1
Изобретение относится к прокатному производству, а именно к способам регулирования процесса смотки на ба- рабан моталки горячекатаных полос.
Цель изобретения - повышение выхода годного за счет стабилизации механических свойств по длине полосы.
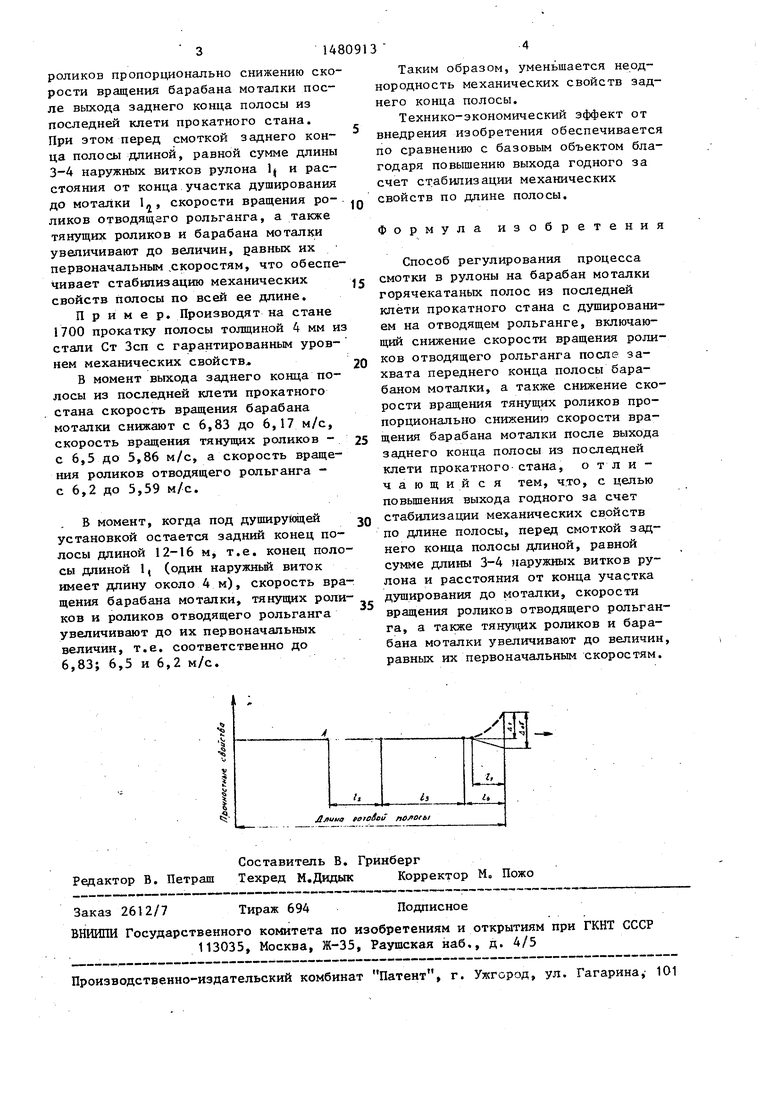
На чертеже показан график изменения прочностных свойств по длине полосы.
Точка А соответствует сечению полосы, смотанному в момент выхода заднего конца полосы из последней клети прокатного стана; 1,, - длина 3-4 наружных витков рулона; 1й - расстояние от конца участка душирования до моталки; Ц - длина участка душирования; 14 - расстояние от последней клети прокатного стана до начала участка душирования; Д, - величина изменения прочностных свойств на заднем конце полосы по отношению к прочностным свойствам основной части полосы; Д ОБ общая величина изменения прочностных свойств на заднем конце полосы.
Способ регулирования процесса смотки включает снижение скорости вращения роликов отводящего рольганга после захвата переднего конца полосы барабаном моталки, а также снижение скорости вращения тянущих
00
о
S0
оо
роликов пропорционально снижению скорости вращения барабана моталки после выхода заднего конца полосы из последней клети прокатного стана. При этом перед смоткой заднего конца полосы длиной, равной сумме длины 3-4 наружных витков рулона lj и расстояния от конца участка душирования до моталки 1„, скорости вращения ро- ликов отводящаго рольганга, а также тянущих роликов и барабана моталки увеличивают до величин, равных их первоначальным .скоростям, что обеспечивает стабилизацию механических свойств полосы по всей ее длине.
