечении. На наклонном торце нанесены риски причем одна из них совпадает с сечением конуса, а остальные нанесены на расстояниях от нее вдоль оси конуса, соответствующих базорасстояниям разных квалитетов точности.
1 D
Контроль осуществляют следующим образом.
0
5
0
Калибр устанавпивают на контролируемое изделие и смотрят, где находится торец контролируемой поверхности. В зависимости от того, между какими рисками он остановился, контролируемое изделие соответствует тому или иному квалитету точности из выбранного диапазона.
Формула изобретения
Универсальный предельный калибр для контроля конических поверхностей, содержащий контрольную поверхность, выполненную в виде усеченного конуса с рисками, расстояние между которыми вдоль оси калибра соответствует базо- расстоянию контролируемого квалитета точности, отличающийся тем, что, с целью расширения диапазона контролируемых квалитетов точности, один из торцов конуса выполнен наклонным к оси конуса и на нем совместно с основными нанесены дополнительные риски, при этом одна из основных рисок совпадает с сечением конуса, а остальные нанесены на расстояниях от нее вдоль оси конуса, соответствующих разных квалитетов точности, а угол накпона торца конуса определяют по Формуле
ц arctg ,. ,
- где Z - базорасстояние калибра для изделия самого грубого квалитета точности из выбранного диапазона; i - уклон конуса; D - диаметр конуса в сечении.
5
0
0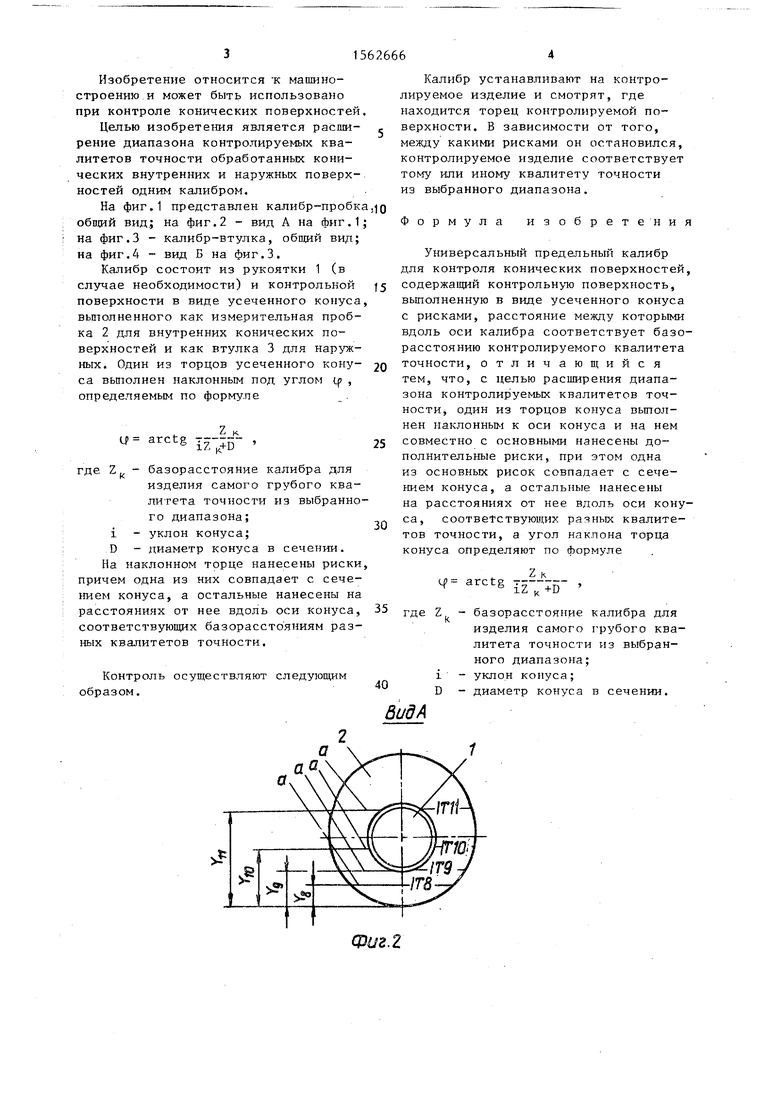
| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНЫЙ ПРЕДЕЛЬНЫЙ КАЛИБР ДЛЯ КОНТРОЛЯ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2001 |
|
RU2194241C1 |
| ПНЕВМАТИЧЕСКИЙ ПРИБОР ДЛЯ КОНТРОЛЯ ВНУТРЕННИХ КОНУСОВ | 1992 |
|
RU2057289C1 |
| КАЛИБР ДЛЯ КОНТРОЛЯ ГЛУБОКИХ КОНУСНЫХ ОТВЕРСТИЙ | 2024 |
|
RU2830142C1 |
| Устройство для измерения параметров конических поверхностей | 1990 |
|
SU1803715A1 |
| НАКЛАДНОЙ КОНУСОМЕР | 1966 |
|
SU179946A1 |
| ВЫСОКОГЕРМЕТИЧНОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ НЕФТЕПРОМЫСЛОВЫХ ТРУБ (ВАРИАНТЫ) И СПОСОБЫ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ ЭТИХ ТРУБ (ВАРИАНТЫ) | 2004 |
|
RU2256767C1 |
| СПОСОБ ОБРАБОТКИ НА СТАНКАХ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ ПОВЕРХНОСТНЫМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2006 |
|
RU2317887C1 |
| УСТРОЙСТВО ДЛЯ ПОВЕРХНОСТНОГО ПЛАСТИЧЕСКОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ ШАРОВЫХ ПАЛЬЦЕВ | 2006 |
|
RU2317885C1 |
| ОСЦИЛЛИРУЮЩИЕ РОЛИКИ ДЛЯ НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2277990C1 |
| СПОСОБ ОСЦИЛЛИРУЮЩЕГО НАКАТЫВАНИЯ НАРУЖНЫХ РЕЗЬБ | 2005 |
|
RU2278760C1 |
Изобретение относится к машиностроению и может быть использовано при контроле конических поверхностей. Целью изобретения является расширение диапазона контролируемых квалитетов за счет того, что в универсальном предельном калибре для контроля конических поверхностей, содержащем контрольную коническую поверхность, выполненную в виде усеченного конуса 2 с рисками, выполняют один из торцов наклонным к оси конуса, на него наносят совместно с основными дополнительные риски, характеризующие базорасстояния по оси конуса соответствующих квалитетов точности, а угол наклона торца конуса определяют по формуле φ = ARCTG[Zк/(IZк + D)], где Zк - базорасстояние калибра для изделия самого грубого квалитета точности из выбранного диапазона, I - уклон конуса, D - диаметр конуса в сечении. 4 ил.
Вид А
Фиг.2
Фаг 4
| Справочник по производственному контролю в машиностроении | |||
| / Под ред | |||
| А.К.Кутая | |||
| - М | |||
| - Л., 1964, с.248, 249, фиг.2.176. |
