Изобретение относится к области металлургии, к способам термической обработки специальных изделий.
Целью изобретения является увеличение стойкости оправок.
При 580-600°С на поверхности металла образуется слой окислов, состоящий в основном из Fe30j) с текстурой 111, который облада-ет самыми высокими эксплуатационными характеристиками из всех окислов железа.
На втором этапе термообработки при повышении температуры до 1000- 1020°С ускоряется процесс окисления и наращивается окалина толщиной 150- 200 мкм, что достаточно для надежной защиты от схватывания при прошивке.
Практически способ термообработки осуществляется следующим образом
Оправки, отлитые из конструкционной хромоникелевой стали (например, 20ХН8Л), устанавливаются на металлический поддон на расстоянии 15- 20 мм друг от друга, чтобы обеспечить доступ к поверхности печных газов. Поддоны загружаются в газовую печь, разогретую до 580-600 С и выдерживают там 3-4 ч, после чего повышают температуру до 1000-1020 С и выдерживают еще 4-5 ч. В процессе отжига коэффициент избытка воздуха поддерживают равным 0,95-1,0.
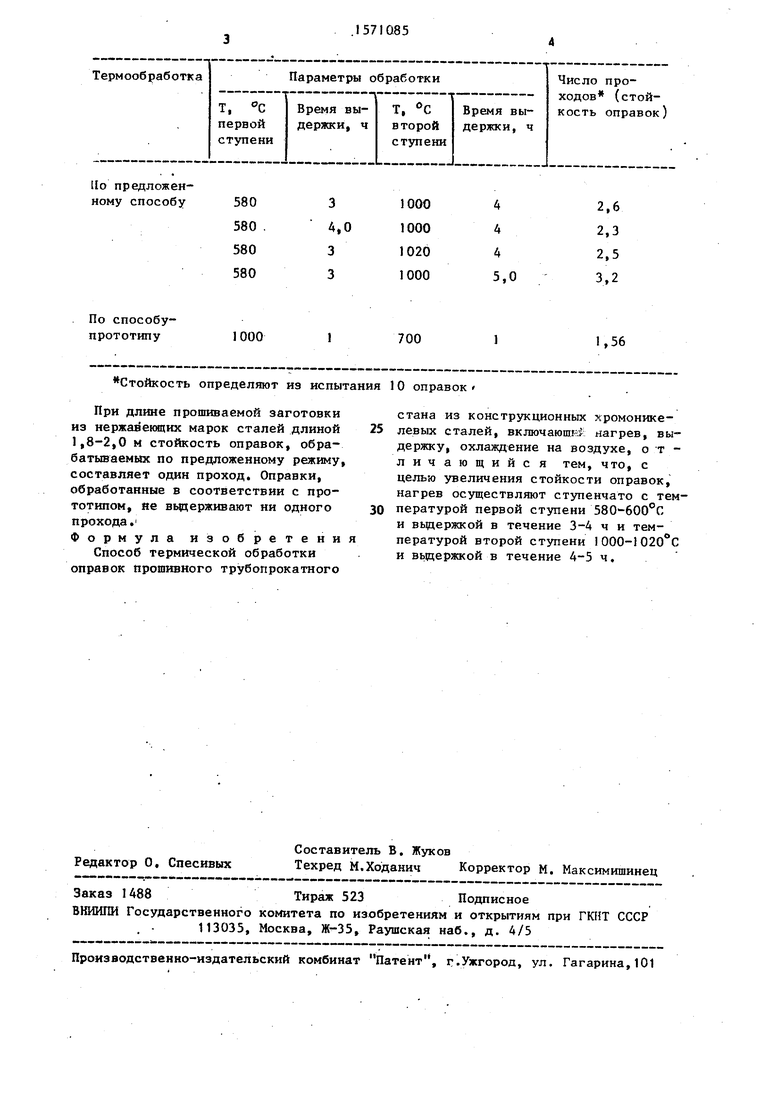
В таблице приведены результаты испытаний оправок диаметром 74 мм, подвергнутых различным режимам термообработки при прошивке заготовки из стали Х18Н10Т диаметром 95 мм и длиной 1,6-1,7 м.
