Изобретение относится к электротехнике, а именно к полым опорным изоляторам с развитой внутренней поверхностью, и мо - жет быть использовано для крепления токо- проводов, а также в высоковольтном аппаратостроении.
Цель изобретения - повышение надежности изолятора путем повышения механической прочности.
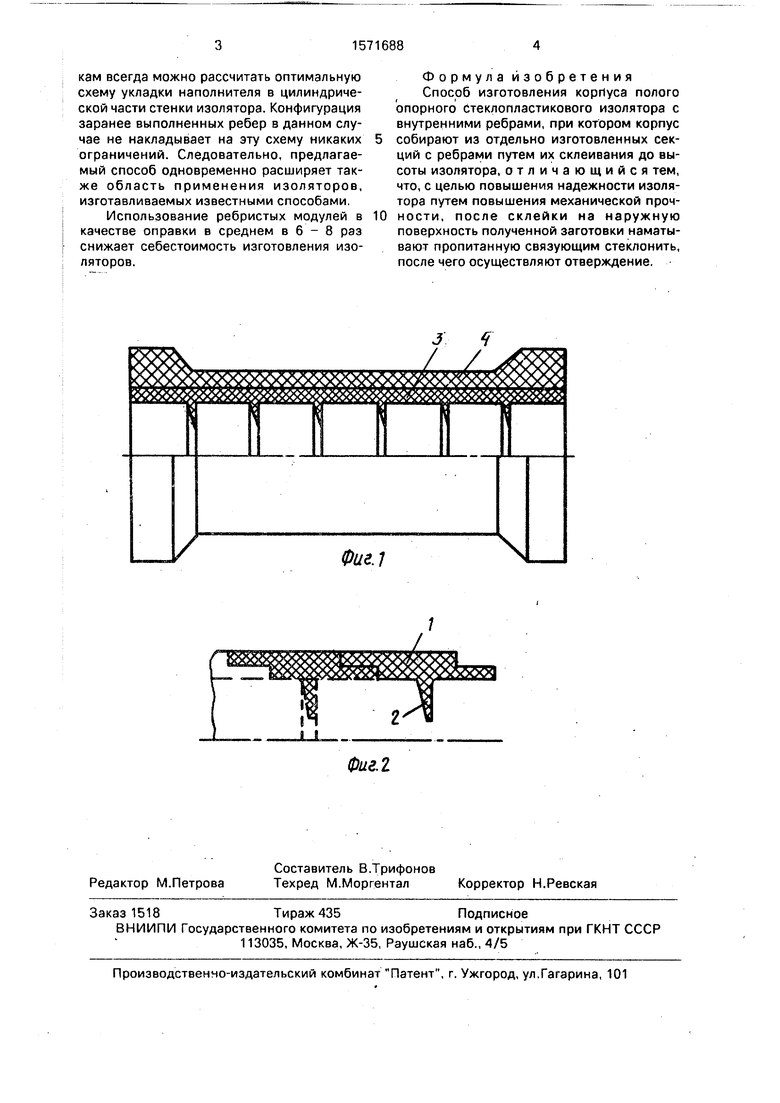
На фиг.1 изображен корпус изолятора, изготовленного по предлагаемому способу, общий вид; на фиг.2 - фрагмент оправки, составленной из отдельных секций.
Методом прямого прессования изготавливают отдельные секции 1, представляющие собой кольцо с внутренним ребром 2 с требуемыми геометрическими параметрами. Секции склеивают между собой эпоксидным или другим клеем холодного отверждения и получают оправку 3 необходимой длины. После обезжиривания внешней поверхности оправку устанавливают в
станок, на нее наматывают пропитанную связующим стеклонить до образования цельного стеклопластикового корпуса 4 и осуществляют отверждение.
При необходимости корпус снабжают ребрами на внешней поверхности корпуса по одному из известных способов.
Предлагаемый способ изготовления корпуса полых опорных изоляторов позволяет использовать широкий круг изоляцион- ных материалов для изготовления внутреннего ребристого покрытия изоляторов практически с любым профилем ребра. Использование однотипных материалов для внутреннего покрытия и корпуса способствует достижению монолитности и практическому отсутствию границы раздела в изоляторе.
Изоляторы, изготовленные по предлагаемому способу, могут быть использованы в самых различных тяжелонагруженных конструкциях, так как по заданным нагрузсл XI
CN 00 00
кам всегда можно рассчитать оптимальную схему укладки наполнителя в цилиндрической части стенки изолятора. Конфигурация заранее выполненных ребер в данном случае не накладывает на эту схему никаких ограничений. Следовательно, предлагаемый способ одновременно расширяет также область применения изоляторов, изготавливаемых известными способами.
Использование ребристых модулей в качестве оправки в среднем в 6 - 8 раз снижает себестоимость изготовления изоляторов.
