Изобретение относится к прокатному производству и может быть использовано для горячей прокатки тонких полос в диапазоне толщин 0,8-1,79 мм и шириной 700-1500 мм.
Известен способ производства горячекатаных полос на непрерывном широкополосном стане 2000 Новолипецкого металлургического завода [Целиков А.И. и др. Современное развитие прокатных станов, 1972, с.105], включающий прокатку в черновой последовательной группе клетей, прокатку в чистовой непрерывной группе с межклетьевым охлаждением, охлаждение полос на отводящем рольганге с последующей смоткой в рулон.
Недостаток известного способа заключается в отсутствии регламентации температурно-скоростного режима и параметров смотки полос, обеспечивающих отсутствие дефекта смотки "вдавливание" на внутренних витках сматываемого рулона.
Задача изобретения состоит в уменьшении дефекта "вдавливание", вследствие травмирования внутренних витков рулонов при смотке на концевых моталках стана горячей прокатки тонких горячекатаных полос толщиной 0,8-1,79 мм.
Техническая задача решается регламентацией в зависимости от химического состава прокатываемой стали и толщины прокатываемой полосы заправочной скорости полосы, температуры смотки полосы и параметров намотки, чем достигается технический эффект увеличения выхода годного металла при размотке горячекатаных полос с целью их дальнейшей обработки.
Технический результат достигается тем, что в зависимости от конечной толщины полосы и химического состава прокатываемой стали устанавливают заправочную скорость полос на моталки, температуру полос перед смоткой, давление в системе прижатия кассет формирующих роликов к полосе, длительность смотки с прижатыми кассетами от момента захвата полосы до момента их разведения, при которых обеспечиваются требуемые параметры температуры конца прокатки и благоприятные условия смотки, способствующие уменьшению до минимума вероятности появления дефекта "вдавливание" на внутренних витках рулонов при смотке.
При прокатке тонких полос для обеспечения требуемых, заданных технологией параметров температуры конца прокатки и смотки, заправочная скорость транспортировки полосы от чистовой группы стана горячей прокатки до моталок может достигать предельных значений. При этом форсированная скорость транспортировки особо тонких полос по отводящему рольгангу, а в частности, переднего конца, прокатываемого без натяжения до захвата моталкой, способствует его подгибанию вверх и складыванию. Таким образом, происходит захват моталкой так называемой "двойной головы", создающий условия для продавливания последующих наматываемых витков полосы, т. е. образованию дефекта смотки "вдавливание".
Дефект "вдавливание" классифицируют как отпечаток от головной части полосы, чередующийся через каждый виток и уменьшающийся по мере увеличения диаметра рулона. Его величина напрямую зависит от технологических параметров прокатки в линии стана и параметров смотки. Было установлено, что количество дефектных участков (отпечатков) по длине полосы увеличивается с уменьшением толщины полосы и повышении ее пластических свойств, обусловленных химическим составом, температурой полосы перед смоткой, повышенной скоростью прокатки и увеличением длительности и усилия прижатия полосы к моталке кассетами формирующих роликов.
Экспериментально установлено, что увеличение заправочной скорости от 690 до 750 м/мин приводит к увеличению весовой доли брака при последующей размотке горячекатаных рулонов в цехе холодной прокатки в 8,0-8,5 раз.
Однако снижение скорости полосы может оказать негативное влияние на температуру конца прокатки и снизить ее до нижнего, заданного технологией значения, что, в свою очередь, приведет к ухудшению качественных показателей готовой стали по механическим свойствам.
Стабилизация температуры конца прокатки может быть достигнута другими технологическими приемами, не затрагивающими заправочную скорость полосы. К ним относятся: увеличение толщины раскатов, скорости транспортировки их к чистовой группе, применение теплоизолирующих экранов и др., направленными на сохранение тепла металла на входе в чистовую группу, которые не являются предметом настоящего изобретения.
Известное и предложенное технические решения имеют следующий общий признак: нагрев слябов под горячую прокатку, прокатку в черновой и чистовой непрерывной группе клетей, охлаждение полос на отводящем рольганге с последующей смоткой в рулон.
Отличие предложенного способа заключается в том, что в процессе смотки переднего конца тонких горячекатаных полос вносят ограничение на величину заправочной скорости, регламентируют температуру металла перед смоткой в зависимости от химического состава, также параметры намотки полосы на барабан моталки, включающие в себя длительность намотки переднего конца с прижатыми к полосе кассетами формирующих роликов и давление в пневмосистеме прижатия кассет, что способствует снижению уровня отбраковки горячекатаных полос по дефекту "вдавливание".
Это свидетельствует о соответствии предложенного технического решения критерию "изобретательский уровень". Анализ научно-технической и патентной литературы показал отсутствие аналогичных технических решений, используемых при смотке полос после горячей прокатки.
На основе этого делается вывод о соответствии заявляемого технического решения критерию "новизна".
