сл
sl
| название | год | авторы | номер документа |
|---|---|---|---|
| МНОГООБОРОТНЫЙ СБОРНО-РАЗБОРНЫЙ МЕТАЛЛИЧЕСКИЙ КОНТЕЙНЕР | 2007 |
|
RU2347181C2 |
| МНОГООБОРОТНАЯ РАЗБОРНАЯ ТАРА | 1991 |
|
RU2007352C1 |
| Многооборотная разборная тара | 1986 |
|
SU1337317A1 |
| Способ изготовления металлических бескаркасных, самонесущих, разборных металлических конструкций с крышей | 2023 |
|
RU2817778C1 |
| Сборно-разборная тара | 1986 |
|
SU1359212A1 |
| Разборная тара | 1982 |
|
SU1138349A1 |
| МНОГООБОРОТНЫЙ СБОРНО-РАЗБОРНЫЙЯЩИК | 1971 |
|
SU425837A1 |
| КАРКАС СТОЙКИ РАДИОЭЛЕКТРОННОЙ АППАРАТУРЫ | 2003 |
|
RU2260256C2 |
| Сборно-разборная тара | 1990 |
|
SU1812154A1 |
| МНОГООБОРОТНАЯ ТАРА | 1992 |
|
RU2061633C1 |
Изобретение относится к упаковке изделий машиностроения, а именно к способам упаковки металлорежущих станков в многооборотную разборную тару. Цель изобретения - обеспечение упаковки изделий различных типоразмеров. Способ осуществляют следующим образом. Предварительно по торцам основания изделия образуют резьбовые отверстия для винтов, которыми крепят Т-образные кронштейны. Каждый Т-образный кронштейн выполняют либо в виде корпуса, либо корпуса с удлинительным стержнем, при этом в опорной части кронштейна образуют пазы для обеспечения перемещения кронштейна, а в выступающей части - резьбовое отверстие для закрепления к днищу. Днище выполняют из уголков, соединенных в рамку при помощи косынок. Снизу к днищу крепят швеллеры с опорами, а по углам днища закрепляют вертикальные стоянки, к верхним концам которых прикрепляют крышку, выполненную аналогично днищу в виде рамки из уголков и косынок. По боковым торцовым сторонам и сверху образованного каркаса тары крепят заподлицо нижние и верхние пластины. Со всех сторон и сверху на каркас закрепляют щитки. Вертикальные стояки могут быть выполнены из уголков со срезанным на его концах ребром и отогнутыми на толщину уголка днища или крышки полками, что обеспечивает достаточную прочность каркаса тары. Способ позволяет снизить затраты на установку за счет многократного использования тары. 2 з.п.ф-лы, 12 ил.
Изобретение относится к транспортированию изделий машиностроения, а именно к способу упаковки металлорежущих станков и других крупногабаритных изделий в многооборотную разборную тару.
Целью изобретения является обеспечение упаковки изделий различных типоразмеров и снижение себестоимости упаковки за счет многократного использования элементов конструкции тары.
