Изобретение относится к прокатному производству, а именно к способам регулирования процесса смотки на барабан моталки горячекатаных полос.
Цель изобретения - повышение выхода годного путем стабилизации механических свойств по длине полосы.
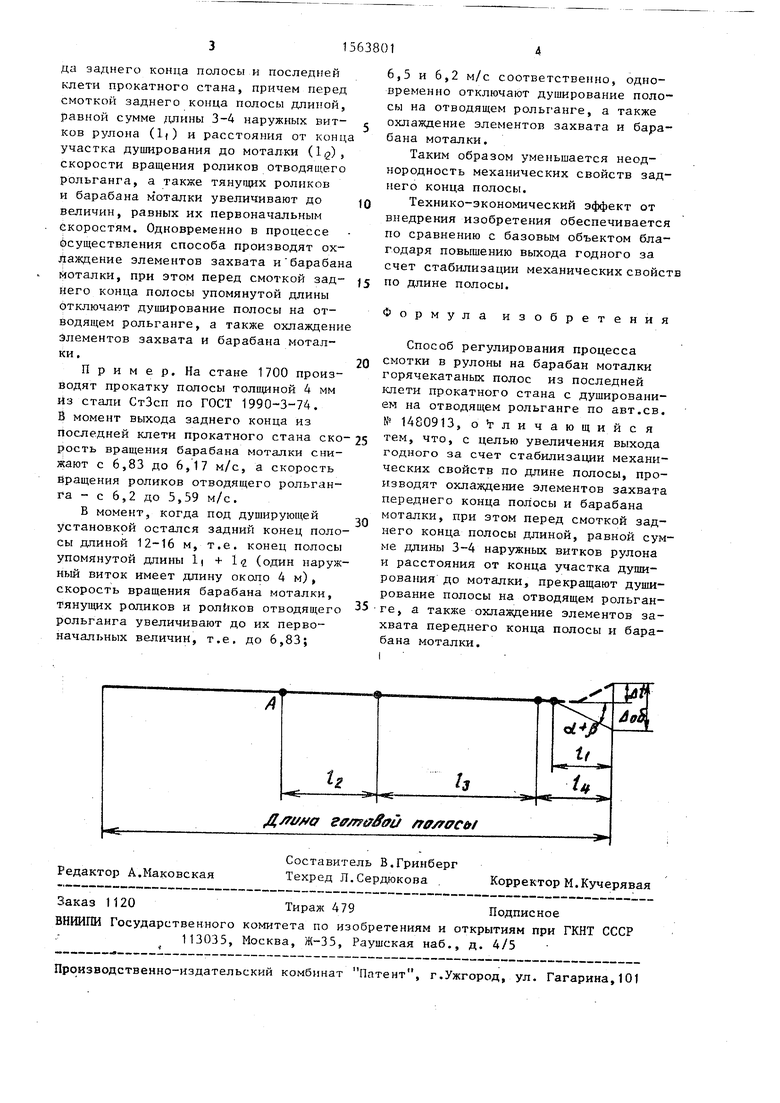
На чертеже показан график изменения прочностных свойств полосы по ее длине.
Точка А соответствует сечению полосы, смотанному в момент выхода заднего конца полосы из последней клети прокатного стана; 1( - длина последних 3-4 наружных витков рулона; 1 - расстояние от конца участка душирова- ния до моталки; 1э - длина участка душирования; расстояние от последней клети прокатного стана до начала участка душирования; и (Ь -
углы наклона, которыми условно обозначена интенсивность уменьшения прочностных свойств на участках полосы длиной 1г и 1з соответственно; U0fe величина увеличения прочностных свойств на заднем конце полосы; й« - величина изменения прочностных свойств на заднем конце полосы по отношению к прочностным свойствам основной части полосы.