СП
ч
00 СЛ
Но предложенному способу
2,6 2,3 2,5 3,2
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической обработкиОпРАВОК пРОшиВНОгО CTAHA из KOHCT-РуКциОННыХ ХРОМОНиКЕлЕВыХ СТАлЕй | 1975 |
|
SU815050A1 |
| СПОСОБ ОБРАБОТКИ ТЕХНОЛОГИЧЕСКОГО ИНСТРУМЕНТА | 2004 |
|
RU2277607C2 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛЬНЫХ ТРУБ ИЗ НИЗКОЛЕГИРОВАННЫХ ТРУДНОДЕФОРМИРУЕМЫХ И УГЛЕРОДИСТЫХ МАРОК СТАЛИ | 2007 |
|
RU2371265C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610Х36,53Х3000-3400 ММ ИЗ СТАЛИ МАРКИ 08Х18Н10Т-Ш ДЛЯ ОБЪЕКТОВ АТОМНОЙ ЭНЕРГЕТИКИ | 2013 |
|
RU2537412C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО ГЕОМЕТРИЧЕСКИМ РАЗМЕРАМ | 2013 |
|
RU2530113C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ЦЕНТРОБЕЖНО-ЛИТЫХ ПОЛЫХ ЗАГОТОВОК И СЛИТКОВ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16T2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ (ПЕРИСКОПОВ ПОДВОДНЫХ ЛОДОК) С ОБЕСПЕЧЕНИЕМ УДАРНОЙ ВЯЗКОСТИ KCU БОЛЕЕ 100 ДЖ/СМ | 2004 |
|
RU2257271C1 |
| СПОСОБ ПРОИЗВОДСТВА ГОРЯЧЕКАТАНЫХ ТОВАРНЫХ И ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МАРОК СТАЛИ И СПЛАВОВ НА ТРУБОПРОКАТНЫХ УСТАНОВКАХ С ПИЛИГРИМОВЫМИ СТАНАМИ | 2006 |
|
RU2311979C1 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×4700-5400 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш НА ТПУ 8-16" С ПИЛИГРИМОВЫМИ СТАНАМИ ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК С ПОВЫШЕННЫМИ МЕХАНИЧЕСКИМИ СВОЙСТВАМИ | 2012 |
|
RU2522514C1 |
| СПОСОБ ПРОИЗВОДСТВА ДЛИННОМЕРНЫХ ПЕРЕДЕЛЬНЫХ ТРУБ БОЛЬШОГО И СРЕДНЕГО ДИАМЕТРОВ ИЗ ПОЛЫХ СЛИТКОВ-ЗАГОТОВОК ЭЛЕКТРОШЛАКОВ ПЕРЕПЛАВА СТАЛИ МАРОК 08Х10Н20Т2 И 08Х10Н16Т2 ДЛЯ ВЫДВИЖНЫХ СИСТЕМ | 2006 |
|
RU2346764C2 |
| СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕКАТАНЫХ ТРУБ РАЗМЕРОМ 610×28-32×5300-6000 мм ИЗ СТАЛЕЙ МАРОК 15Х1М1Ф И 10Х9МФБ-Ш ДЛЯ ТРУБОПРОВОДОВ ПРОМЕЖУТОЧНОГО ПЕРЕГРЕВА ПАРА КОТЕЛЬНЫХ УСТАНОВОК | 2012 |
|
RU2527523C2 |
Изобретение относится к металлургии, в частности к способам термообработки специальных изделий. Цель изобретения - увеличение стойкости оправок. Способ включает нагрев оправок в печи до 580-600°С, выдержку в течение 3-4 ч, дальнейший нагрев до 1000-1020°С, выдержку в течение 4-5 ч и охлаждение на воздухе. Изобретение позволяет увеличить стойкость оправок из стали 20ХН8Л при прошивке трубных заготовок из стали Х18Н10Т длиной 1,6-1,7 м в 1,5-2 раза, а также прошивать заготовки из нержавеющих марок стали длиной 1,8-2,0 м. 1 табл.
По способу- прототипу
1000
Стойкость определяют из испытания 10 оправок
При длине прошиваемой заготовки из нержавеющих марок сталей длиной 1,8-2,0 м стойкость оправок, обрабатываемых по предложенному режиму, составляет один проход. Оправки, обработанные в соответствии с прототипом, не выдерживают ни одного прохода.1 Формула изобретения
Способ термической обработки оправок прошивного трубопрокатного
700
1,56
стана из конструкционных хромонике- левых сталей, включаюшг нагрев, выдержку, охлаждение на воздухе, отличающийся тем, что, с целью увеличения стойкости оправок, нагрев осуществляют ступенчато с температурой первой ступени 580-600°С и выдержкой в течение 3-4 ч и температурой второй ступени 1000-1020 С к выдержкой в течение 4-5 ч.
| Заявка США № 3496031, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Данилов Ф.А., Глеберт А„3., Балакин В.Г | |||
| Горячая прокатка и прессование труб | |||
| М.: Металлургия, 1972, с | |||
| Приспособление для записи и воспроизведения звуков | 1923 |
|
SU559A1 |