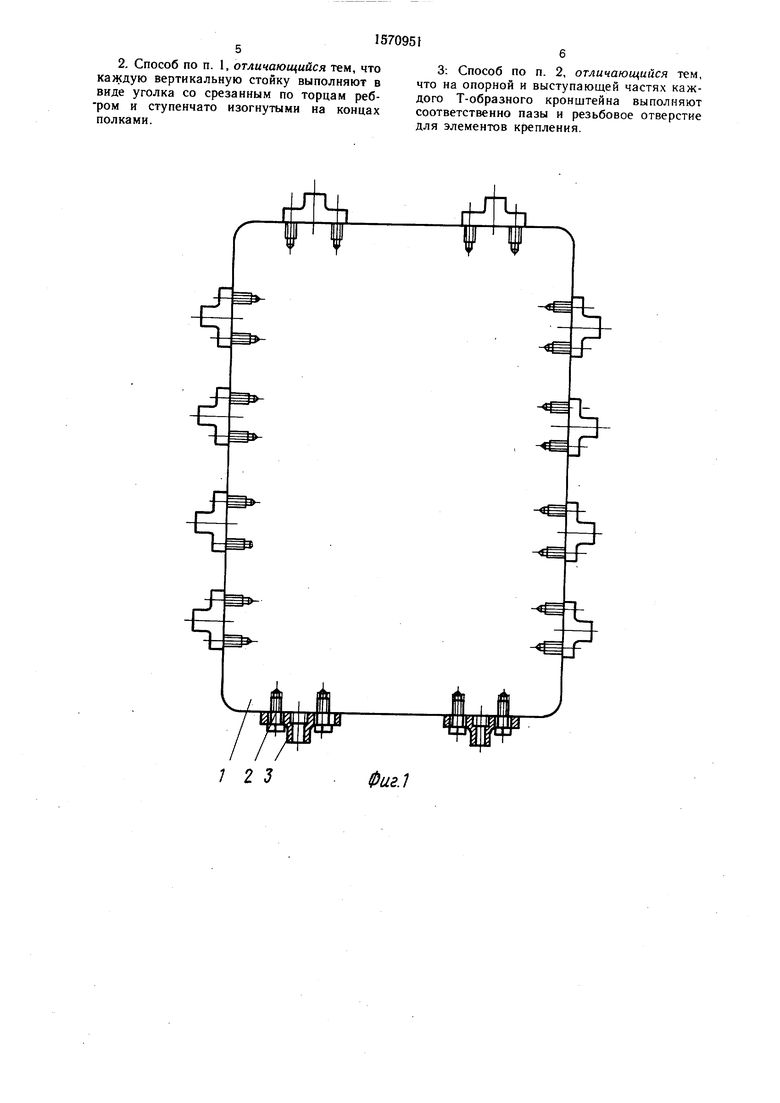
На фиг. 1-5 изображена последовательность упаковки изделия в многооборотную разборную тару; на фиг. 6 - узел I на фиг. 2; на фиг. 7 - тара, общий вид; на фиг. 8 -
то же, (вариант выполнения удлиненной тары); на фиг. 9 - нижняя рамка, вид сверху; на фиг. 10 - вертикальная стойка, общий вид; на фиг. 11 - нижняя пластина, общий вид; на фиг. 12 - верхняя пластина, общий вид.
Способ упаковки в многооборотную разборную тару выполняют следующим образом.
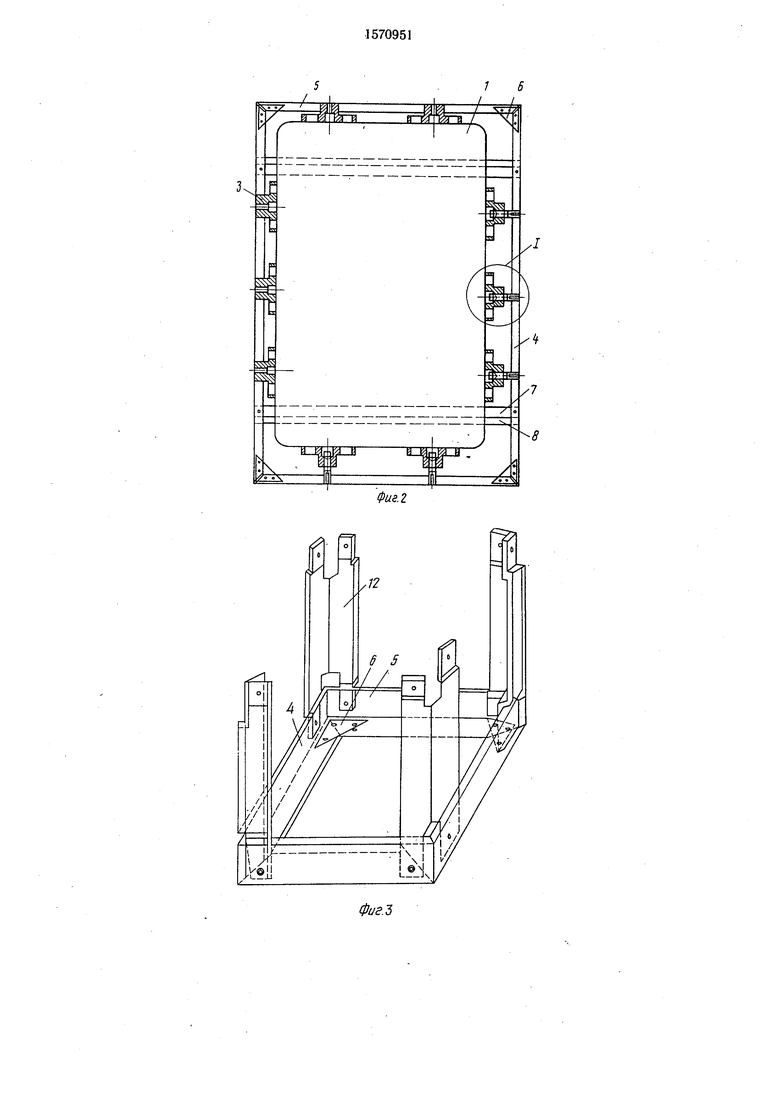
Предварительно по периметру торцов основания изделия 1 сверлят и нарезают резьбовые отверстия для винтов 2, которыми крепят к торцам основания изделий 1 опорными частями Т-образные кронштейны 3, выполненные с возможностью перемещения относительно образованных в торцовых и боковых сторонах основания изделия 1 резьбовых отверстий. Днище выполняют из продольных и поперечных уголков 4, 5, соединенных в рамку прямоугольной формы при помощи косынок 6, при этом вертикальные полки уголков 5, 4 направляют вверх, а снизу к горизонтальным полкам уголков 4, 5 прикрепляют швеллера 7 с опорными деревянными брусьями, обеспечивающими необходимый зазор между днищем и полом для свободного прохода вил автопогрузчика и предохранения пола от повреждений. К швел лерам 7 крепят угольники 8, через которые пропускают тросы грузоподъемных механизмов для подъема изделий, упакованных в разборную тару, и которые предохраяют уголки 4, 5 рамки днища от деформаций.