Пример. Производят на стане 1700 прокатку полосы толщиной 4 мм и стали Ст Зсп с гарантированным уровнем механических свойств,
В момент выхода заднего конца полосы из последней клети прокатного стана скорость вращения барабана моталки снижают с 6,83 до 6,17 м/с, скорость вращения тянущих роликов - с 6,5 до 5,86 м/с, а скорость вращения роликов отводящего рольганга - с 6,2 до 5,59 м/с.
В момент, когда под душирующей установкой остается задний конец полосы длиной 12-16 м, т.е. конец полосы длиной 1, (один наружный виток имеет длину около 4м), скорость вращения барабана моталки, тянущих роликов и роликов отводящего рольганга увеличивают до их первоначальных величин, т.е. соответственно до 6,83; 6,5 и 6,2 м/с.
5
5
Q
0
5
Таким образом, уменьшается неоднородность механических свойств заднего конца полосы.
Технико-экономический эффект от внедрения изобретения обеспечивается по сравнению с базовым объектом благодаря повышению выхода годного за счет стабилизации механических свойств по длине полосы.
Формула изобретения
Способ регулирования процесса смотки в рулоны на барабан моталки горячекатаных полос из последней клети прокатного стана с душировани- ем на отводящем рольганге, включающий снижение скорости вращения роликов отводящего рольганга после захвата переднего конца полосы барабаном моталки, а также снижение скорости вращения тянущих роликов пропорционально снижению скорости вращения барабана моталки после выхода заднего конца полосы из последней клети прокатного стана, отличающийся тем, что, с целью повышения выхода годного за счет стабилизации механических свойств по длине полосы, перед смоткой заднего конца полосы длиной, равной сумме длины 3-4 наружных витков рулона и расстояния от конца участка душирования до моталки, скорости вращения роликов отводящего рольганга, а также тянущих роликов и барабана моталки увеличивают до величин, равных их первоначальным скоростям.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ регулирования процесса смотки в рулоны на барабан моталки горячекатаных полос из последней клети прокатного стана с душированием на отводящем рольганге | 1988 |
|
SU1563801A2 |
| Способ регулирования процесса смотки в рулоны на барабан моталки горячекатаных полос из последней клети прокатного стана с душированием на отводящем рольганге | 1986 |
|
SU1389900A1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2008 |
|
RU2379139C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ПОЛОВ | 2002 |
|
RU2223833C2 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС | 2004 |
|
RU2267368C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКОЙ ПОЛОСЫ И СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2227070C2 |
| СПОСОБ ПРОИЗВОДСТВА ТОНКОЙ ПОЛОСЫ НА СТАНАХ ГОРЯЧЕЙ ПРОКАТКИ | 2005 |
|
RU2293617C2 |
| СПОСОБ СВЕРХКОМПАКТНОГО ПРОИЗВОДСТВА БЕСКОНЕЧНОЙ ГОРЯЧЕКАТАНОЙ ПОЛОСЫ НА НЕПРЕРЫВНО-РЕВЕРСИВНОМ ЛИТЕЙНО-ПРОКАТНОМ АГРЕГАТЕ | 1995 |
|
RU2089307C1 |
| СПОСОБ ПРОИЗВОДСТВА РУЛОНОВ ГОРЯЧЕКАТАНОЙ ТРУБНОЙ СТАЛИ | 2004 |
|
RU2268793C1 |
| СПОСОБ ОБРАБОТКИ ТОНКОЙ ПОЛОСЫ ПЕРЕД СМОТКОЙ НА НЕПРЕРЫВНОМ ШИРОКОПОЛОСНОМ СТАНЕ ГОРЯЧЕЙ ПРОКАТКИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2002 |
|
RU2240878C2 |
Изобретение относится к прокатному производству, а именно к способам регулирования процесса смотки в рулоны на барабан моталки горячекатанных полос из последней клети прокатного стана с душированием на отводящем рольганге. Цель изобретения - повышение выхода годного за счет стабилизации механических свойств по длине полосы. После снижения скорости вращения роликов отводящего рольганга при захвате переднего конца полосы барабаном моталки, снижают скорость вращения тянущих роликов пропорционально снижению скорости вращения барабана моталки. После выхода заднего конца полосы из последней клети прокатного стана упомянутые скорости снова увеличивают до их первоначальных величин. 1 ил.
Редактор В. Петраш
Составитель В. Гринберг
Техред М.ДидыкКорректор М. Пожо
Заказ 2612/7
Тираж 694
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Подписное
| Способ регулирования процесса смотки в рулоны на барабан моталки горячекатаных полос из последней клети прокатного стана с душированием на отводящем рольганге | 1986 |
|
SU1389900A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