| Упомянутый способ регулирования процесса смотки включает душирование
полос на отводящем рольганге, снижение скорости вращения роликов отводящего рольганга после захвата переднего конца полосы барабаном моталки и элементами захвата, снижение скорости вращения тянущих роликов пропорционально снижению скорости вращения барабана моталки после выхоел
&
ОС
оо
N
да заднего конца полосы и последней клети прокатного стана, причем перед смоткой заднего конца полосы длиной, равной сумме длины 3-4 наружных витков рулона (1() и расстояния от конца участка душирования до моталки (l), скорости вращения роликов отводящего рольганга, а также тянущих роликов и барабана м оталки увеличивают до величин, равных их первоначальным скоростям. Одновременно в процессе осуществления способа производят охлаждение элементов захвата и барабана моталки, при этом перед смоткой зад- него конца полосы упомянутой длины отключают душирование полосы на отводящем рольганге, а также охлаждение элементов захвата и барабана моталки.
Пример. На стане 1700 производят прокатку полосы толщиной 4 мм из стали СтЗсп по ГОСТ 1990-3-74. В момент выхода заднего конца из последней клети прокатного стана ско- рость вращения барабана моталки снижают с 6,83 до 6,17 м/с, а скорость вращения роликов отводящего рольганга - с 6,2 до 5,59 м/с.
В момент, когда под душирующей установкой остался задний конец полосы длиной 12-16 м,т.е. конец полосы упомянутой длины 1| + (один наружный виток имеет длину около 4 м), скорость вращения барабана моталки, тянущих роликов и роликов отводящего рольганга увеличивают до их первоначальных величин, т.е. до 6,83;
0
5 0
5
Q
35
6,5 и 6,2 м/с соответственно, одновременно отключают душирование полосы на отводящем рольганге, а также охлаждение элементов захвата и барабана моталки.
Таким образом уменьшается неоднородность механических свойств заднего конца полосы.
Технико-экономический эффект от внедрения изобретения обеспечивается по сравнению с базовым объектом благодаря повышению выхода годного за счет стабилизации механических свойств по длине полосы.
Формула изобретения
Способ регулирования процесса смотки в рулоны на барабан моталки горячекатаных полос из последней клети прокатного стана с душировани- ем на отводящем рольганге по авт.св.
№ 1480913, отличающийс я тем, что, с целью увеличения выхода годного за счет стабилизации механических свойств по длине полосы, производят охлаждение элементов захвата переднего конца полосы и барабана моталки, при этом перед смоткой заднего конца полосы длиной, равной сумме длины 3-4 наружных витков рулона и расстояния от конца участка душирования до моталки, прекращают душирование полосы на отводящем рольган- ге, а также охлаждение элементов захвата переднего конца полосы и барабана моталки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса смотки в рулоны на барабан моталки горячекатанных полос из последней клети прокатного стана с душированием на отводящем рольганге | 1987 |
|
SU1480913A1 |
| Способ регулирования процесса смотки в рулоны на барабан моталки горячекатаных полос из последней клети прокатного стана с душированием на отводящем рольганге | 1986 |
|
SU1389900A1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |
| СПОСОБ ОБРАБОТКИ ТОНКОЙ ПОЛОСЫ ПЕРЕД СМОТКОЙ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2240878C2 |
| СПОСОБ СВЕРХКОМПАКТНОГО ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1995 |
|
RU2089307C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2373003C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ПОЛОСЫ НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2293617C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2268793C1 |
Изобретение относится к прокатному производству. Цель изобретения - повышение выхода годного за счет стабилизации механических свойств по длине полосы. После снижения скорости вращения роликов отводящего рольганга при захвате переднего конца полосы барабаном моталки и элементами захвата снижают скорость вращения тянущих роликов пропорционально снижению скорости вращения барабана моталки. Одновременно прекращают душирование роликов отводящего рольганга и охлаждение элементов захвата и барабана моталки. 1 ил.
| Способ регулирования процесса смотки в рулоны на барабан моталки горячекатанных полос из последней клети прокатного стана с душированием на отводящем рольганге | 1987 |
|
SU1480913A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