Т-образные кронштейны 3 выполняют либо из корпусов 9, либо из корпусов 9 с удлинениями в виде стержней 10 и прикрепляют их выступающими частями к вертикальным полкам уголков 4, 5 днища при помощи винтов 11.
По углам рамки днища крепят вертикальные стойки 12 заподлицо с обращенными
делие от попадания влаги, поскольку стойки 12 образуют одну плоскость с уголками 4, 5 днища и крышки.
5 Способ может быть осуществлен с выполнением в опорных частях Т-образных кронштейнов 3 пазов для обеспечения перемещения кронштейнов относительно отверстий в торцах изделия 1, а в выступающих частях как непосредственно в корпуЮ сах 9, так и в удлинительных стержнях 10 Т-образных кронштейнов 3 резьбовых отверстий для винтов, крепящих кронштейны к днищу.
15
Используя набор стержней 10 различных длин, а также возможность крепления выступающих частей Т-образных кронштейнов 3 к днищу, можно закреплять днище тары к основанию станка независимо от размеров основания и погрешности выполнения резь- 20 бовых отверстий, образованных в торцах ос- нования изделия.
Способ позволяет снизить затраты на упаковку за счет многократного использования элементов тары и обеспечивает упаковку
вверх вертикальными полками уголков 4, 5 25 крупногабаритных изделий различных габа- днища. К верхним концам вертикальных стоек прикрепляют крышку, выполненную аналогично днищу из продольных и поперечных уголков 4, 5, соединенных в рамку при
30
ритов и формы.