0
Формула изобретения Способ изготовления корпуса полого опорного стеклопластикового изолятора с внутренними ребрами, при котором корпус собирают из отдельно изготовленных секций с ребрами путем их склеивания до высоты изолятора, отличающийся тем, что, с целью повышения надежности изолятора путем повышения механической прочности, после склейки на наружную поверхность полученной заготовки наматывают пропитанную связующим стеклонить, после чего осуществляют отверждение.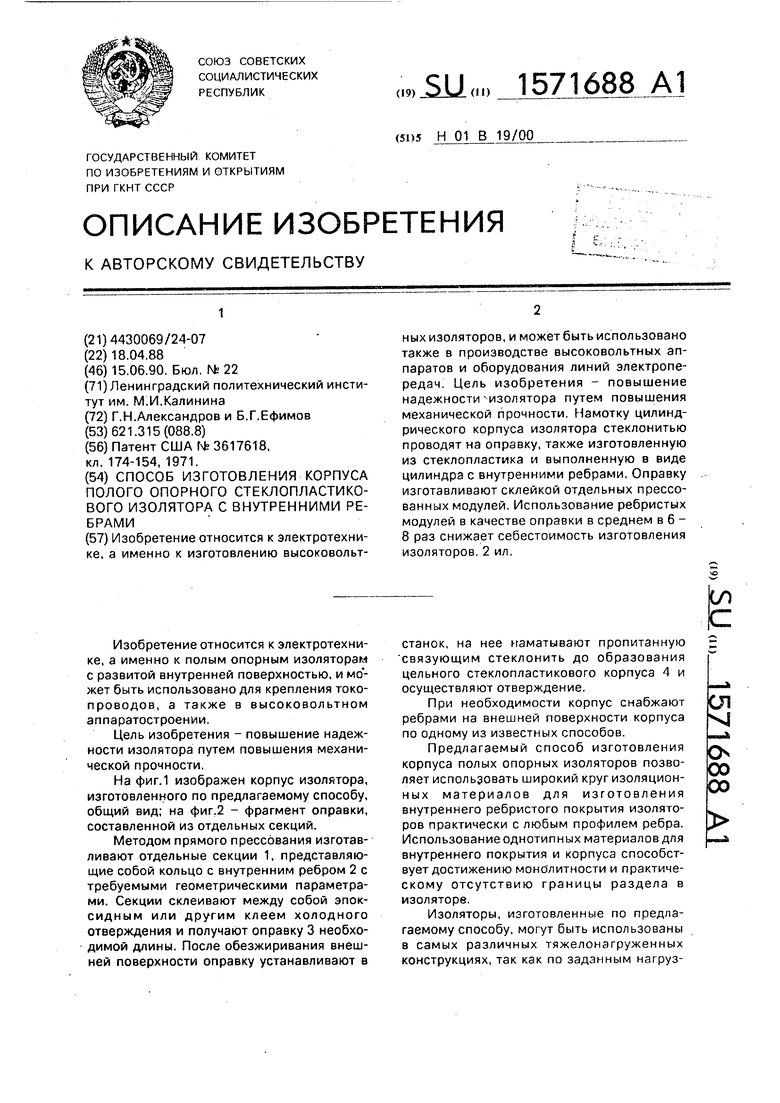
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для защиты изоляции электрооборудования от грозовых и коммутационных перенапряжений | 2022 |
|
RU2808500C1 |
| ОПОРНЫЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР ПОВЫШЕННОЙ НАДЕЖНОСТИ | 2006 |
|
RU2319242C1 |
| ОПОРНЫЙ ПОЛИМЕРНЫЙ ИЗОЛЯТОР УВЕЛИЧЕННОЙ ЖЕСТКОСТИ | 2006 |
|
RU2319241C1 |
| Способ изготовления полого двухслойного изолятора | 1988 |
|
SU1534521A1 |
| Гирлянда изоляторов и способ ее изготовления | 1977 |
|
SU1001194A1 |
| ОПОРНЫЙ ИЗОЛЯТОР | 2003 |
|
RU2260219C2 |
| ОПОРНАЯ СТЕРЖНЕВАЯ ИЗОЛЯЦИОННАЯ КОНСТРУКЦИЯ | 1999 |
|
RU2173902C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕКЛОПЛАСТИКОВОГО ИЗДЕЛИЯ | 2003 |
|
RU2236716C1 |
| ИЗОЛЯТОР С НЕОРГАНИЧЕСКИМ КОМПОЗИТНЫМ СТЕРЖНЕМ | 2007 |
|
RU2342724C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ СТЕКЛОПЛАСТИКОВЫХ ТРУБ | 1992 |
|
RU2015909C1 |
Изобретение относится к электротехнике, а именно к изготовлению высоковольтных изоляторов, и может быть использовано в производстве высоковольтных аппаратов и оборудования линий электропередач. Целью изобретения является повышение надежности изолятора путем повышения механической прочности. Намотку цилиндрического корпуса изолятора стеклонитью проводят на оправку, изготовленную из стеклопластика и выполненную в виде цилиндра с внутренними ребрами. Оправку изготавливают склейкой отдельных прессованных модулей. Использование ребристых модулей в качестве оправки в среднем в 6 - 8 раз снижает себестоимость изготовления изоляторов. 2 ил.
Фиг.1
Фиг.2
| Патент США № 3617618, кл | |||
| Способ прикрепления барашков к рогулькам мокрых ватеров | 1922 |
|
SU174A1 |