Пример реализации изобретения
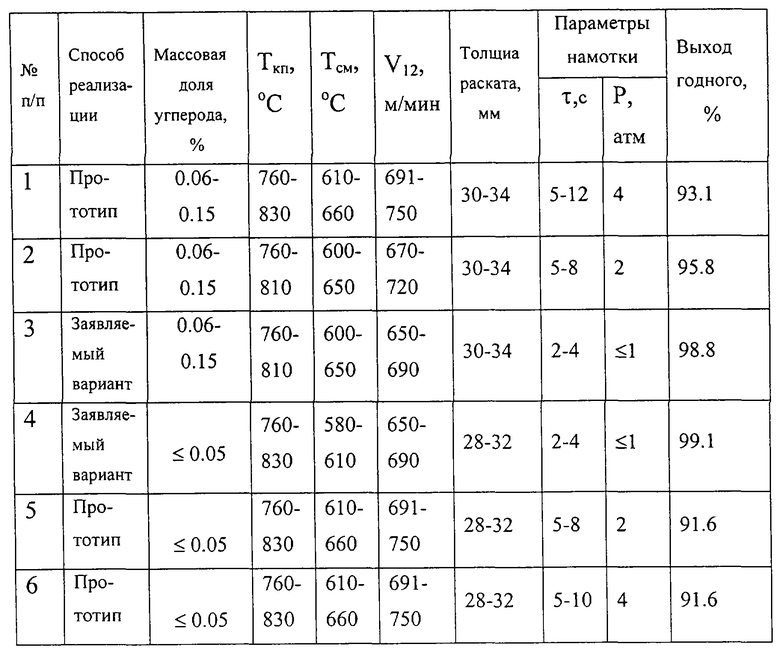
По заявляемому способу и прототипу на непрерывном широкополосном стане 2000 ОАО "НЛМК" было прокатано 30 полос на толщину 1,45-1,79 мм по каждому из представленных в таблице вариантов. Заданную температуру смотки (Тсм) обеспечивали автоматической системой душирования полос. Уставки температур душирования предварительно были введены в систему.
Для всех случаев температура конца прокатки (Ткп) составляла 760-830oС. При смотке полос варьировали заправочной скоростью (V12) в диапазоне от 650 до 750 м/мин.
Параметры намотки меняли в следующих диапазонах:
- время прижатия кассет формирующих роликов к сматываемой полосе от 2 до 12 с;
- давление в пневмосистеме прижатия кассет формирующих роликов от 1 до 4 атм (кгс/см2).
Как следует из данных, приведенных в таблице, наибольший выход годного обеспечивают способы 3 и 4.
В случае увеличения температуры смотки, увеличении давления в пневмосистеме прижатия кассет формирующих роликов к полосе при смотке, с одновременным увеличением времени прижатия кассет (варианты 1, 5 и 6) выход годного снижается.
Технико-экономические преимущества предложенного способа заключаются в том, что регламентация температуры смотки, скорости заправки полосы на концевые моталки и параметров смотки непосредственно на концевых моталках: давления в пневмосистеме прижатия кассет формирующих роликов, времени смотки с прижатыми формирующими роликами для различных марок сталей позволили на 3-6% увеличить выход годного за счет уменьшения отбраковки горячекатаных полос по дефекту "вдавливание" на внутренних витках рулонов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2270064C1 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ПОЛОСЫ НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2293617C2 |
| СПОСОБ ПРОИЗВОДСТВА НИЗКОУГЛЕРОДИСТОЙ ЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288281C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНОЙ ГОРЯЧЕОЦИНКОВАННОЙ ПОЛОСЫ | 2005 |
|
RU2310528C2 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2007 |
|
RU2343019C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ ТРУБНЫХ МАРОК СТАЛИ | 2008 |
|
RU2393933C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2010 |
|
RU2430799C1 |
| СПОСОБ СВЕРХКОМПАКТНОГО ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1995 |
|
RU2089307C1 |
Изобретение относится к прокатному производству и может быть использовано для горячей прокатки тонких полос металла толщиной 0,8-1,79 мм, шириной 700-1500 мм. Задача изобретения - повышение выхода годного металла. При смотке полос толщиной 0,8-1,79 мм устанавливают заправочную скорость полосы на моталку не более 690 м/мин, температуру смотки полос в диапазоне 580-630oС для углеродистой стали с массовой долей углерода ≤0,05%, в диапазоне 600-650oС для стали с массовой долей углерода 0,06-0,15%, а намотку переднего конца полос на барабан моталки проводят с давлением прижатия кассет в пневмосистеме моталок, не превышающим 1,0 атм, время контакта переднего конца полосы с прижатыми кассетами формирующих роликов устанавливают в пределах 2-4 с. Технический результат при использовании изобретения заключается в регламентации химического состава стали, толщины прокатываемой полосы, температуры металла перед смоткой, заправочной скорости и параметров намотки горячекатаной полосы на барабан моталки, что приводит к уменьшению отбраковки полос по дефекту "вдавливание" на внутренних витках рулонов. 1 з. п.ф-лы, 1 табл.
| ЦЕЛИКОВ А.И | |||
| и др | |||
| Современное развитие прокатных станов, 1972, с | |||
| Транспортер для перевозки товарных вагонов по трамвайным путям | 1919 |
|
SU105A1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2172652C2 |
| Способ широкополосной горячей прокатки низколегированных и углеродистых сталей | 1989 |
|
SU1708451A1 |
| ПРЕДОХРАНИТЕЛЬНОЕ ПРОТИВ ПЕРЕГРУЗКИ УСТРОЙСТВО | 0 |
|
SU306076A1 |