Формула изобретения
помощи косынок 6. При необходимости для повышения жесткости образованного каркаса тары используют крепежные планки или угольники 13, которыми соединяют вертикальные стойки 12 с уголками 4, 5 днища и крышки. С боковых, торцовых сторон и сверху каркаса крепят к вертикальным стойкам 12 и уголкам 4, 5 днища и крышки нижние пластины 14, в пазах которых размещают верхние пластины 15. Со всех сторон и сверху на каркас накладывают щитки 16 и закрепляют их элементами крепления. Сверху тары закрепляют планки 17, образующие желобки, в которые размещают тросы для крепления упакованного изделия к тран- спрртному средству.
Способ упаковки и элементы конструкции многооборотной разборной тары позволяют при использовании крепежных планок и угольников для удлинения вертикальных стоек, уголков, швеллеров обеспечить сборку тары необходимых размеров и формы.
Способ может быть осуществлен с выполнением вертикальных стоек 12 из уголка со срезанным на его концах ребром и с загнутыми на толщину уголков 4, 5, образующих днище и крышку, полками, что обеспечивает повышение жесткости и прочности каркаса тары, а также позволяет улучшить внешний вид и предохранить из1. Способ упаковки в многооборотную разборную тару крупногабаритных изделий, преимущественно снабженных выступающим за габарит изделия основанием, предусматривающий установку изделия на днище тары, закрепление его на днище тары кре-j- пежными элементами и формирование тары закреплением боковых, торцовых стенок и крышки, отличающийся тем, что, с целью обеспечения упаковки изделий различных типоразмеров, предварительно по периметру торцов основания изделия образуют отверс40 тия под крепежные элементы, которые выполняют в виде Т-образных кронштейнов, днище выполняют в виде рамки из уголков с вертикальными наружными полками, обращенными вверх, по периметру торцов основания изделия закрепляют опорными частями Т-образные кронштейны, выполненные с возможностью их перемещения относительно образованных в торцовых и боковых сторонах основания изделия отверстий, а к выступающей части Т-образных кронштейнов прикрепляют вертикальными полками уголки днища, а затем формируют боковые, торцовые стенки и крышку, для чего закрепляют по углам ра-мки днища вертикальные стойки, к ним крепят верхнюю рамку из уголков, соединенных косынками, устанавливают заподлицо поперечные и продольные пластины между стойками и уголками верхней рамки и рамки днища и облицовывают снаружи щитками.
45
50
55
делие от попадания влаги, поскольку стойки 12 образуют одну плоскость с уголками 4, 5 днища и крышки.
Способ может быть осуществлен с выполнением в опорных частях Т-образных кронштейнов 3 пазов для обеспечения перемещения кронштейнов относительно отверстий в торцах изделия 1, а в выступающих частях как непосредственно в корпусах 9, так и в удлинительных стержнях 10 Т-образных кронштейнов 3 резьбовых отверстий для винтов, крепящих кронштейны к днищу.
Используя набор стержней 10 различных длин, а также возможность крепления выступающих частей Т-образных кронштейнов 3 к днищу, можно закреплять днище тары к основанию станка независимо от размеров основания и погрешности выполнения резь- бовых отверстий, образованных в торцах ос- нования изделия.
Способ позволяет снизить затраты на упаковку за счет многократного использования элементов тары и обеспечивает упаковку
крупногабаритных изделий различных габа-
крупногабаритных изделий различ
ритов и формы.
Формула изобретения
крупногабаритных изделий различных габа-
каждую вертикальную стойку выполняют в
виде уголка со срезанным по торцам ребром и ступенчато изогнутыми на концах
полками.
iQi
; 2 з
3: Способ по п. 2, отличающийся тем, что на опорной и выступающей частях каждого Т-образного кронштейна выполняют соответственно пазы и резьбовое отверстие для элементов крепления.
Н/ Чт
Фиг.1
I
СЛ
N
4
Ч
1
ГУ «
a
. о
.о
-fcs
N
ел -g
f«
N
x,
СЛ -J
s
Сл
ю о о t-.
ю
П
Фиг. fQ
/
/4
Фиг.11
/
15
. JXО
о о
Фиг. 12
| Ружичка И.Врабец А | |||
| Упаковка изделий машиностроения М.: Машиностроение, 1965, с | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1921 |
|
SU275A1 |
